

Каталоги seco / обработка отверстий 2012
.pdfSeco Feedmax™ – Режимы резания
SD245 и SD265
Рекомендованные начальные значения обозначены жирным. Уменьшите значения в случае недостаточной жёсткости крепления инструмента или детали, высокой твёрдости материала детали, или низкого давления подаваемого СОЖ в сочетании со сверлением глубоких отверстий ( >3 x D).
|
Рекомендуемая |
|
|
Рекомендуемая подача f, (мм/об) |
|
|
||
|
скорость реза- |
|
|
|
|
|||
ГМС |
ния |
|
|
|
|
|
|
|
|
Внутр. |
|
|
|
|
|
|
|
|
подача СОЖ |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
|
|
|||||||
1 |
220-180-60 |
0,09-0,12-0,15 |
0,12-0,15-0,18 |
0,15-0,20-0,25 |
0,20-0,24-0,30 |
0,21-0,26-0,32 |
0,23-0,30-0,36 |
0,25-0,34-0,40 |
2-3 |
190-160-60 |
0,09-0,12-0,15 |
0,12-0,15-0,18 |
0,15-0,20-0,25 |
0,20-0,24-0,30 |
0,21-0,26-0,32 |
0,23-0,30-0,36 |
0,25-0,34-0,40 |
4-5 |
160-130-60 |
0,08-0,11-0,14 |
0,11-0,14-0,17 |
0,13-0,18-0,23 |
0,18-0,22-0,28 |
0,19-0,24-0,30 |
0,21-0,28-0,32 |
0,23-0,32-0,38 |
6 |
120-100-60 |
0,07-0,10-0,13 |
0,09-0,12-0,15 |
0,11-0,16-0,21 |
0,14-0,19-0,23 |
0,16-0,21-0,25 |
0,19-0,24-0,29 |
0,21-0,27-0,34 |
7 |
100-80-60 |
0,05-0,08-0,11 |
0,07-0,10-0,12 |
0,09-0,12-0,16 |
0,11-0,15-0,20 |
0,13-0,17-0,21 |
0,15-0,19-0,23 |
0,17-0,21-0,25 |
8-9 |
100-80-50 |
0,05-0,09-0,12 |
0,06-0,12-0,14 |
0,09-0,12-0,16 |
0,10-0,17-0,21 |
0,12-0,19-0,23 |
0,13-0,21-0,25 |
0,15-0,23-0,27 |
10 |
80-70-40 |
0,04-0,07-0,09 |
0,05-0,09-0,11 |
0,06-0,11-0,13 |
0,08-0,13-0,16 |
0,10-0,15-0,18 |
0,11-0,17-0,21 |
0,11-0,18-0,20 |
11 |
70-60-30 |
0,04-0,07-0,09 |
0,04-0,07-0,09 |
0,05-0,09-0,11 |
0,06-0,11-0,14 |
0,08-0,12-0,15 |
0,09-0,14-0,17 |
0,09-0,15-0,18 |
12 |
170-140-60 |
0,12-0,16-0,20 |
0,16-0,21-0,25 |
0,20-0,27-0,32 |
0,25-0,33-0,40 |
0,25-0,35-0,42 |
0,30-0,40-0,45 |
0,32-0,42-0,46 |
13-14 |
150-120-60 |
0,11-0,15-0,18 |
0,15-0,19-0,23 |
0,18-0,24-0,30 |
0,22-0,29-0,35 |
0,23-0,31-0,37 |
0,28-0,36-0,40 |
0,30-0,38-0,42 |
15 |
110-90-60 |
0,06-0,08-0,11 |
0,08-0,11-0,14 |
0,11-0,14-0,17 |
0,12-0,16-0,19 |
0,14-0,18-0,22 |
0,17-0,21-0,24 |
0,18-0,23-0,27 |
|
|
|
|
|
|
|
|
|
101
Seco Feedmax™ – Режимы резания
Рекомендованные начальные значения обозначены жирным. Уменьшите значения в случае недостаточной жёсткости крепления инструмента или детали, высокой твёрдости материала детали, или низкого давления подаваемого СОЖ в сочетании со сверлением глубоких отверстий.
