

Каталоги seco / sverla
.pdfSeco Feedmax™ – SD205A, -T геометрия |
|
|
|
|
||
Промежуточныедиаметры– глубинасверления~ 5 x D |
|
|
ЦилиндрическийхвостовикDIN 6537A |
|||
• A=Внутренняя подача СОЖ |
|
|
|
|
|
|
• По режимам обработки см. стр. 64-67. |
|
|
|
|
|
|
• Без покрытия. |
|
|
|
|
|
|
• Допуск отверстия: IT 8-9. |
|
|
|
|
|
|
|
|
|
|
Размеры в мм |
|
|
Сверлодиам. Dc |
Макс. глубина |
l2 |
l1 |
lc |
l6 |
dmm h6 |
(мм) |
сверления l4 (мм) Обозначение** |
|||||
3,00-3,75 |
21 |
SD205A-x.xx-21-6R1-T |
66 |
30 |
36 |
26 |
6 |
3,76-4,75 |
27 |
SD205A-x.xx-27-6R1-T |
74 |
38 |
36 |
34 |
6 |
4,76-6,10 |
32 |
SD205A-x.xx-32-6R1-T |
82 |
46 |
36 |
44 |
6 |
6,11-6,70 |
35 |
SD205A-x.xx-35-8R1-T |
91 |
55 |
36 |
53 |
8 |
6,71-7,50 |
40 |
SD205A-x.xx-40-8R1-T |
91 |
55 |
36 |
53 |
8 |
7,51-8,10 |
42 |
SD205A-x.xx-42-8R1-T |
91 |
55 |
36 |
53 |
8 |
8,00-8,60 |
42 |
SD205A-x.xx-42-10R1-T |
103 |
63 |
40 |
61 |
10 |
8,61-9,50 |
45 |
SD205A-x.xx-45-10R1-T |
103 |
63 |
40 |
61 |
10 |
9,51-10,10 |
48 |
SD205A-x.xx-48-10R1-T |
103 |
63 |
40 |
61 |
10 |
10,00-10,50 |
48 |
SD205A-xx.xx-48-12R1-T |
118 |
73 |
45 |
71 |
12 |
10,51-12,00 |
56 |
SD205A-xx.xx-56-12R1-T |
118 |
73 |
45 |
71 |
12 |
12,00-13,00 |
56 |
SD205A-xx.xx-56-14R1-T |
124 |
79 |
45 |
77 |
14 |
13,00-14,10 |
59 |
SD205A-xx.xx-59-14R1-T |
124 |
79 |
45 |
77 |
14 |
14,00-15,00 |
60 |
SD205A-xx.xx-60-16R1-T |
133 |
85 |
48 |
83 |
16 |
15,01-16,10 |
62 |
SD205A-xx.xx-62-16R1-T |
133 |
85 |
48 |
83 |
16 |
16,00-17,00 |
64 |
SD205A-xx.xx-64-18R1-T |
143 |
95 |
48 |
93 |
18 |
17,01-18,10 |
66 |
SD205A-xx.xx-66-18R1-T |
143 |
95 |
48 |
93 |
18 |
18,00-20,10 |
71 |
SD205A-xx.xx-71-20R1-T |
153 |
103 |
50 |
101 |
20 |
|
|
|
|
|
|
|
|
Имеются в наличии свёрла с шагом 0,01 мм. Впишите требуемые вместо -xx.xx- в соответствии с примером заказа.
Допуск обработки m7, если не указан иной. Пример заказа для 11,3 мм: SD205A-11.3-56-12R1-T.
