Каталоги seco / вспомогательный инструмент 2012
.pdfТраверсные расточные головки ЕРВ – Инструкции
Траверс. расточ. головки, процедура сборки и настр., краткое содерж. (прод.:)
2.3 Настройка диаметра расточного блока
Примечание: перед настройкой убедитесь что базовый штифт вставлен.
2.3.1Настройте расточной блок на треб. диаметр, используя винт настройки диаметра.
2.3.2Симметр. настройка (те же размеры).
2.4 Зажим расточного блока
Примечание: перед зажимом убедитесь что базовый штифт вставлен.
Затяните три крепёжных винта, начиная с винта стопорного диска (последовательность 1, 2, 3, см. Рис. 2.4). Убедитесь в том что момент затяжки приложен ко всем 3 винтам (3 x 20 Нм).
Рис. 2.3.1 |
Рис. 2.3.2 |
рис. 2.4 |
3 x 20 Нм
3. Сборка для черновой расточки (два черновых расточных блока).
3.1 Установка картриджа.
Установите картридж на черновой расточной блок так чтобы расстояние (L) от режущей кромки пластины до внутренней поверхности блока было 81,5 мм (это позволит вам управлять диаметром режущей кромки используя шкалу на траверсе).
Настройте и закрепите блок на требуемый диаметр расточки, см. 2.3 и 2.4.
Примечание: Установка картриджа с угловой подкладкой (для ступенчатой расточки).
При ступенчатой расточке режущая кромка, работающая по малому диаметру, должна идти первой. Минимальная величина опережения равна половине подачи на оборот. Для ступенчатой расточки картриджем с заходным углом 90°достаточную высоту подъема опережающего картриджа (напр., 0,5 - 1 мм) можно получить с помощью винта регулир. высоты картриджа или установкой подкладки под него. Для картриджей меньших заходных углов требуется большая разница установки режущих кромок (например от 1 до 3 мм).
Этого нельзя достичь подъёмом стандартного картриджа, так как покатый крепёжный винт картриджа не сможет обеспечит достаточный зажим: 3 мм угловая подкладка имеется в доп. частях (18LS0316).
Рис. 3.1
1 x 20 Нм
301

Траверсные расточные головки ЕРВ – Инструкции
Траверс. расточ. головки, процедура сборки и настр., краткое содерж. (прод.:)
4. Сборка для чистового растачивания (один чистовой блок и один блок противовеса).
4.1 Установка держателя пластины.
Предварительно установите держатель пластины так чтобы расстояние (L) от режущей кромки до внутренней поверхности блока было 81,5 мм (это позволит вам управлять диаметром режущей кромки используя шкалу на траверсе).
Предварительно настройте и закрепите расточной блок на требуемом диаметре, см. 2.3 и 2.4.
4.2 Точная настройка диаметра (после предварительной установки расточного блока на диаметр и его закрепления).
4.2.1Отпустите барабан.
4.2.2Точная настройка диаметра.
4.2.3Зажим барабана.
рис. 4.1
1 x 10 Нм
Рис. 4.2.1 |
Рис. 4.2.2 |
Рис. 4.2.3 |
1 x 10 Нм
5. Сборка блоков Graflex® для обточки или обратной расточки (два блока Graflex® на которые устанавливается расточная головка Graflex® и противовес).
Для установки блоков на диаметр и крепления см. 2.3 и 2.4.
Примечание: Помните, обточка требует вращения шпинделя против часовой стрелки.
Примечание: Используйте доп. части для сквозной подачи СОЖ на траверсе
Инструкции по использованию доп. частей для подачи СОЖ к расточным головкам поставляются вместе доп. частями.
302
Траверсные расточные головки ЕРВ – Инструкции
Траверс. расточ. головки, процедура сборки и настр., краткое содерж. (прод.:)
6. Траверсные расточные головки использующие Jumbo траверсы.
6.1 Сборка двух стандартных траверс с Jumbo.
6.1.1 Закрепите две одинаковые траверсы на Jumbo с помощью 4 крепёжных винтов согласно рядам показанным в карте на табличке прикреплённой на Jumbo траверсах. Две одинаковые траверсы в симметричной позиции.
6.1.2 Закрепите каждую траверсу на Jumbo используя 4 винта.
6.2 Удержание Jumbo траверсы.
Jumbo траверсы имеют два варианта крепления в шпинделе:
6.2.1Установка с помощью держателя фрез (фланцевое крепление Тип 569, бурт 60 мм).
6.2.2Установка непосредственно в шпиндель станка: Передняя часть шпинделя DIN2079/50 (1) с центрирующим буртом имеется в Доп. частях (2) (E447153960).