SD22-SD26
|
Диаметр |
Рекомендуемая |
Рекомендуемая |
|
ГМС |
сверла |
скорость резания |
|
|
подача f, (мм/об) |
|
|||
|
мм |
vc (м/мин) |
|
|
|
|
|
||
|
|
|
|
|
|
0,10-0,30 |
3-10-20 |
0,001-0,004 |
|
|
0,31-0,50 |
8-15-30 |
0,004-0,007 |
|
1-3 |
0,51-0,80 |
12-25-55 |
0,007-0,011 |
|
|
0,81-1,10 |
20-40-70 |
0,011-0,015 |
|
|
1,11-2,00 |
25-60-80 |
0,015-0,021 |
|
|
0,10-0,30 |
3-8-15 |
0,001-0,002 |
|
|
0,31-0,50 |
4-10-25 |
0,002-0,004 |
|
4-5 |
0,51-0,80 |
8-20-45 |
0,004-0,006 |
|
|
0,81-1,10 |
12-35-60 |
0,006-0,008 |
|
|
1,11-2,00 |
15-50-70 |
0,008-0,012 |
|
|
0,10-0,30 |
2-5 10 |
0,001-0,002 |
|
|
0,31-0,50 |
3-8-15 |
0,002-0,003 |
|
6 |
0,51-0,80 |
6-15-25 |
0,003-0,005 |
|
|
0,81-1,10 |
8-20-35 |
0,005-0,007 |
|
|
1,11-2,00 |
12-30-45 |
0,007-0,010 |
|
|
0,10-0,30 |
1-2-3 |
0,001-0,002 |
|
|
0,31-0,50 |
2-4-6 |
0,002-0,003 |
|
8-10 |
0,51-0,80 |
4-7-10 |
0,003-0,005 |
|
|
0,81-1,10 |
6-10-14 |
0,005-0,007 |
|
|
1,11-2,00 |
8-12-16 |
0,007-0,010 |
|
|
0,10-0,30 |
4-10-14 |
0,001-0,004 |
|
|
0,31-0,50 |
8-15-25 |
0,004-0,007 |
|
12 |
0,51-0,80 |
10-25-40 |
0,007-0,011 |
|
|
0,81-1,10 |
15-40-54 |
0,011-0,015 |
|
|
1,11-2,00 |
20-50-65 |
0,015-0,021 |
|
|
0,10-0,30 |
3-6-10 |
0,001-0,002 |
|
|
0,31-0,50 |
4-10-18 |
0,002-0,004 |
|
13-15 |
0,51-0,80 |
8-15-35 |
0,004-0,006 |
|
|
0,81-1,10 |
12-20-45 |
0,006-0,008 |
|
|
1,11-2,00 |
20-35-50 |
0,008-0,012 |
|
|
0,10-0,30 |
5-15-30 |
0,001-0,004 |
|
|
0,31-0,50 |
10-30-60 |
0,004-0,007 |
|
16-17 |
0,51-0,80 |
15-60-100 |
0,007-0,011 |
|
|
0,81-1,10 |
25-80-120 |
0,011-0,015 |
|
|
1,11-2,00 |
30-100-140 |
0,015-0,021 |
|
|
0,10-0,30 |
2-3-5 |
0,001-0,002 |
|
|
0,31-0,50 |
3-6-10 |
0,002-0,004 |
|
22 |
0,51-0,80 |
4-10-15 |
0,004-0,006 |
|
|