** Также существует возможность заказа промежуточных диаметров через Программу разработки специального инструмента.
59

Seco Feedmax™ – Фасочныймодуль
Фасочныймодуль
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Глубина сверления |
|
|
|
|
|
|
|
Размеры в мм |
|
|
||||||||||||
|
Для диам. сверла |
|
SD203 l5 |
SD203A l5 |
|
SD205A l5 |
SD207A l5 |
Макс.глубина |
|
|
|
D5m |
|
lc |
dmm |
|
||||||||||||||
Обозначение |
Dc мм |
(мин-макс) |
(мин-макс) |
|
(мин-макс) |
(мин-макс) |
фаски(мм) |
|
L |
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SD200-C45-6R1 |
4,00-4,75 |
4-17 |
4-17 |
|
|
|
10-27 |
|
|
– |
2,8 |
25 |
21 |
41 |
12 |
|
||||||||||||||
SD200-C45-6R1 |
4,76-6,00 |
6-20 |
6-20 |
|
|
|
18-32 |
|
30-45 |
2,8 |
25 |
21 |
41 |
12 |
|
|||||||||||||||
SD200-C45-6R1 |
6,01-6,10 |
7-21 |
7-21 |
|
|
|
20-32 |
|
35-45 |
2,8 |
25 |
21 |
41 |
12 |
|
|||||||||||||||
SD200-C45-8R1 |
6,01-6,10 |
15-27 |
15-27 |
|
|
|
24-35 |
|
42-57 |
2,8 |
25 |
25 |
44,5 |
16 |
|
|||||||||||||||
SD200-C45-8R1 |
6,11-8,00 |
15-27 |
15-27 |
|
|
|
28-42 |
|
42-57 |
2,8 |
25 |
25 |
44,5 |
16 |
|
|||||||||||||||
SD200-C45-10R1 |
8,01-10,00 |
17-31 |
17-31 |
|
|
|
34-48 |
|
47-62 |
2,8 |
25 |
25 |
44,5 |
16 |
|
|||||||||||||||
SD200-C45-12R1 |
10,01-12,00 |
21-36 |
21-36 |
|
|
|
40-56 |
|
57-72 |
2,8 |
25 |
28 |
46,5 |
20 |
|
|||||||||||||||
SD200-C45-14R1 |
12,01-14,00 |
22-37 |
22-37 |
|
|
|
43-59 |
|
68-83 |
2,8 |
25 |
30 |
46,5 |
20 |
|
|||||||||||||||
SD200-C45-16R1 |
14,01-16,00 |
23-39 |
23-39 |
|
|
|
44-60 |
|
76-92 |
2,8 |
34 |
32 |
53 |
25 |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Комплектующие, Частивходящиевкомплектпоставки
Зажимной винт |
Упорный винт |
Ключ |
Ключ |
Кассета |
Для сверла диам. (мм) |
Пластина |
Насадка |
Пластина |
Насадка |
Насадка |
|
|
|
|
|
|
4,00 - 16,00 |
C02205-T07P |
SH3040 |
T07P-2 |
H1.5-2D |
SD200-3x7.3 |
Пластина
|
|
|
|
|
Допуски: |
|
|
|
|
Размеры в мм |
|
|
||
|
|
|
|
|
d = ±0,025 |
|
Размер |
d |
l |
|
s |
|
h |
rε |
|
|
|
|
|
s = ±0,07 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
rε = ±0,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
C45 |
5,556 |
9,0 |
|
2,500 |
|
2,900 |
0,2 |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение |
T400D |
|
|
|
|
|
|
|
|
|
|
|
|
|
SD200-C45 |
[ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60

Seco Feedmax™ – Фасочныймодуль
Инструкциипоустановкефасочногомодуля
l5 (мин-макс)
Диамер сверлаDc |
|
SD203 |
|
SD203A |
|
SD205A |
|
SD207A |
|||||
|
|
мм |
|
|
|
|
|
|
|
|
|
|
|
мм |
дюйм |
дюйм |
мм |
|
дюйм |
мм |
|
дюйм |
мм |
|
дюйм |
||
4,00-4,75 |
.157-.187 |
4-17 |
|
.157-.669 |
4-17 |
|
.157-.669 |
10-27 |
|
.394-1.063 |
– |
|
– |
4,76-6,00 |
.187-.236 |
6-20 |
|
.236-.787 |
6-20 |
|
.236-.787 |
18-32 |
|
.709-1.260 |
30-45 |
|
1.181-1.772 |
6,01-6,10 |
.237-.240 |
7-21 |
|
.275-.827 |
7-21 |
|
.275-.827 |
20-32 |
|
.787-1.260 |
35-45 |
|
1.378-1.772 |
6,11-8,00 |
.241-.315 |
15-27 |
|
.590-1.063 |
15-27 |
|
.590-1.063 |
28-42 |
|
1.102-1.653 |
42-57 |
|
1.653-2.244 |
8,01-10,00 |
.315-.394 |
17-31 |
|
.669-1.220 |
17-31 |
|
.669-1.220 |
34-48 |
|
1.338-1.890 |
47-62 |
|
1.850-2.441 |
10,01-12,00 |
.394-.472 |
21-36 |
|
.826-1.417 |
21-36 |
|
.826-1.417 |
40-56 |
|
1.575-2.205 |
57-72 |
|
2.244-2.835 |
12,01-14,00 |
.473-.551 |
22-37 |
|
.866-1.457 |
22-37 |
|
.866-1.457 |
43-59 |
|
1.693-2.323 |
68-83 |
|
2.677-3.268 |
14,01-16,00 |
.552-.630 |
23-39 |
|
.906-1.535 |
23-39 |
|
.906-1.535 |
44-60 |
|
1.732-2.362 |
76-92 |
|
2.992-3.622 |
Используется только с цилиндрическим хвостовиком (R-1).