6.2.3Зажать 4 крепёжных винта Jumbo.
6.3 Переноска/Транспортирование.
Вставить два рым-болта внизу или сбоку на корпусе Jumbo для удобства установки инструмента в горизонтальный или вертикальный шпиндель.
Рис. 6.1.1 |
Рис. 6.1.2 |
2 x (4 x 50 Нм)
Рис. 6.2.1 |
Рис. 6.2.2 |
|
|
|
|
|
|
|
|
Рис. 6.2.3 |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 x 150 Нм
Рис. 6.3
2 x 20 Нм
303

Траверсные расточные головки ЕРВ – Инструкции
Рекомендуемые условия обработки
Наилучшие характеристики достигаются при сквозной подаче СОЖ (выше режимы резания, лучше шероховатость поверхности, лучшее удаление стружки).
При черновой расточке более высокая производительность получается при симметричной установке картриджей (обычный метод, подача вдвое больше, чем при ступенчатой установке).
При чистовой расточке стали, при хороших условиях, рекомендуем использовать пластины из кермета (сплав CMP) для высоких скоростей и длительного срока службы.
Устранение неисправностей
Обращайтесь к советам по устранению неисправностей в главе черн. расточки, стр. 236, или чист. расточки, стр. 271.
Максимальные скорости для траверс
В связи со значительными габаритами траверсных расточных головок, неподходящая скорость может вызвать непредсказуемые повреждения.
Ниже приведены макс. обороты для существующих траверсных расточных сборок где используются траверсы типа (A731S 0_0) черн., чист. и противовесные расточ. блоки (A731S _00) и Jumbo траверсы (A731 00_). Для других сборок свяжитесь с представителем Seco. Примечание: когда используете имеющиеся расточные блоки (A731S 400, A731S 500, A731S 600, A731S 40128) на предыдущих типах траверс (A731 0_0 -без S-), макс. обороты выбирайте из тех, что рекомендованы для предыдущих типов траверс. Для поддержания баланса не устанавливайте на одной траверсе новые и старые расточные блоки.
|
|
|
|
Макс. скор. рез. |
Макс. скор. рез. |
|
|
Диапазон |
|
vc |
vc |
||
|
Макс. об/мин |
на мин. диам. |
на макс. диам. |
|||
Базовая часть головки |
|
|
|
|
|
|
(мм) |
(об/мин) |
(м/мин) |
(м/мин) |
|||
|
||||||
Траверсные расточные головки (с двумя расточ. блоками, устан. симметрично) |
|
|
||||
A731S010 |
204 |
- 280 |
1600 |
1025 |
1407 |
|
A731S020 |
279 |
- 355 |
1150 |
1007 |
1282 |
|
A731S030 |
354 |
- 430 |
900 |
1000 |
1215 |
|
A731S040 |
429 |
- 505 |
750 |
1010 |
1189 |
|
A731S050 |
504 |
- 580 |
650 |
1029 |
1184 |
|
A731S060 |
579 |
- 655 |
550 |
1000 |
1131 |
|
Траверсы Jumbo (с двумя идентичными траверсами и блоками, установленными симметрично) |
|
|||||
A731001 |
654 - 1105 |
170 |
349 |
590 |
||
A731002 |
1104 |
- 1630 |
100 |
346 |
512 |
|
A731003 |
1629 |
- 2155 |
70 |
358 |
473 |
|
|
|
|
|
|
|
|
Примечание: Макс. скорости зависят от констр. головки и качества балансировки. Скорости в этих пределах выбираются исходя из других условий обраб., например матер. заготовки, реж. пластины, вылета инстр., шпинделя станка.
304

Держатели и чист. расточные головки EPB, Liteline™
305


Держ. и чист. расточ. головки EPB, Liteline™ – Обзор
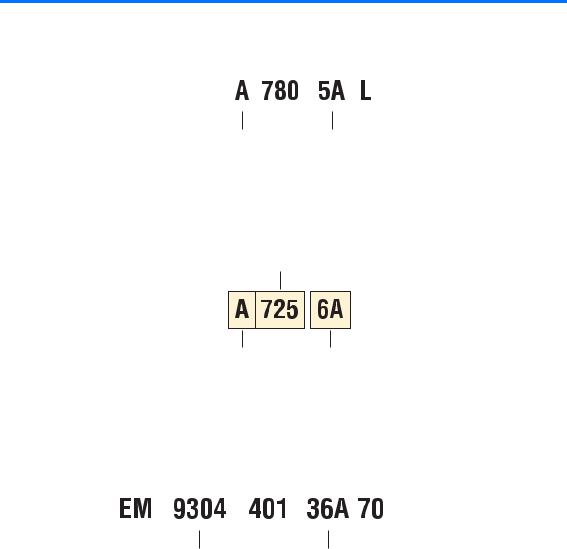
Обзор диапазона
Классич. Тип A780 xx
Liteline™ оправки, переходники и адаптеры.