0,81-1,10 |
6-15-20 |
0,006-0,008 |
|
|
1,11-2,00 |
8-20-25 |
0,008-0,012 |
|
102
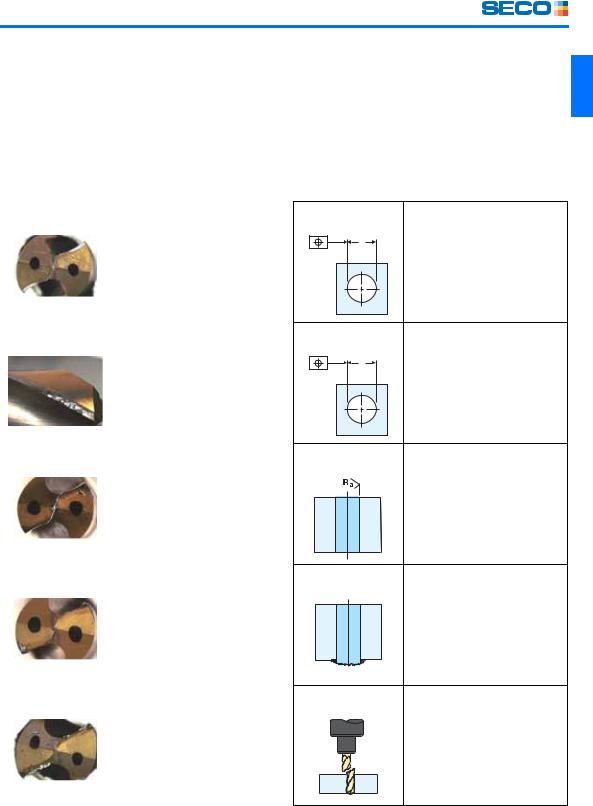
Seco Feedmax™ – Инструкции по переточке
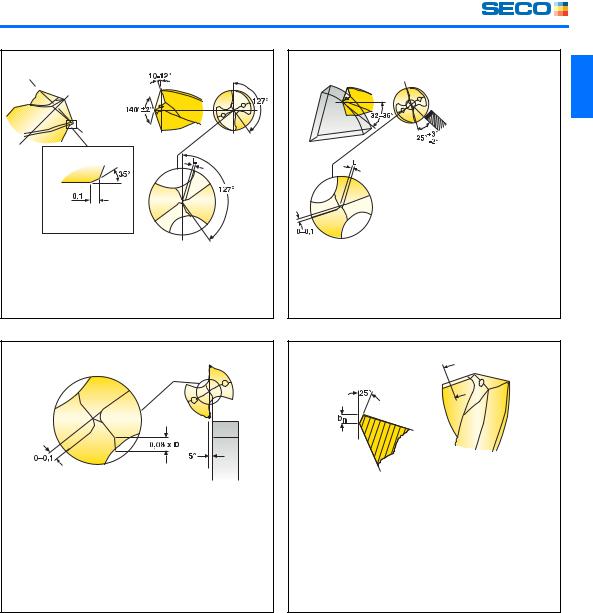
Инструкции по переточке для SD265A
1. Коническая задняя поверхность
Высота края конуса (осев. биение) в пред. 0,02 мм
3. Заточка поверхности X
2. Подточка перемычки
Диам. сверла Dc |
L (мм) |
2-10 |
0,1-0,3 |
10-20 |
0,2-0,4 |
4. Подготовка кромки
Материал |
bn (мм) |
|
|
детали |
Диам. сверла |
|
Диам. |
|
10 |
|
сверла > 10 |
|
|
|
|
Сталь |
0,05 |
|
0,10 |
|
|
|
|
Нерж. сталь |
0,05 |
|
0,05 |
|
|
|
|
Чугун |
0,05 |
|
0,10 |
|
|
|
|
Макс. допустимый износ по задней поверхности до переточки 0,1– 0,3 мм, измеренный в большей точке.
Требования
Требования к алмазным кругам:
Конич. затылование: Форма круга 12A2. Размер зерна D54 (рис.1).
Формирование канавки: Форма круга 1A1 или 1V1. Размер зерна D64-D46 (рис.2-3). Угловая фаска: Форма круга 1A1 или 12A2.
Обраб. кромки: шлиф. K-поверхн. или обраб. щёткой (рис.4).
Важно:
•Режущие кромки должны иметь одинаковую форму и размер подготовки.
•Кромка должна быть подготовлена по всей длине.
103

Seco Feedmax™ – Специальные
Нет ожидания коммерческого предложения. Короткое время поставки.
Вполне определённая стратегия была разработана для всего процесса изготовления специальных свёрл от запроса до готового сверла. Теперь вы сами можете разработать нужное вам сверло Seco Feedmax™, используя Программу разработки специального инструмента.
Эта концепция даёт вам ряд преимуществ:
Нет необходимости ждать коммерческого предложения! Цену и время доставки вы получаете сразу.Прямое визуальное построение вашего инструмента. Нет риска недопонимания.
Короткое время поставки.