Максимальнаяглубинафаски
макс. 2,8 (мм) 0.110 (дюйм)
61

Seco Feedmax™ – Специальные
Нет ожидания оценки заказа. Короткое время поставки.
Конструкция по заказу - абсолютно новая концепция для проектирования специальных свёрл. Чёткая стратегия была разработана для всего процесса изготовления свёрл по заказу - от самого заказа до получения готового сверла. Теперь вы можете сами сконструировать специальное сверло Seco Feedmax™, используя программу проектирования специальных свёрл.
Концепция предоставляет вам ряд преимуществ:
•Нет необходимости ждать коммерческого предложения! Цену и время доставки вы получаете сразу.
•Прямое визуальное построение вашего инструмента. Нет риска недопонимания.
•Короткое время поставки.
62
Seco Feedmax™ – Специальные |
|
|
Различные типы спец. свёрл– Дет. информация в программе для спец. конструирования |
||
A1. Единый диаметр |
A2. Усиленное |
A3. Фаска |
A4. Торцовка |
A5. Торцовка с фаской |
|
B1. Зенковка |
B2. Зенковка и фаска |
B3. Уступ |
B4. Уступ и фаска |
B5. Зенковка с фаской |
B6. Зенковка с фасками |
63

Seco Feedmax™ – Режимырезания
SD203,SD203A иSD205A
Рекомендованные начальные значения обозначены жирным. Уменьшите значения в случае недостаточнойжёсткости крепленияинструментаилидетали, высойтвёрдостиматериаладетали, или низкого давления подаваемого СОЖ в сочетании со сверлением глубоких отверстий (> 3 x D).
Группа |
Рекомендуемая скорость резания vc |
|
Рекомендуемая подача f, (мм/об) |
|
|||
(м/мин) |
|
|
|||||
материалов |
|
|
|||||
по клас. |
Наружная подача |
Внутренняя |
|
|
|
|
|
SЕCО |
СОЖ |
подача СОЖ |
2 |
3 |
4 |
6 |
8 |
1 |
180-140-100 |
220-180-60 |
0,07-0,11-0,13 |
0,09-0,13-0,16 |
0,11-0,15-0,19 |
0,14-0,19-0,23 |
0,19-0,25-0,31 |
2–3 |
150-130-80 |
190-160-60 |
0,07-0,11-0,13 |
0,09-0,13-0,16 |
0,11-0,15-0,19 |
0,14-0,19-0,23 |
0,19-0,25-0,31 |
4–5 |
130-100-70 |
160-130-60 |
0,07-0,10-0,12 |
0,09-0,12-0,14 |
0,10-0,14-0,17 |
0,13-0,17-0,22 |
0,17-0,23-0,29 |
6 |
100-80-60 |
120-100-60 |
0,06-0,08-0,11 |
0,08-0,10-0,13 |
0,09-0,12-0,15 |
0,11-0,15-0,19 |
0,15-0,20-0,25 |
7 |
80-60-50 |
100-80-60 |
0,05-0,06-0,09 |
0,06-0,08-0,10 |
0,07-0,10-0,12 |
0,09-0,12-0,15 |
0,12-0,16-0,20 |
8-9* |
80-60-40 |
100-80-50 |
0,04-0,07-0,09 |
0,05-0,09-0,11 |
0,06-0,11-0,13 |
