

- •Оглавление
- •1.2 Конструктивные типы и схемы зданий
- •1.3 Типы каркасов
- •1.5 Деформационные швы
- •1.6 Защита зданий от вибраций
- •1.7 Основные технологии возведения гражданских зданий
- •1.7.1 Панельное домостроение
- •1.7.2.2 Несъемные опалубки
- •1.7.3 Быстровозводимые (полнокомплектные) здания из легких металлоконструкций
- •2.2.1 Общие сведения
- •2.2.2 Конструкционные материалы для стен
- •2.2.2.1 Лесоматериалы
- •2.2.2.2 Штучные материалы
- •2.2.2.2.1 Общие сведения
- •2.2.2.2.2 Кирпичи и камни (блоки) керамические
- •2.2.2.2.3 Кирпичи и камни (блоки) силикатные
- •2.2.2.2.4 Камни (блоки) бетонные
- •2.2.2.3 Индустриальные многослойные стеновые панели
- •2.2.2.3.1 Панели из железобетона
- •2.2.3 Многослойные теплоизоляционные системы
- •2.2.3.1 Системы с утеплителем с внутренней стороны ограждающей конструкции
- •2.2.3.3.1 Системы с жестким закреплением утеплителя на стене
- •2.2.3.3.2 Особенности системы с подвижными элементами крепления утеплителя
- •2.2.4 Фасадные системы с вентилируемым воздушным зазором
- •2.2.4.1 Подконструкции
- •2.2.4.2 Теплоизоляция - требования, способы крепления
- •2.2.4.3 Облицовочные материалы
- •2.2.4.3.1 Цементно-волокнистые панели
- •2.2.4.3.2 Цементные панели, армированные стеклосеткой
- •2.2.4.3.3 Бетонные плиты с мраморным заполнителем
- •2.2.4.3.4 Полимербетонные панели
- •2.2.4.3.5 Натуральный камень
- •2.2.4.3.6 Керамический гранит
- •2.2.4.3.7 Керамическая плитка
- •2.2.4.3.8 Ламинированные панели
- •2.2.4.3.9 Виниловый сайдинг
- •2.2.4.3.10 Полипропиленовые панели
- •2.2.4.3.11 Полиуретановые и полиэстровые панели
- •2.2.4.3.12 Стеклянные облицовочные изделия
- •2.2.4.3.13 Облицовочные изделия из стали
- •2.2.4.3.14 Облицовочные изделия из алюминия
- •2.2.4.3.15 Облицовочные изделия из композитных материалов
- •2.2.4.4 Примыкания к общестроительным конструкциям
- •2.2.4.5 Проблемы, возникающие при проектировании и строительстве вентилируемых фасадов
- •2.2.5 Фасадные конструкции из системных профилей и стекла
- •2.2.5.1 Общие сведения
- •2.2.5.2 Стоечно-ригельные конструкции
- •2.2.5.3 Фасадные системы со структурным остеклением
- •2.2.5.4 Тепло-холодные фасадные системы (облицовочные фасады)
- •2.2.5.5 Вентилируемые стеклянные фасады
- •2.2.6 Спайдерные системы
- •2.2.7 Защитно-декоративные покрытия для фасадов
- •2.2.7.1 Материалы для предварительной подготовки и ремонта поверхностей перед отделкой
- •2.2.7.1.1 Выравнивающие штукатурки и шпаклевки
- •2.2.7.1.2 Грунтовки и специальные составы
- •2.2.7.2 Фасадные краски и покрытия
- •2.2.7.2.1 Краски на органических растворителях
- •2.2.7.2.2 Водоразбавляемые краски
- •2.2.7.3 Декоративные штукатурки и покрытия