104
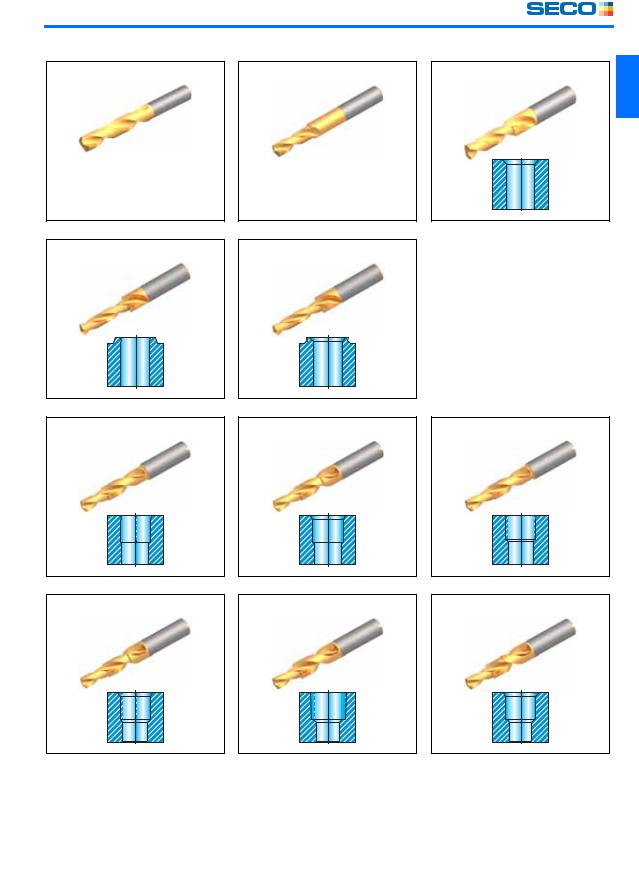
Seco Feedmax™ – Специальные |
|
|
Различные типы спец. свёрл – Дет. информация в программе для спец. конструирования |
||
A1. Единый диаметр |
A2. Усиленное |
A3. Фаска |
A4. Торец |
A5. Торц. с фаской |
|
B1. Зенковка |
B2. Зенковка и фаска |
B3. Уступ |
B4. Уступ и фаска |
B5. Зенковка с фаской |
B6. Зенковка с фасками |
105
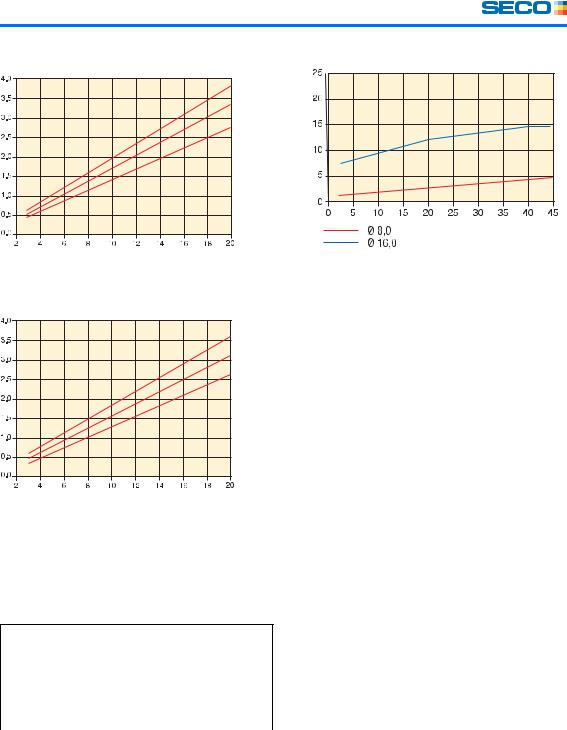
Seco Feedmax™ – Режимы резания
Потребление полезной мощности
(кВт)
Диаметр сверла (мм)
Сила подачи
(кН)
Диаметр сверла (мм)
Подача СОЖ при различном давлении |
f = 0,30 |
мм/об |
f = 0,25 |
мм/об |
f = 0,20 |
мм/об |
(л/мин.)Поток |
Давление СОЖ (бар) |
Метод
Отрегулируйте подачу до получения наилучшего стружкообра зования. Увеличение подачи/оборот даёт более короткую
f = 0,30 |
стружку. |
|
мм/об |
||
|
||
f = 0,25 |
|
|
мм/об |
|
|
f = 0,20 |
|
|
мм/об |
|
Значения, показывающие потребление мощности и силу подачи, являются базовыми и меняются в зависимости от режимов, материала и износа инструмента.