0,07-0,14-0,16 |
0,10-0,17-0,20 |
10* |
60-50-30 |
80-70-40 |
0,04-0,06-0,07 |
0,04-0,07-0,08 |
0,05-0,09-0,11 |
0,06-0,11-0,13 |
0,08-0,14-0,17 |
11* |
50-40-20 |
70-60-30 |
0,03-0,05-0,06 |
0,03-0,05-0,06 |
0,04-0,06-0,07 |
0,05-0,08-0,10 |
0,07-0,11-0,13 |
12 |
140-110-80 |
170-140-60 |
0,10-0,14-0,18 |
0,13-0,17-0,21 |
0,15-0,20-0,26 |
0,19-0,26-0,32 |
0,26-0,34-0,43 |
13–14 |
120-100-60 |
150-120-60 |
0,08-0,12-0,15 |
0,11-0,15-0,18 |
0,14-0,18-0,22 |
0,17-0,23-0,27 |
0,23-0,30-0,36 |
15 |
90-70-60 |
110-90-60 |
0,05-0,07-0,10 |
0,06-0,09-0,11 |
0,08-0,10-0,13 |
0,10-0,13-0,16 |
0,13-0,17-0,21 |
16-17 |
240-160-110 |
320-260-60 |
0,10-0,14-0,16 |
0,13-0,16-0,20 |
0,15-0,19-0,24 |
0,22-0,28-0,35 |
0,25-0,32-0,40 |
|
|
|
|
|
|
|
|
Группа |
|
|
Рекомендуемая подача f, (мм/об) |
|
|
||
материалов |
|
|
|
|
|||
по клас. |
10 |
12 |
14 |
16 |
18 |
20 |
|
SЕCО |
|
||||||
1 |
0,23-0,30-0,38 |
0,24-0,33-0,41 |
0,28-0,38-0,45 |
0,30-0,40-0,48 |
0,33-0,42-0,50 |
0,34-0,43-0,51 |
|
2-3 |
0,23-0,30-0,38 |
0,24-0,33-0,41 |
0,28-0,38-0,45 |
0,30-0,40-0,48 |
0,33-0,42-0,50 |
0,34-0,43-0,51 |
|
4-5 |
0,21-0,28-0,35 |
0,22-0,30-0,37 |
0,26-0,35-0,41 |
0,28-0,37-0,44 |
0,31-0,38-0,46 |
0,31-0,39-0,47 |
|
6 |
0,18-0,24-0,30 |
0,20-0,26-0,33 |
0,23-0,30-0,36 |
0,24-0,32-0,38 |
0,27-0,33-0,40 |
0,27-0,34-0,41 |
|
7 |
0,14-0,19-0,24 |
0,16-0,21-0,26 |
0,18-0,24-0,29 |
0,19-0,26-0,31 |
0,21-0,27-0,32 |
0,22-0,27-0,33 |
|
8-9* |
0,12-0,21-0,24 |
0,13-0,23-0,26 |
0,15-0,26-0,29 |
0,16-0,28-0,31 |
0,17-0,30-0,33 |
0,18-0,30-0,33 |
|
10* |
0,10-0,16-0,19 |
0,11-0,18-0,21 |
0,12-0,21-0,24 |
0,13-0,23-0,26 |
0,15-0,24-0,27 |
0,15-0,25-0,28 |
|
11* |
0,08-0,13-0,16 |
0,09-0,15-0,17 |
0,10-0,17-0,19 |
0,11-0,18-0,20 |
0,12-0,19-0,21 |
0,12-0,20-0,22 |
|
12 |
0,31-0,41-0,51 |
0,33-0,44-0,55 |
0,38-0,51-0,61 |
0,41-0,54-0,65 |
0,45-0,57-0,68 |
0,46-0,58-0,69 |
|
13-14 |
0,27-0,36-0,43 |
0,29-0,39-0,47 |
0,34-0,45-0,54 |
0,36-0,48-0,58 |
0,40-0,50-0,60 |
0,41-0,51-0,61 |
|
15 |
0,15-0,20-0,26 |
0,17-0,22-0,28 |
0,19-0,26-0,31 |
0,20-0,27-0,33 |
0,23-0,28-0,34 |
0,23-0,29-0,35 |
|
16-17 |
0,31-0,38-0,48 |
0,33-0,42-0,52 |
0,38-0,48-0,58 |
0,41-0,51-0,61 |
0,43-0,53-0,64 |
0,44-0,54-0,65 |
|
|
|
|
|
|
|
|
|
* Макс. глубина сверления 1 x D при внешней подаче СОЖ.
