

2.Сварные соединения и швы.
Термины и определения сварных соединений принимать по ГОСТ 2601.
![]()
Стыковое соединение – сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.

Угловое соединение – сварное соединение двух элементов, расположенных под углом и сваренных в месте их примыкания.
![]()
Нахлесточное соединение – сварное соединение двух элементов, расположенных параллельно и частично перекрывающих друг друга.

Тавровое соединение – сварное соединение, в котором торец одного элемента приварен под прямым углом к боковой поверхности другого элемента.

Торцовое - сварное соединение двух элементов, в котором боковые поверхности сваренных элементов примыкают друг к другу.
3.Применяемые соединения.
Вертикальные соединения стенки.
Вертикальные соединения стенки должны быть стыковыми с полным проплавлением по толщине листов (рисунок 1). Вертикальные соединения листов в прилегающих поясах стенки должны быть смещены друг относительно друга на расстояние не менее 8t, где t – наибольшая из толщин листов прилегающих поясов. Для резервуаров классов II и III при изготовлении стенки из рулонных полотнищ допускаются вертикальные заводские и монтажные стыковые соединения без смещения. Расстояния между швами патрубков, усиливающих листов и швами стенки должны быть не менее: до вертикальных швов – 250 мм, до горизонтальных швов – 100 мм. Вертикальные соединения первого пояса стенки должны располагаться на расстоянии не менее 100 мм от стыков окраек днища.
Горизонтальные соединения стенки.
Горизонтальные соединения листов должны выполняться двусторонними стыковыми швами с полным проплавлением (рисунок 2). Листы вышележащего пояса должны располагаться в пределах толщины листа нижележащего пояса. Взаимное расположение листов соседних поясов устанавливается проектом.


Рис. 1. Вертикальные стыковые соединения стенки
а) без разделки кромок; б) со скосом двух кромок; в) с двумя скосами кромок; г) с криволинейным скосом кромок
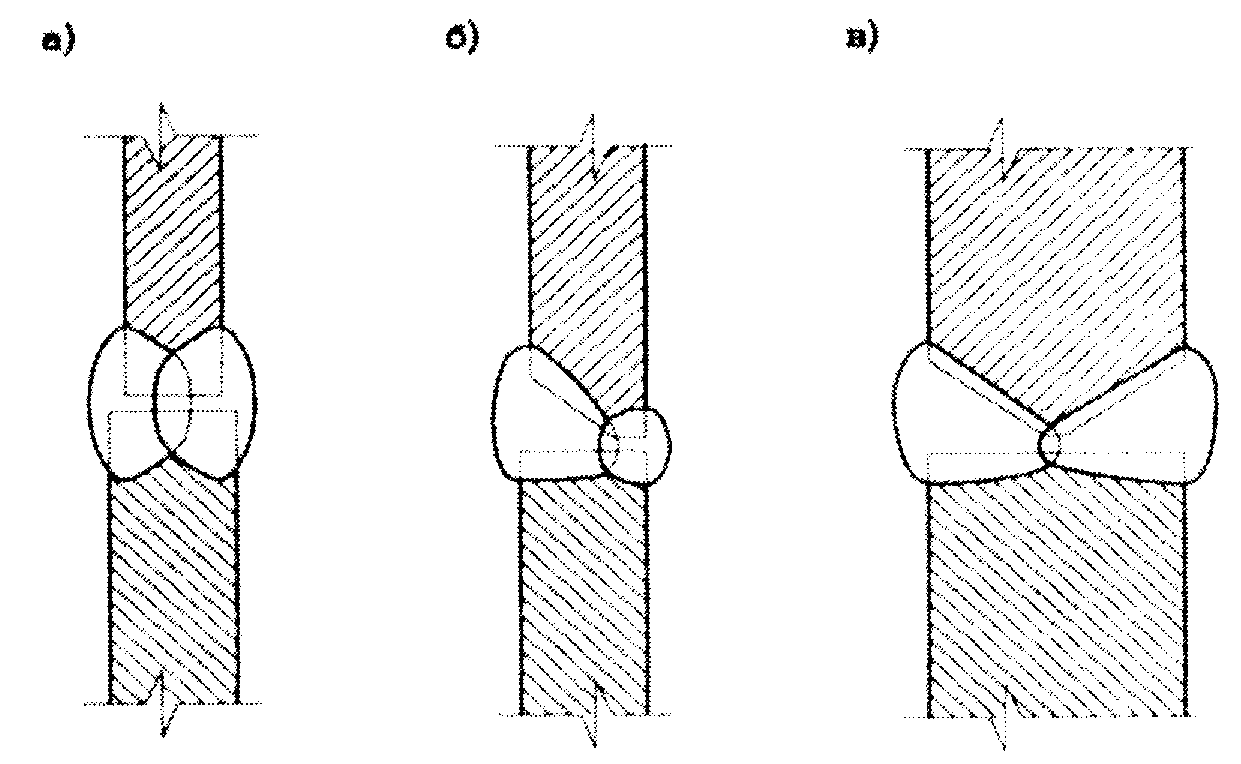
Рис. 2. Горизонтальные стыковые соединения стенки
а) без разделки кромок; б) с криволинейным скосом одной кромки верхнего листа; в) с двумя скосами одной кромки верхнего листа
Соединения днища.
Стыковые соединения применяются при заводском изготовлении рулонируемых полотнищ днищ. Стыковые соединения на остающейся подкладке применяются для сварки кольцевых окраек, а также при полистовой сборке центральной части днищ. Нахлесточные соединения днища применяются для соединения между собой рулонируемых полотнищ днищ, листов центральной части днищ при их полистовой сборке, а также для соединения центральной части днищ с кольцевыми окрайками.