Формула для подсчёта на стр. 474-475.
Допуски отв. / Шероховатость поверх.
SD203, SD203A, SD205A, SD206, SD206A, SD207A, SD216A, SD230A IT8–9/Ra 1–3*
Диам. сверла, Dc (мм) |
IT8 допуск (мкм) |
IT9 допуск (мкм) |
-3 |
14 |
25 |
>3–6 |
18 |
30 |
>6–10 |
22 |
36 |
>10–18 |
27 |
43 |
>18 |
33 |
52 |
|
|
|
*Возможно ухудшение качества обрабатываемой поверхности и допуска отверстия в низкоуглеродистых и нержавеющих сталях.
106
Seco Feedmax™ – Устранение неисправностей
Первые проверки:
Жёсткость крепл. деталиСостояние шпинделя станкаСостояние держ. инструментаКрепл. инструмента:
-Биение в пределах 0.02 макс.
-При использовании предв. сверл. в пределах 0.04 макс.
Удаление стружки:
-Режимы резанияСОЖ:
-Давление
-Поток
-Концентрация
Быстрый износ по зад. по- |
Уменьшить скорость резания. |
верхн. |
Увеличить концентрацию СОЖ. |
|
|
Износ/Перифер. поясок |
Уменьшить скорость резания. |
|
Увеличить концентрацию СОЖ. |
|
|
Выкраш./Центр |
Уменьшите скорость подачи на входе. |
|
Увеличить давление СОЖ и отрегулиро- |
|
вать подачу для опт. стружкообразования. |
|
|
Выкраш./Внеш. угол, режу- |
Уменьшить подачу во время входа/ |
щая кромка |
выхода. |
|
Уменьшить скорость резания. |
|
Увеличить концентрацию СОЖ. |
|
Переточить сверло. |
|
|
Нарост на кромке |
Если ближе к периферии, увеличить ско- |
|
рость резания. |
|
Если ближе к центру, увелич. подачу/об. |
|
Если сверло изношено, заточить его. |
|
|
Неуд. допуск по диаметру Увеличить подачу/об.
Используйте развёртывание, см. стр. 229.Используйте расточную операцию 355.
Неуд. позиц. отверстия Уменьшить подачу/об на входе.Уменьшить подачу/об.
Используйте расточную операцию 355.При сверлении деталей с грубой, твёрдой
или наклон. поверхностью сниж. скорость подачи на 30%–50% на входе и выходе.
Центровочное отверстие с углом 140 .
Неуд. шероховатость |
Уменьшить подачу/об. |
|
Увеличить скорость резания. |
|
Используйте развёртывание, см. стр. 229. |
Заусенцы на выходе |
Уменьшить подачу/об на выходе. |
|
Уменьшить ширину подготовки кромки |
|
(bn). |
Поломка при контакте/в |
Уменьшить подачу/об во время входа/ |
конце обработки |
выхода. |
|
Отрегулировать режимы резания для луч- |
|
шего удаления стружки. |
|
SD216A |
|
Используйте альтерн. предв. операции, |
|
см. стр.18-20. |
107

Crownloc® – Свёрла со сменными наконечниками
Как снизить расходы на сверление с помощью Seco Crownloc®
Высокие режимы резания: |
Нет затрат на переточку: |
Оптимизированная геометрия |
Прямая (цена переточки) |
Без поправок на переточку |
Косвенная (логистика, большая номенкла- |
TiAlN покрытие |
тура) |
Меньшая номенклатура: |
Диапазон: |
Геометрии для всех материалов |
Диаметры свёрл 10,00–25,99 |
- ISO -P, -M, -K |
Глубины сверл. 1,5 x D, 3 x D, 5 x D и 7 x D |
Специальные конструкции |
|
Несколько диам. наконечников для одного |
|
корпуса сверла |
|
108

Crownloc® – Обзор диапазона
|
Глубина |
|
Допуск |
Допуск |
Шероховат. |
|
|
Crownloc® |
отверстия |
|
|
||||
сверл. |
Диапазон |
наконечн. |
(1) |
(2) |
|
|
|
|
|
|
|
|
|
|
|
SD101 |
|
|
|
|
|
|
|
|
~ 1,5 x D |
12,00-25,99 |
k7 |
IT 10 |
Ra 1–3 мкм |
|
|
|
|
|
|||||
Cтр. 112113. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SD103 |
|
|
|
|
|
|
|
|
~ 3 x D |
10,00-25,99 |
k7 |
IT 10 |
Ra 1–3 мкм |
|
|
Cтр. 114115. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SD105 |
|
|
|
|
|
|
|
|
~ 5 x D |
10,00-25,99 |
k7 |
IT 10 |
Ra 1–3 мкм |
|
|
Cтр. 116117. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SD107 |
|
|
|
|
|
|
|
|
~ 7 x D |
12,00-25,99 |
k7 |
IT 10 |
Ra 1-4 мкм |
|
|
Стр.118. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фасочный модуль |
|
|
|
|
|
|
|
|
– |
12,00-19,99 |
– |
– |
– |
|
|
Стр.122. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1)Возможны отклонения зависящие от материала и режимов резания.