Libraflex® Тип A790 xx
Liteline™ Тип A780 xxL
Liteline™ расточные головки: лёгкая альтернатива классич. чистовым расточным головкам Libraflex® радиального типа.
307

Держ. и чист. расточ. головки EPB, Liteline™ – Обзор
Чистовые расточные головки Liteline™
Graflex® Liteline™ чистовые расточные головки рад. типа: изготовлены из лёгкого высокопрочного алюминия.
4 головки для диап. расточ. от 64 до 205 мм (сниж. веса глав. образом треб. для расточ. сборок больших размеров).
С соед. Graflex® сзади G.A или G.B (большой фланец* и удлин. шпонка). Расточ. головки Liteline™ предвар. балансированы.
Микрометр. регулировка
Механизм настройки держателя пластины с микрометр. винтом (1 деление = 0,01 мм по диаметру) и шкалой нониуса (разреш. 2,5 мкм на диам.).
Точность механизма гарантир. повторяемость.
Угловая ориент. реж. кромки соответствует DIN 69871/ISO 7388 для SA и ISO 12164 для HSK. Подача СОЖ сквозь головку на реж. кромку.
Подходящие держ. пластин заказ. отдельно.
* OD означает наружный диаметр.
Переходники** Liteline™:
Graflex® Liteline™ удлинители и проставки: изготовлены из лёгкого высокопрочного алюминия.
СGraflex® соед. сзади G.A или G.B (большой фланец OD и удлин. шпонка).
СGraflex® соед. спереди G.A или G.B (большой фланец OD).
Liteline™ оправки и адаптеры**
Graflex® Liteline™ оправки: изготовлены из стали.
Для созд. интегр. Liteline™ сборок прямо от шпинделя.
Сконусами сзади HSK-A, DIN, BT, Ansi-CAT Imperial, Seco-Capto™.
СGraflex® соединениями спереди G.A или G.B (большой фланец OD).
Graflex® Liteline™ адаптеры: изготовлены из стали.
Для удержания Graflex® Liteline™ расточных головок и переходн. в классич. оправках и переходниках Graflex®.
Сразм. задней части классич. Graflex® соединения (классич. фланец OD и шпонка).
Ссоединением передней части Graflex® G.A или G.B (большого диам. фланец).
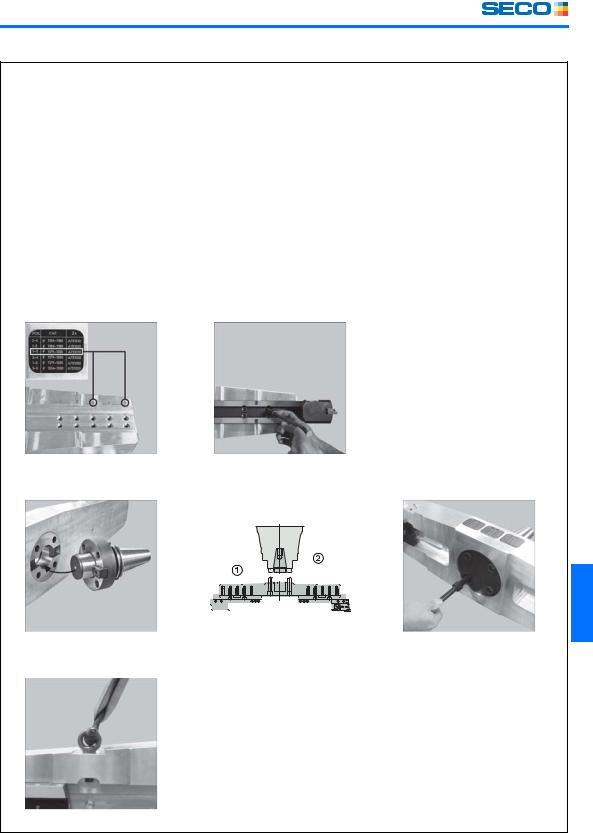
**Качество балансировки переходников Liteline™, оправок и адаптеров показано на стр. описания: 1 = Прецизионно отбалансирована, 2 = Предварительно отбалансирована.