64
Seco Feedmax™ – Режимырезания
SD207A
Рекомендованные начальные значения обозначены жирным. Уменьшите значения в случае недостаточнойжёсткости крепленияинструментаилидетали, высойтвёрдостиматериаладетали, или низкого давления подаваемого СОЖ в сочетании со сверлением глубоких отверстий (> 3 x D).
Группа |
|
|
|
Рекомендуемая подача f, (мм/об) |
|
||
материалов |
Рекомендуемая скорость |
|
|
|
|
|
|
по клас. SЕCО |
резания vc (м/мин) |
5 |
|
6 |
|
8 |
10 |
1 |
180-130-100 |
0,12-0,16-0,20 |
|
0,12-0,16-0,20 |
|
0,16-0,21-0,27 |
0,19-0,26-0,32 |
2–3 |
160-120-90 |
0,12-0,16-0,20 |
|
0,12-0,16-0,20 |
|
0,16-0,21-0,27 |
0,19-0,26-0,32 |
4–5 |
150-110-80 |
0,11-0,15-0,18 |
|
0,11-0,15-0,18 |
|
0,15-0,20-0,24 |
0,18-0,23-0,29 |
6 |
120-90-70 |
0,10-0,13-0,16 |
|
0,10-0,13-0,16 |
|
0,13-0,17-0,21 |
0,15-0,20-0,26 |
7 |
100-80-60 |
0,08-0,10-0,13 |
|
0,08-0,10-0,13 |
|
0,10-0,14-0,17 |
0,12-0,16-0,20 |
8-9 |
90-70-50 |
0,06-0,08-0,10 |
|
0,06-0,11-0,13 |
|
0,08-0,14-0,16 |
0,10-0,16-0,19 |
10 |
60-50-40 |
0,05-0,07-0,09 |
|
0,05-0,08-0,10 |
|
0,06-0,11-0,13 |
0,07-0,13-0,16 |
11 |
50-40-30 |
0,04-0,06-0,07 |
|
0,04-0,07-0,09 |
|
0,06-0,09-0,11 |
0,07-0,11-0,13 |
12 |
160-130-90 |
0,16-0,22-0,27 |
|
0,16-0,22-0,27 |
|
0,22-0,29-0,36 |
0,26-0,35-0,43 |
13–14 |
140-110-80 |
0,14-0,19-0,23 |
|
0,14-0,19-0,23 |
|
0,19-0,26-0,31 |
0,23-0,31-0,37 |
15 |
100-90-70 |
0,08-0,11-0,14 |
|
0,08-0,11-0,14 |
|
0,11-0,14-0,18 |
0,13-0,17-0,22 |
16-17 |
300-200-100 |
0,19-0,24-0,30 |
|
0,19-0,24-0,30 |
|
0,21-0,27-0,34 |
0,26-0,33-0,41 |
|
|
|
|
|
|
|
|
Группа |
|
|
Рекомендуемая подача f, (мм/об) |
|
|
||
материалов |
12 |
14 |
|
16 |
|
18 |
20 |
по клас. SЕCО |
|
|
|||||
1 |
0,21-0,28-0,35 |
0,24-0,32-0,38 |
|
0,26-0,34-0,41 |
|
0,28-0,35-0,43 |
0,29-0,36-0,43 |
2-3 |
0,21-0,28-0,35 |
0,24-0,32-0,38 |
|
0,26-0,34-0,41 |
|
0,28-0,35-0,43 |
0,29-0,36-0,43 |
4-5 |
0,19-0,25-0,32 |
0,22-0,29-0,35 |
|
0,23-0,31-0,38 |
|
0,26-0,33-0,39 |
0,27-0,33-0,40 |
6 |
0,17-0,22-0,28 |
0,19-0,26-0,31 |
|
0,20-0,27-0,33 |
|
0,23-0,28-0,34 |
0,23-0,29-0,35 |
7 |
0,13-0,18-0,22 |
0,15-0,20-0,24 |
|
0,16-0,22-0,26 |
|
0,18-0,23-0,27 |
0,18-0,23-0,28 |