- •2.2.7.3.1 Декоративные штукатурки
- •2.2.7.3.2 Структурные краски
- •2.2.7.3.3 Каменные пластеры
- •2.2.7.4 Облицовочные материалы
- •2.2.7.4.1 Натуральный камень
- •2.2.7.4.2 Облицовочные плитки
- •2.2.8 Теплоизоляционные материалы для стен
- •2.2.9 Технология крепления фасадных элементов
- •2.2.9.2 Крепеж элементов навесных (вентилируемых) фасадов
- •2.4.1 Общие сведения
- •2.4.2 Конструктивные элементы
- •2.4.3 Материалы кровельных покрытий
- •2.4.3.1 Мягкая кровля
- •2.4.3.1.1 Рулонные материалы
- •2.4.3.1.2 Мастики
- •2.4.3.1.3 Полимерные мембраны
- •2.4.3.1.4 Мягкая (битумная) черепица
- •2.4.3.2 Металлические кровли
- •2.4.3.2.1 Фальцевые кровли
- •2.4.3.2.2 Профилированные листы
- •2.4.3.2.3 Металлочерепица
- •2.4.3.2.4 Кровли из цветных металлов
- •2.4.3.3 Черепица
- •2.4.3.3.1 Керамическая (глиняная) черепица
- •2.4.3.3.2 Цементно-песчаная черепица
- •2.4.3.4 Природный шифер (сланец)
- •2.4.3.5 Волнистые неметаллические листы
- •2.4.3.5.1 Асбестоцементный шифер
- •2.4.3.5.2 Безасбестовый шифер
- •2.4.3.5.3 Волнистые битумные листы
- •2.4.5 Материалы для теплоизоляции крыш
- •2.4.6 Материалы для гидро- и пароизоляции
- •2.4.7 Эксплуатируемые крыши
- •2.4.8 Cветопропускающие кровельные конструкции
- •2.4.8.1 Светопропускающие крыши на основе системных профилей
- •2.4.8.2 Крыши из самонесущих светопропускающих элементов
- •2.4.8.3 Фонари верхнего света
- •2.4.9 Системы антиобледенения для кровель
- •2.4.10.1 Системы водоотвода
- •2.4.10.2 Элементы кровельной вентиляции
- •2.4.10.3 Другие элементы кровли
- •2.5.1 Общие сведения
- •2.5.2 Деревянные окна
- •2.5.2.1 Древесина как природный материал для изготовления окон
- •2.5.2.2 Производство деревянных окон
- •2.5.2.3 Конструктивные особенности деревянных окон
- •2.5.3 Окна из ПВХ
- •2.5.3.1 Поливинилхлорид (ПВХ) как материал для производства оконных профилей
- •2.5.3.2 Производство окон из ПВХ
- •2.5.3.3 Конструктивные особенности окон из ПВХ
- •2.5.4 Окна из алюминия
- •2.5.4.1 Алюминий как материал для производства оконных профилей
- •2.5.4.2 Производство окон из алюминия
- •2.5.4.3 Конструктивные особенности окон из алюминия
- •2.5.5 Окна из стеклопластика
- •2.5.6 Комбинированные окна
- •2.5.7 Монтаж окон
- •2.5.8 Фурнитура
- •2.5.9 Системы вентиляции
- •2.6.1 Двери
- •2.6.1.1 Общие сведения
- •2.6.1.2 Входные двери
- •2.6.1.2.1 Двери деревянные
- •2.6.1.2.2 Двери на основе системные профилей
- •2.6.1.2.3 Стальные двери
- •2.6.1.3 Внутренние двери
- •2.6.1.3.1 Межкомнатные двери
- •2.6.1.3.2 Двери для специальных помещений
- •2.6.1.3.3 Стеклянные двери
- •2.6.1.4 Защитные двери
- •2.6.1.5 Автоматические двери