Для детальной информации по балансировке см. Общее руководство в каталоге Вспомогательный инструмент. Используется качество балансировки подходящее для расточных головок Liteline™ .
308
Держ. и чист. расточ. головки EPB, Liteline™ – Хар-ки
Liteline™ детали Graflex® соединений G.A или G.B: с большим наруж. диам. и расшир. шпонкой
Констр. соед. Graflex® (размеры G5A, G6A, G6B, G7A) гарантир. жёсткость и длит. срок службы модулям Liteline™ изготовл. в основном из алюминия. Разница с констр. классич. соед. Graflex®:
- Graflex® перед. концы G.A или G.B имеют большие наруж. диаметры чем классич.:
G5A (55мм) // G5(50); G6B (70) // G6 (63); G6B (100) // G6 (63); G7A (120) // G7 (90). Соединит. отверстия, винты со сферич. головками и шпон. пазы подобны классич. Graflex®.
- Graflex® задние концы G.A или G.B имеют больш. внеш. диам. (см. выше) и расшир. шпонку. Соед. хвостовики подобны классич. Graflex®.
Зажимая винт шпонки, выбир. зазор шпонка/паз, при этом происходит двустор. плоский зажим шпонка/паз.
Незажатый |
Зажатый |
Для детальных описаний Graflex® соединений G.A или G.B, процедуры сборки и моментов затяжки, см. стр. 336 - Graflex® соединения.
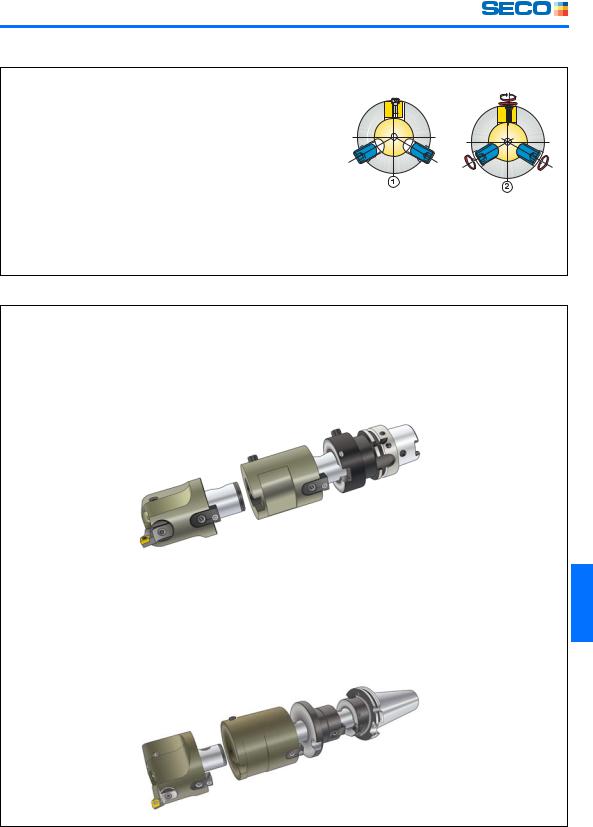
Liteline™ сборки: интегральная, или использ. классич. Graflex® оправки
Интегральные Liteline™ сборки
Большое сниж. веса и жёсткость обеспечены использ. интегральных Liteline™ Graflex® сборок, использ. исключительно модули из диапазона Liteline™: Liteline™ Graflex® расточ. головки, удлинит. и проставки изготовл. из алюминия и имеют большие внеш. диаметры чем у классич. модулей Graflex®. Их соед. с кор. оправками Liteline™ стальное, что обеспеч. высокую жёстк. сборки при том же больш. наруж. диам.
Примечание: Оправок Liteline™ Graflex® размера G5A не существует: Liteline™ Graflex® расточные головки и переходники размера G5A подходят к существующим классическим оправкам Graflex® размера G5.
Сбора частей Liteline™ соединениями Graflex® G.A или G.B в классический Graflex®
Выпускаются Graflex® Liteline™ адаптеры размеров G6/ G6A; G6/ G6B; G7/ G6B и G7/ G7A подходящие к расточным головкам Liteline™ Graflex® или переходникам (с большим Liteline™ Graflex® наруж. диам.) в классические Graflex® оправки (с классическим Graflex® наруж. диам.): экономичное решение когда клиенты уже имеют классические Graflex® оправки.
Примечание: Не выпускаются Liteline™ адаптеры размера G5/ G5A: Liteline™ Graflex® расточные головки и переходники размера G5A должны входить напрямую в существующие классические оправки Graflex® размера G5.
309