8-9 |
0,11-0,18-0,21 |
0,12-0,20-0,23 |
|
0,13-0,22-0,25 |
|
0,14-0,23-0,26 |
0,15-0,24-0,27 |
10 |
0,08-0,14-0,17 |
0,10-0,16-0,19 |
|
0,11-0,18-0,21 |
|
0,12-0,19-0,22 |
0,13-0,20-0,23 |
11 |
0,07-0,12-0,14 |
0,08-0,14-0,16 |
|
0,09-0,16-0,18 |
|
0,10-0,17-0,19 |
0,10-0,18-0,20 |
12 |
0,28-0,38-0,47 |
0,33-0,43-0,52 |
|
0,35-0,46-0,55 |
|
0,39-0,48-0,58 |
0,39-0,49-0,59 |
13-14 |
0,25-0,33-0,40 |
0,29-0,38-0,46 |
|
0,31-0,41-0,49 |
|
0,34-0,43-0,51 |
0,35-0,43-0,52 |
15 |
0,14-0,19-0,23 |
0,16-0,22-0,26 |
|
0,17-0,23-0,28 |
|
0,19-0,24-0,29 |
0,20-0,25-0,29 |
16-17 |
0,28-0,35-0,44 |
0,33-0,41-0,49 |
|
0,35-0,44-0,52 |
|
0,36-0,45-0,55 |
0,37-0,46-0,55 |
|
|
|
|
|
|
|
|
65

Seco Feedmax™ – Режимырезаниядлясуперсплавов
Суперсплавы
Рекомендации действуют только для цельных твёрдосплавных свёрл с геометрией для суперсплавов - M и для свёрл с геометрией для титана -T. Геометрия -T это первый выбор при сверлении Титановых сплавов. Следует использовать сквозную подачу СОЖ. Если применяется наружная подача СОЖ, скорость резания должна быть снижена на 15% и максимальная глубина сверления не должна превышать 1 x D.
1. Обрабатываемость материалов выраженная в процентах приведена в таблицах на стр. 356. Начальные значения подач отмечены жирным.
|
Рекомендуемая скорость |
|
|
|
|
|
резания vc (м/мин) |
|
Рекомендуемая подача f, (мм/об) для диам. сверла |
|
|
Обрабат- |
Внутренняя подача СОЖ |
3 |
5 |
8 |
10 |
ываемость |
|||||
|
|
|
|
|
|
60 |
85 |
0,08-0,10-0,12 |
0,09-0,11-0,14 |
0,11-0,14-0,18 |
0,13-0,18-0,22 |
55 |
80 |
0,08-0,10-0,12 |
0,09-0,11-0,14 |
0,11-0,14-0,18 |
0,13-0,18-0,22 |
50 |
75 |
0,08-0,10-0,12 |
0,09-0,11-0,14 |
0,11-0,14-0,18 |
0,13-0,18-0,22 |
45 |
65 |
0,08-0,10-0,12 |
0,09-0,11-0,14 |
0,11-0,14-0,18 |
0,13-0,18-0,22 |
40 |
55 |
0,08-0,10-0,12 |
0,09-0,11-0,14 |
0,11-0,14-0,18 |
0,13-0,18-0,22 |
|
|
|
|
|
|
|
|
|
|
|
|
35 |
50 |
0,06-0,08-0,10 |
0,07-0,09-0,11 |
0,11-0,13-0,16 |
0,13-0,17-0,20 |
30 |
45 |
0,06-0,08-0,10 |
0,07-0,09-0,11 |
0,11-0,13-0,16 |
0,13-0,17-0,20 |
25 |
35 |
0,06-0,08-0,10 |
0,07-0,09-0,11 |
0,11-0,13-0,16 |
0,13-0,17-0,20 |
|
|
|
|
|
|
|
|
|
|
|
|
20 |
35 |