- •2.6.1.6 Противопожарные двери
- •2.6.1.7 Балконные и террасные (панорамные) двери
- •2.6.1.8 Комплектующие для дверей
- •2.6.1.8.1 Петли
- •2.6.1.8.2 Дверные ручки
- •2.6.1.8.3 Замки
- •2.6.1.8.4 Дверные закрыватели (доводчики)
- •2.6.2 Ворота
- •2.6.2.1 Гаражные ворота
- •2.6.2.1.1 Подъемно-поворотные ворота
- •2.6.2.1.2 Секционные ворота
- •2.6.2.2 Промышленные ворота
- •2.6.2.2.1 Секционные промышленные ворота
- •2.6.2.2.2 Рулонные ворота и решетки
- •2.6.2.2.3 Скоростные ворота
- •2.6.2.3 Рекомендации по выбору ворот
- •2.7.1 Конструктивные элементы лестниц
- •2.7.2 Вопросы проектирования
- •2.7.3 Типы лестниц
- •2.7.4 Материалы, используемые для изготовления лестниц
- •2.8.1 Балконы и лоджии
- •2.8.2 Эркеры
- •2.8.3 Остекление балконов и лоджий
- •2.9.1 Правила проектирования
- •2.9.2 Конструктивные особенности
- •2.10 Полы
- •2.11 Потолочные системы
- •2.12 Перегородки
- •3.2 Теплоизоляционные материалы
- •3.3 Звукопоглощающие материалы и акустические преграды
- •3.5 Стекло и светопрозрачные пластики

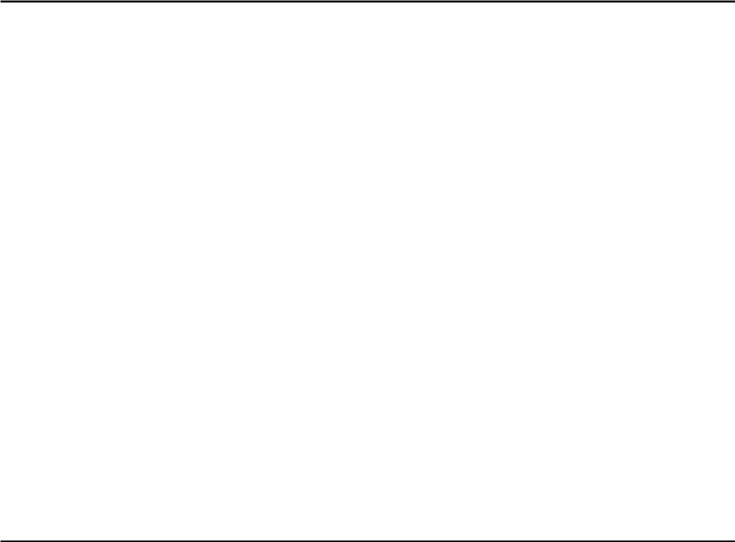
кЛТ.2.5.30 дУМТЪ ЫНЪЛ‚М˚В ТıВП˚ ‰В В‚flММ˚ı УНУМ:
Ä- ÒÓ ÒÔ‡ ÂÌÌ˚ÏË ÒÚ‚Ó Í‡ÏË (SP FONSTER);
Å- Ò ‡Á‰ÂθÌÓ-ÒÔ‡ ÂÌÌ˚ÏË ÒÚ‚Ó Í‡ÏË (DOMUS).
é ä é ç ç õ Ö ë à ë í Ö å õ
Ä
|
Ä |
|
Å |
|
|
|
|
|
|
|
|
|
|
êËÒ.2.5.31 |
|
|
|
|
Ñ ‚flÌÌÓ ÓÍÌÓ Ò ‡Á‰ÂθÌ˚ÏË |
|
|
|
ТЪ‚У Н‡ПЛ Л УТЪВНОВМЛВП 2+1: |
Å |
|
|
Ä - TIIVI; |
|
|
Å - LAMMIN IKKUNAT. |
|
Ä
кЛТ.2.5.32 иУ‚У УЪМУВ (Д)
Л ФУ‚У УЪМУ-УЪНЛ‰МУВ (Е) УЪН ˚‚‡МЛВ ‰В В‚flММ˚ı УНУМ (ЕДЗДклдав Сйе).
Å
2.5.3 ОКНА ИЗ ПВХ
Окна из поливинилхлорида (ПВХ), или, как их еще называют, пластиковые 10, (металлопластиковые) окна уже хорошо известны в России (рис.2.5.33). А первые системы пластиковых окон появились в 60-х годах в Германии, когда было освоено широкое промышленное производство ПВХ.
2.5.3.1Поливинилхлорид (ПВХ) как материал для производства оконных профилей
Поливинилхлорид – это материал, относящийся к группе термопластов 11. Чистый ПВХ на 43 % состоит из этилена (продукта нефтехимии) и на 57% из связанного хлора, получаемого из поваренной соли. ПВХ выделяется в виде порошка. Для производства оконных профилей в порошкообразный ПВХ добавляют стабилизаторы, модификаторы, пигменты и вспомогательные добавки. Эти компоненты оказывают влияние на такие свойства оконных профилей, как светостойкость, устойчивость к атмосферным воздействиям, цветовой оттенок, качество поверхности, свариваемость и т.д.
В качестве стабилизаторов, главным образом, используется свинец, который находится в ПВХ в связанном, то есть биологически пассивном состоянии. В последнее время некоторые фирмы стали применять еще более безвредное соединение кальция и цинка.