2)Глубина сверления, режимы резания, давление СОЖ и материал могут стать причиной ухудшения шероховатости поверхности.
109
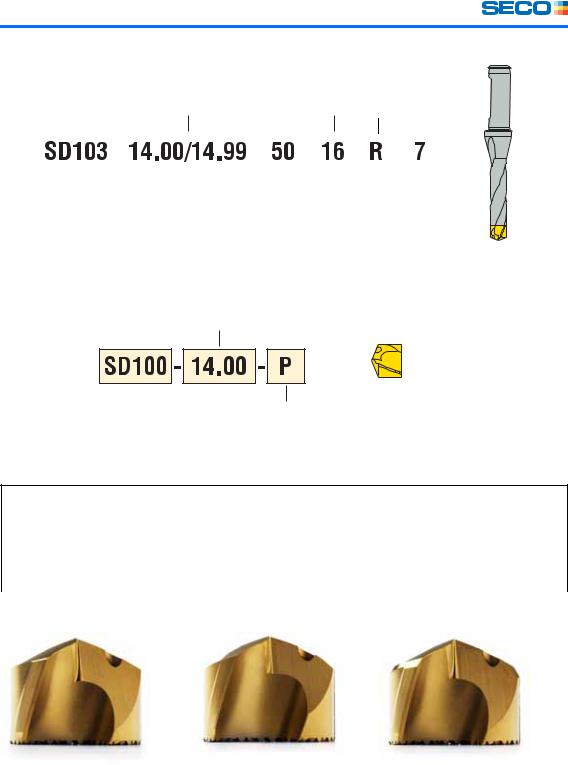
Crownloc® – Обозначение
Обозначение Crownloc®
Мин./макс. |
Диаметр |
Правое |
Диаметр наконечника |
хвостовика |
вращение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тип сверла |
|
|
|
|
|
Глубина сверле |
Тип хвостовика |
|||||||||||||
SD101: 1,5 x D |
|
|
|
|
|
ния |
1. Цилиндр |
|||||||||||||
SD103: 3 x D |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5. Whistle Notch |
|||||
SD105: 5 x D |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7. ISO 9766 |
|||||
SD107: 7 x D |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение наконечников
Диаметр сверла
Типы геометрий P =Сталь
M =Нержавеющая сталь K = Чугун
Наборы запасных частей
Обозначения наборов запасных частей
Диаметр сверла |
SD101 |
SD103 |
SD105 |
SD107 |
|
|
|
|
|
10,00-11,99 |
– |
SD103-SP-4.0 |
SD105-SP-4.0 |
– |
12,00-13,99 |
SD101-SP-5.0 |
SD103-SP-5.0 |
SD105-SP-5.0 |
SD107-SP-5.0 |
14,00-16,99 |
SD101-SP-6.0 |
SD103-SP-6.0 |
SD105-SP-6.0 |
SD107-SP-6.0 |
17,00-19,99 |
SD101-SP-7.0 |
SD103-SP-7.0 |
SD105-SP-7.0 |
SD107-SP-7.0 |
20,00-25,99 |
SD101-SP-8.0 |
SD103-SP-8.0 |
SD105-SP-8.0 |
SD107-SP-8.0 |
|
|
|
|
|
P-геометрия |
M-геометрия |
K-геометрия |
– Универсальная геометрия, первый выбор для |
– Первый выбор для сверления нержавеющей ста- |
– Первый выбор для сверления чугуна |
сверления стали |
ли и суперсплавов |
|
110