0,04-0,05-0,07 |
0,05-0,06-0,08 |
0,06-0,08-0,11 |
0,08-0,11-0,14 |
15 |
25 |
0,04-0,05-0,07 |
0,05-0,06-0,08 |
0,06-0,08-0,11 |
0,08-0,11-0,14 |
|
|
|
|
|
|
|
|
|
|
|
|
10 |
20 |
0,04-0,05-0,07 |
0,05-0,06-0,08 |
0,06-0,08-0,11 |
0,08-0,11-0,14 |
5 |
10 |
0,04-0,05-0,07 |
0,05-0,06-0,08 |
0,06-0,08-0,11 |
0,08-0,11-0,14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рекомендуемая подача f, (мм/об) для диам. сверла |
|
||
Обрабат- |
|
|
|
|
|
ываемость |
12 |
14 |
16 |
18 |
20 |
|
|
|
|
|
|
60 |
0,17-0,21-0,26 |
0,21-0,25-0,29 |
0,22-0,26-0,30 |
0,25-0,30-0,35 |
0,26-0,32-0,37 |
55 |
0,17-0,21-0,26 |
0,21-0,25-0,29 |
0,22-0,26-0,30 |
0,25-0,30-0,35 |
0,26-0,32-0,37 |
50 |
0,17-0,21-0,26 |
0,21-0,25-0,29 |
0,22-0,26-0,30 |
0,25-0,30-0,35 |
0,26-0,32-0,37 |
45 |
0,17-0,21-0,26 |
0,21-0,25-0,29 |
0,22-0,26-0,30 |
0,25-0,30-0,35 |
0,26-0,32-0,37 |
40 |
0,17-0,21-0,26 |
0,21-0,25-0,29 |
0,22-0,26-0,30 |
0,25-0,30-0,35 |
0,26-0,32-0,37 |
|
|
|
|
|
|
|
|
|
|
|
|
35 |
0,16-0,19-0,23 |
0,19-0,23-0,27 |
0,20-0,25-0,30 |
0,20-0,25-0,30 |
0,21-0,26-0,32 |
30 |
0,16-0,19-0,23 |
0,19-0,23-0,27 |
0,20-0,25-0,30 |
0,20-0,25-0,30 |
0,21-0,26-0,32 |
25 |
0,16-0,19-0,23 |
0,19-0,23-0,27 |
0,20-0,25-0,30 |
0,20-0,25-0,30 |
0,21-0,26-0,32 |
|
|
|
|
|
|
|
|
|
|
|
|
20 |
0,08-0,13-0,16 |
0,11-0,15-0,18 |
0,12-0,16-0,20 |
0,12-0,16-0,20 |
0,13-0,17-0,21 |
15 |
0,08-0,13-0,16 |
0,11-0,15-0,18 |
0,12-0,16-0,20 |
0,12-0,16-0,20 |
0,13-0,17-0,21 |
|
|
|
|
|
|
|
|
|
|
|
|
10 |
0,08-0,13-0,16 |
0,11-0,15-0,18 |
0,12-0,16-0,20 |
0,12-0,16-0,20 |
0,13-0,17-0,21 |
5 |
0,08-0,13-0,16 |
0,11-0,15-0,18 |
0,12-0,16-0,20 |
0,12-0,16-0,20 |
0,13-0,17-0,21 |
|
|
|
|
|
|
66
Seco Feedmax™ – Режимырезания
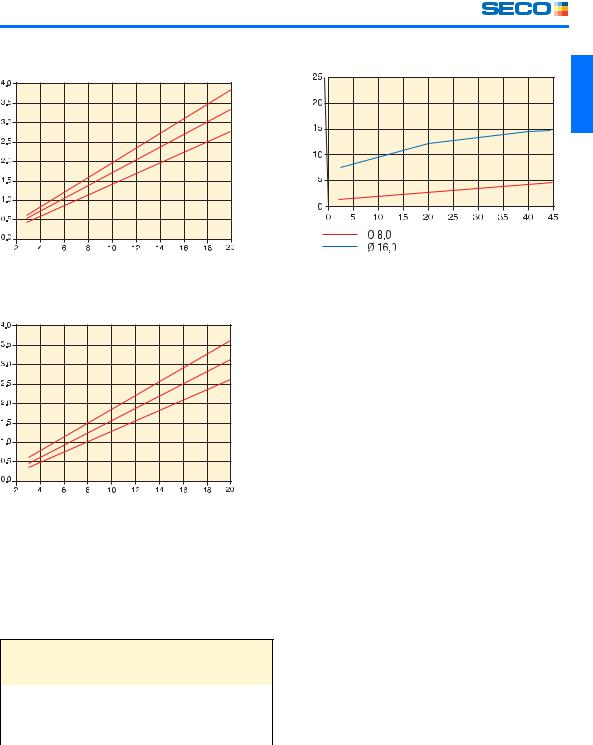
Потреблениеполезноймощности
(kW)
Диаметр сверла(мм)
Силаподачи
(kN)
Диаметр сверла(мм)
|
ПодачаСОЖприразличномдавлении |
f = 0,30 |
|
мм/об |
|
f = 0,25 |
|
мм/об |
мин.) |
f = 0,20 |
|
мм/об |
(л/ |
|
Поток |
|
Давление СОЖ (бар) |
Минимально рекомендованное давление СОЖ 10 бар с < 3 x D. Минимально рекомендованное давление СОЖ 20 бар с > 3 x D. Минимально рекомендованное давление СОЖ 40 бар с > 5 x D.