Для повышения ударной вязкости12 в полимерные материалы, идущие на изготовление системных профилей, добавляют модификаторы, которые повышают прочность оконных деталей при их обработке. Поэтому иногда ПВХ, использующийся для изготовления оконных профилей, называют модифицированным.
Также необходимо отметить, что содержание винилхлоридных мономеров в 1 кг профиля не превышает 1 мг и их
10– Пластмассы, пластик - это материалы на основе природных или синтетических полимеров, способные приобретать заданную форму при нагревании под давлением и сохранять
еепосле отвердения. В зависимости от характера превращений, происходящих с полиром при формовании, подразделяются на термопласты и реактопласты.
11– Термопласты - это пластмассы, которые после формования изделия сохраняют способность к повторной переработке.
12– Ударная вязкость - это способность материала поглощать механическую энергию в процессе деформации и разрушения под действием ударной нагрузки. Выражается в Дж/м2.
ДОПОЛНИТЕЛЬНАЯ ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ ПО ТЕМЕ "ОКНА ИЗ ПВХ":
DECEUNINCK
ПВХ профили для окон. Детали для архитектора >>>
KBE
Системные профили из ПВХ. Документация для архитекторов >>>
MONTBLANC
Система профилей MONTBLANC >>>
SCHUCO
Пластиковые окна SCHUCO. Система Corona AS 60 >>>
TROCAL
Окна ПВХ. Серия Innonova 70, серия Confort, серия Trocal 900 >>>
VEKA
Конструктивные решения оконных профилей VEKA >>>
РУС СВИГ
Пластиковые окна >>>
ТРИОЛ СКАТ
Система ИНТЕРНОВА & система пластмассовых профилей для производства окон и дверей >>>
ЭЛАЙНС
Оконные и дверные системы из ПВХ >>>

é ä é ç ç õ Ö ë à ë í Ö å õ
êËÒ.2.5.33 éÍ̇ ËÁ èÇï ÛÊ ıÓ Ó¯Ó
ЛБ‚ВТЪМ˚ ‚ кУТТЛЛ:
Ä - VEKA;
Å - DECEUNINCK; Ç - GEALAN.
выделение при любой обработке профилей не происходит. Ä Материал, используемый для изготовления пластиковых окон, является безвредным для человека. Это подтверждается и гигиеническими сертификатами, которые производители профилей получают в России. Пластиковые окна можно использовать в производственных, общественных и жилых зданиях, никаких
гигиенических ограничений по их применению нет.
ПВХ является трудновоспламеняющимся и самогасящимся материалом. Он устойчив к воздействию щелочей, кислот, извести, а также к атмосферным воздействиям.
Остановимся подробнее на том, как ПВХ реагирует на изменения температуры. При понижении температуры модуль упругости ПВХ повышается, а следовательно, растут и его прочностные характеристики на растяжение, сжатие и изгиб. Однако при этом увеличивается его хрупкость (падает ударная вязкость), поэтому при монтаже пластиковых окон в зимнее время при температуре наружного воздуха ниже – 10...15°С риск разрушения ПВХ достаточно велик.
С повышением температуры поливинилхлорид постепенно размягчается – его относительное удлинение при разрыве увеличивается, прочность на сжатие и изгиб падает. Резко снижение прочностных свойств ПВХ начинается с температуры +40°С, а вблизи +80°С находится точка его размягчения. В связи с этим применение ПВХ-окон недопустимо в помещениях с повышенным температурным режимом, а при проектировании окон, ориентированных на южную сторону, следует предусматривать мероприятия, предотвращающие аккумуляцию тепла оконным профилем.
Приведем краткие сведения о производстве окон из
ÅПВХ, которые позволят лучше понять их возможности по части формообразования и окраски.