Рис. 3. Соединение полотнищ днища

Рис. 4. Соединение листов центральной части днища

Рис. 5. Соединение центральной части с окрайками днища
Соединение днища со стенкой.
Для соединения днища со стенкой применяется тавровое соединение. Для резервуаров с толщиной листов нижнего пояса стенки 20 мм и менее рекомендуется тавровое сварное соединение без разделки кромок (рисунок 6, а.). Размер катета каждого углового шва должен быть не более 12 мм и не менее номинальной толщины окрайки. Для резервуаров с толщиной листов нижнего пояса стенки более 20 мм должно применяться тавровое сварное соединение с разделкой кромок, представленное на рисунке 6, б. Сварные швы должны выполняться как минимум в два прохода.


Рис. 6. Соединение стенки с днищем
При разработке конструкции резервуара в рабочей документации КМ должны быть определены требования к механическим свойствам сварных соединений и дифференцирование, в зависимости от уровня расчетных напряжений и условий работы соединений, назначен класс сварных швов в соответствии с ГОСТ 23055 (допускаемые размеры, вид и количество допускаемых внешних и внутренних дефектов). Кроме того, должен быть назначен объем контроля физическими методами различных сварных соединений резервуара. Способы сварки, геометрические параметры кромок соединяемых элементов, сварочные материалы, а также технология выполнения монтажных сварных соединений резервуара определяются технологическим проектом сооружения резервуара (ППР) и учитываются в проекте КМ. Применительно к соединениям, выполняемым на заводе, указанные вопросы решаются при разработке технологических карт или технических условий на изготовление резервуарных конструкций и учитываются в рабочей документации КМД. Технологические процессы заводской и монтажной сварки должны обеспечивать получение сварных соединений, в полной мере удовлетворяющих требованиям проекта КМ по всему комплексу физико-механических характеристик, а также соответствующих нормам по предельно допустимым размерам и видам дефектов с учетом коэффициентов концентрации напряжений. Заводскую сварку резервуарных конструкций следует выполнять в соответствии с утвержденным технологическим процессом /процедурами/, в котором должны быть предусмотрены:
требования к форме и подготовке кромок деталей, подлежащих сварке;
способы и режимы сварки, сварочные материалы, а также последовательность выполнения технологических операций;
конкретные указания по закреплению деталей перед сваркой;
мероприятия, исключающие образование прожогов, смещение шва от его оси и образование других видов дефектов;
мероприятия, направленные на снижение сварочных деформаций.
Монтажную сварку резервуарных конструкций следует выполнять в соответствии с указаниями ППР, в котором должны быть предусмотрены:
наиболее эффективные способы сварки монтажных соединений с учетом их пространственного положения;
сварочные материалы, удовлетворяющие требованиям рабочей документации КМ по уровню механических свойств;
требуемая форма подготовки кромок монтируемых элементов под сварку;
последовательность сварки и порядок выполнения каждого шва, обеспечивающих минимальные деформации и перемещения свариваемых элементов;
режимы и указания по технике сварки, которые должны обеспечить необходимый уровень механических свойств сварных соединений, а также получение требуемых структур металла шва и околошовных зон;
необходимая технологическая оснастка и оборудование для выполнения сварных соединений.
Кроме того, в ППР должны быть предусмотрены:
мероприятия по обеспечению требуемого качества подготовки и сборки под сварку свариваемых кромок, а также схема их закрепления и необходимая для этого технологическая оснастка;
допускаемая температура металла, при которой возможна сварка соединений без их подогрева, а также допускаемая скорость ветра в зоне сварки;
условия обеспечения требуемого диапазона скоростей охлаждения сварных соединений резервуарных конструкций при сварке;
указания по технологии производства сварочных работ в зимних условиях (если это предусматривается в соответствии с графиком работ).
В случаях, когда в рабочей документации КМ предусмотрена термическая обработка каких-либо сварных соединений резервуара, в ППР следует разработать технологию ее выполнения, включая способ, режимы термообработки, указания по контролю качества термообработанных соединений. В ППР должна быть разработана программа контроля качества сварных соединений, включающая способы и объемы контроля каждого сварного соединения резервуара.