f = 0,30 |
ПодачаСОЖсквозьсверлоулучшитудалениестружки, смазкуи |
мм/об |
охлаждение. |
|
|
f = 0,25 |
Рекомендованная эмульсионная смесь - 6–8%. |
мм/об |
При сверлении высоко легированных сплавов и нержавеющей |
f = 0,20 |
стали рекомендуется использовать >10% эмульсионную смесь. |
мм/об |
Когда используется внешняя подача СОЖ, направьте струю |
|
внутрь отверстия, а не поперёк его. |
Внешняя подача СОЖ рекомендуется только если глубина сверленияне более 3 x D. Для более тяжёлых нержавеющих сталей рекомендуемый максимум 1 x D.
Значения, показывающиепотреблениемощностиисилуподачи, выше базовых значений и отличаются в зависимости от режимов, материала и износа инструмента.
Формула для подсчёта на странице 348-349.
Допускиотверстия/Чистотаповерхности
SD203, SD203A, SD205A, SD207A IT8–9/Ra 1–3*
Диам. сверла, Dc (мм) |
IT8допуск (μm) |
IT9допуск (μm) |
-3 |
14 |
25 |
>3–6 |
18 |
30 |
>6–10 |
22 |
36 |
>10–18 |
27 |
43 |
>18 |
33 |
52 |
|
|
|
*Возможно ухудшение качества обрабатываемой поверхности и допуска отверстия в низкоуглеродистых и нержавеющих сталях.
Метод
•Нетребуетсяцентровочногосверления. Еслижеобработкапод углом, или поверхность детали неровная, то необходимо уменьшить подачу на 50% на входе.
•Отрегулируйте подачу до получения наилучшего стружкообразования. Увеличение подачи/оборот даёт более короткую стружку.
67

Seco Feedmax™ – Устранениенеисправностей
Первые проверки:
• Жёсткость крепления детали |
• Удаление стружки: |
|
• Состояние шпинделя станка |
- Режимы резания |
|
• Состояние держателя |
• СОЖ: |
|
• Крепление инструмента: |
- Давление |
|
- Поток |
||
- Суммарноебиениевпределах |
||
- Концентрация |
||
0,02 |
||
|
Быстрый износ по зад. |
• Уменьшите скорость резания. |
пов. |
• Увеличить концентрацию СОЖ. |
|
|
Износ/Периферийная |
• Уменьшите скорость резания. |
поверхность |
• Увеличить концентрацию СОЖ. |
Выкраш./Центр |
• Уменьшите скорость подачи на входе. |
|
• Увеличить давление СОЖ и |
|
отрегулировать подачу для |
|
оптимизации стружкооб- |
|
разования. |
Выкраш./Внешний угол, |
• Уменьшить подачу во время входа/ |
режущая кромка |
выхода. |
|
• Уменьшите скорость резания. |
|
• Увеличить концентрацию СОЖ. |
|
• Переточка сверла. |
Наращивание кромки |
• Если ближе к периферии, увеличить |
|
скорость резания. |
|
• Если ближе к центру, увеличить подачу/ |
|
об. |
|
• Если сверло изношено, заточить его. |
Неуд. допуск по диаметру • Увеличить подачу/об.
•Используйте развёртывание, см. стр. 174.
•Используйте расточную операцию 253.
Неуд. позиционирование • Уменьшить подачу/об на входе.
•Уменьшить подачу/об.
•Используйте расточную операцию 253.
• При сверлении деталей с грубой, твёрдой или наклонной поверхностью снижайте скорость подачи на 30%–50% на входе и выходе.
• Центровочное отверстие с углом
140°.
Неуд. шероховатость |
• Уменьшить подачу/об. |
|
• Увеличить скорость резания. |
|
• Используйте развёртывание, см. стр. 174. |
Заусенцы на выходе • Уменьшить подачу/об на выходе.
•Уменьшить ширину подготовки кромки
(bn).
Поломка в конце обраб. |
• Уменьшить подачу/об во время входа/ |
|
выхода. |
|
• Отрегулировать параметры резания для |
|
улучшенного удаления стружки. |
68