2.5.3.2 Производство окон из ПВХ
кЛТ.2.5.34 йНМ‡ ЛБ иЗп УЪ‚В˜‡˛Ъ ТУ‚ ВПВММ˚П
Ъ В·У‚‡МЛflП ФУ ЪВФОУ- Л Б‚ЫНУЛБУОflˆЛУММ˚П ФУН‡Б‡ЪВОflП
(DECEUNINCK).
|
По своей конструкции пластиковые окна в общих чертах |
|
не отличаются от деревянных.Только для изготовления от- |
|
дельных элементов окна применяются не сплошные бруски, а |
|
полые многокамерные пластиковые профили (рис.2.5.34, |
Ç |
2.5.35). Мы не будем вдаваться в подробности технологи- |
|
ческого процесса изготовления профилей из ПВХ. Дадим толь- |
|
ко самые общие понятия. |
|
В рекламных проспектах и специальной литературе мы |
|
очень часто встречаемся с понятием экструзия. Что же это та- |
|
кое? Экструзия полимеров (от позднелат. extrusio – выталки- |
|
вание) – способ изготовления профилированных изделий |
|
большой длины из пластмасс и резин, который заключается в |
|
непрерывном выдавливании размягченного материала через |
|
отверстия определенного сечения. Осуществляется в экструде- |
|
рах, чаще всего шнековых. |
|
Можно сказать, что экструдеры работают по принципу |
|
"мясорубки". В подогреваемом цилиндре вращаются один или |
|
несколько шнеков и непрерывно подают в фильеру смесь ПВХ, |
|
становящуюся все более пластичной за счет увеличения подо- |
|
грева. Затем профили охлаждаются в вакуумных калибрато- |
|
рах, здесь им придается окончательная форма и качество |
|
поверхности. |
|
Также в специальной литературе встречается понятие |
|
коэкструзии. Это один из способов окраски профилей – сов- |
|
местная экструзия ПВХ и плексигласа (акрила). Подробнее об |
|
этом см. ниже. |
é ä é ç ç õ Ö ë à ë í Ö å õ
10
9
2
5
3
кЛТ.2.5.35 дУМТЪ ЫНˆЛfl УНУММУ„У
·ÎÓ͇ ËÁ èÇï ̇ Ô ËÏÂ Â Ô Ó‰Û͈ËË ÙË Ï˚ MONTBLANC:
|
|
|
|
|
|
1 - ÍÓ Ó·Í‡ ( ‡Ï‡); |
||
|
|
|
|
|
|
2 |
- ÒÚ‚Ó Í‡; |
|
|
|
|
|
|
|
3 - |
¯Ú‡ÔËÍ |
|
|
|
|
|
|
|
|
|
Т ЫФОУЪМЛЪВОВП; |
|
|
|
|
|
|
4 - ‡ ÏË Ó‚‡ÌËÂ; |
||
|
|
|
|
|
|
5 - |
ЫФОУЪМВМЛВ |
|
|
|
|
|
|
|
|
|
‰Оfl ТЪВНОУФ‡НВЪУ‚; |
|
|
|
|
|
|
6 - |
‰‚УИМУВ ЫФОУЪМВМЛВ; |
|
|
|
|
|
|
|
7 - |
ÔÓ‰ÒÚ‡‚Ó˜Ì˚È |
|
|
|
|
|
|
|
|
|
Ô ÓÙËθ; |
11 |
1 |
7 |
4 |
6 |
8 |
8 - |
ФУ‰УНУММЛН; |
|
|
|
|
|
|
|
9 - |
Ф‡МВО¸ УЪНУТ‡; |
|
10- ̇΢ÌËÍ;
11ÓÚÎË‚.
Ä
Профили поставляются производителями длиной обычно 6,5 м, уложенными на паллетах, а на сборочном участке они уже нарезаются под необходимый размер. Затем профили армируются стальными усилительными элементами, в них фрезеруются необходимые отверстия (для отвода воды и проветривания, а также для крепления фурнитуры).
Далее заготовки попадают на следующий этап – сварку. Соединение отдельных профилей рамы и створки производится сваркой встык при помощи нагревательного элемента. Отметим, что в оконном блоке между собой по углам свариваются только профили рамы и створки (закрепление импоста осуществляется при помощи механических соединителей, а штапик просто вщелкивается в соответствующие пазы профилей рамы или створки).
Сварка – это очень ответственный этап, так как от точного соблюдения технологического режима (температура, время, давление) зависит во многом и качество окна.
Сваренные с защищенными швами рамы и створки поступают на следующую операцию – установку уплотнений. Средне-уплотнительные прокладки устанавливаются в большинстве случаев самими производителями, так что профили свариваются в раму уже с прокладками внутри. Другие виды уплотнителей вставляются вручную с помощью специальных роликов. Для высокопроизводительных линий существуют автоматы для установки уплотнителей.
И последняя операция – окончательный монтаж. Установка стеклопакетов осуществляется в вертикальном положении на специальном стенде. Этот стенд жестко фиксирует окно по вертикали и горизонтали, что позволяет правильно установить стеклопакеты и отрегулировать фурнитуру. Неправильно собранные окна очень сложно, а иногда и невозможно отрегулировать на объекте.
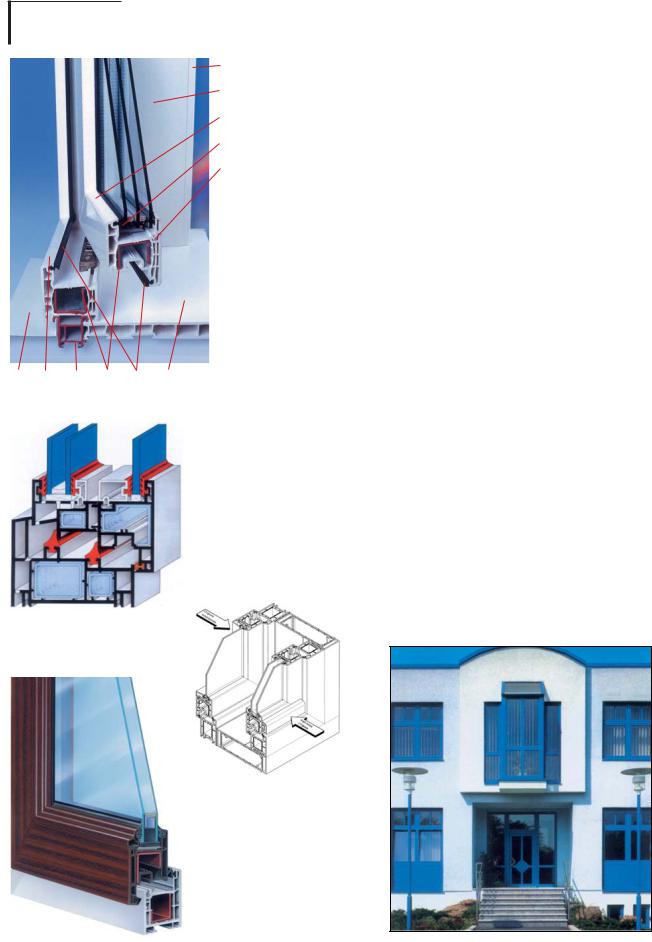
кЛТ.2.5.36 и ЛПВ НУМТЪ ЫНˆЛЛ УНМ‡ Т ‰‚УИМ˚ПЛ ТЪ‚У Н‡ПЛ:
Ä - ÒÓ ÒÔ‡ ÂÌÌ˚ÏË (BRUGMANN); Å - Ò ‡Á‰ÂθÌ˚ÏË (VEKA).
êËÒ.2.5.38 è ËÏ ۉ‡˜ÌÓ„Ó
Å Ф ЛПВМВМЛfl ˆ‚ВЪМ˚ı Ф УЩЛОВИ иЗп (GEALAN).
êËÒ.2.5.37 è ÓÙËθ ÒÚ‚Ó ÍË ÓÍ ‡¯ÂÌ
‚ П‡ТТВ Л О‡ПЛМЛ У‚‡М ‡Н ЛОУ‚УИ ФОВМНУИ ФУ‰ ‰Ы· (дЗЦ).
é ä é ç ç õ Ö ë à ë í Ö å õ
Ä |
Å |
Для изготовления полукруглых и лучковых арок приме- |
|
|
няются гибочные установки. Следует отметить, что из всех |
|
|
оконных материалов ПВХ обладает наибольшими возмож- |
|
|
ностями гибки с различными радиусами кривизны. Но в то же |
|
|
время это является сложной операцией, требующей достаточ- |
|
|
ного опыта. При изготовлении окна с открывающейся арочной |
|
|
створкой достаточно трудно выдержать совпадение радиуса |
|
|
изгиба рамного и створчатого профиля, к тому же изогнутые |
|
|
профили не могут быть проармированы. При эксплуатации |
|
|
подобных окон могут возникать температурные деформации |
|
|
неармированного ПВХ, приводящие к проблемам плотного |
|
|
притвора в арочной части. К тому же открывающиеся арочные |
|
|
окна значительно дороже за счет использования нестандарт- |
|
|
ного комплекта фурнитуры. |
|
|
Способы окраски профилей |
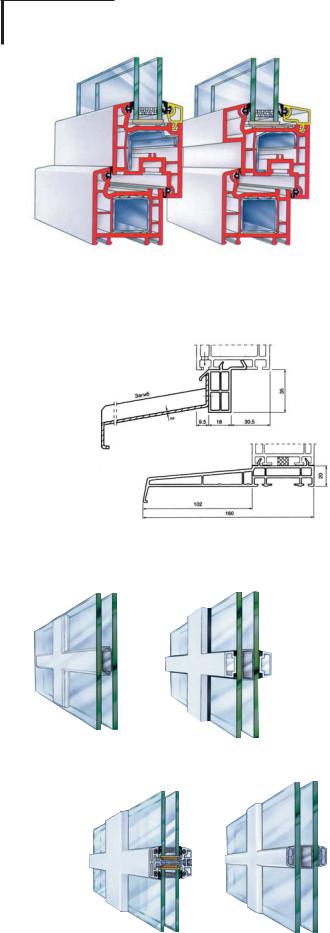
êËÒ.2.5.39 ê‡Ï‡ Ë ÒÚ‚Ó ÍË ÏÓ„ÛÚ ‡ÒÔÓ·„‡Ú¸Òfl ÔÓ ÓÚÌÓ¯ÂÌ˲ ‰ Û„ Í ‰ Û„Û
‚ У‰МУИ ФОУТНУТЪЛ (Е) ЛОЛ ПУ„ЫЪ ·˚Ъ¸ ТПВ˘ВММ˚ПЛ (Д) (VEKA).
кЛТ.2.5.40 и ЛПВ ˚ ТУВ‰ЛМЛЪВОВИ ‰Оfl ФУ‰УНУММЛН‡ (дЗЦ).
êËÒ.2.5.41
к‡БОЛ˜М˚В НУМТЪ ЫНˆЛЛ „У ·˚О¸НУ‚ (VEKA).
В настоящее время производители профилей ПВХ предлагают потребителю достаточно широкий выбор расцветок поверхности пластиковых профилей – от однотонных цветов: красного, зеленого, синего, голубого и других до различных декоров под дерево (рис.2.5.37, 2.5.38). Среди нестандартных решений предлагаются, например, белый шероховатый или структурированный.
На складе у переработчиков профилей всегда есть определенный набор расцветок профилей ПВХ, тех, которые пользуются наибольшим спросом у потребителей, дополнительную расцветку профиля покупатель может выбрать по каталогу RAL. Начиная с определенных количеств, по желанию клиента, могут быть изготовлены профили любых нестандартных цветов. Следует отметить, что цветные профили стоят в среднем на 10-15 % дороже, чем белые.
Существует несколько способов окраски профилей из ПВХ:
•окрашивание в массе (белые и коричневые);
•коэкструзионный способ окраски, позволяющий получить акриловое покрытие на лицевой стороне профилей в различных цветовых тонах (моно-цвета);
•ламинирование акриловой пленкой, как однотонной, так и с рисунками "под дерево";
•лакирование или отделка поверхности акриловым лаком;
•напыление.
Самый надежный, долговечный и устойчивый к атмосферным воздействиям способ окраски профилей – коэкструзионный способ, являющийся результатом совместной экструзии плексигласа (акрила) и ПВХ, который позволяет получить акриловое покрытие на лицевой стороне профилей в различных цветовых тонах (с внутренней стороны профили имеют белый цвет). Коэкструдированный слой образует с основой единое целое, имеет толщину цветного акрила 0,5 мм.
Для декоративной отделки профилей ПВХ, например имитации под дерево, используется способ ламинирования поверхности профилей ПВХ прочной пленкой, наружная сторона которой отличается высокой стойкостью к атмосферным воздействиям, а также к ультрафиолетовым лучам и надолго сохраняет яркость расцветки. Ламинат в основном воспроизводит структуру дерева, однако используются и другие самые разнообразные расцветки акриловых пленок. Профили ПВХ могут быть ламинированы акриловыми пленками как с одной, так и с двух сторон. Технология изготовления заключается в следующем: профили нагревают до нужной температуры и покрывают слоем клея, затем путем термической активации наклеивают пленку на профиль с помощью нажимных роликов.