

Каталоги seco / точение 2012
.pdfТокарная обработка – Державки
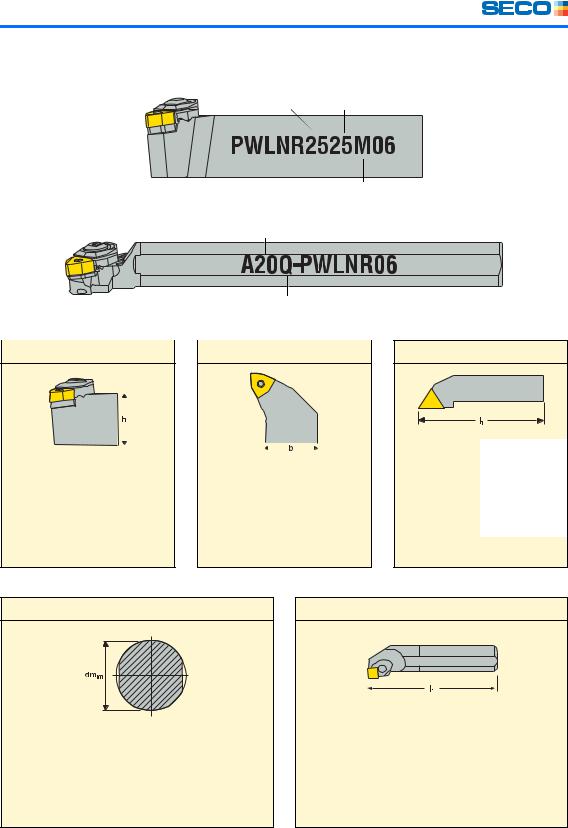
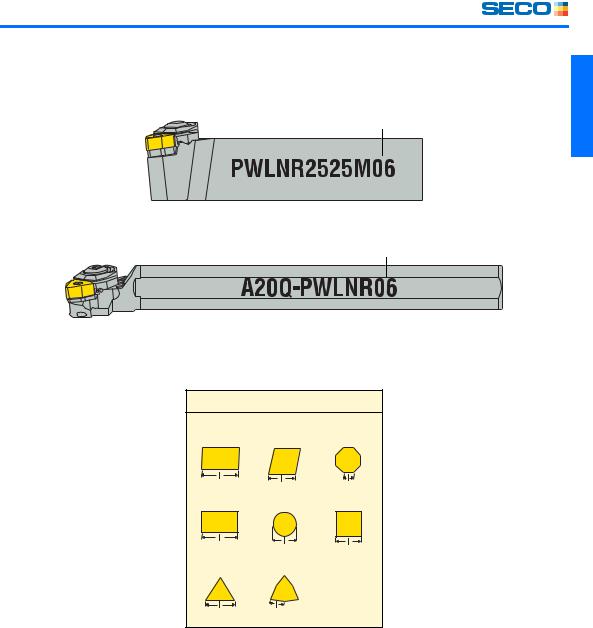
Модель державки
Выбор державки подходящей для операций приведённых в обзоре на стр. 92-97 (наружн.) и стр. 98-101 (внутр.).
|
|
|
|
|
Форма пластины |
|
|
|
|
|
|
|
|
|
|
|
Задний угол пластины |
|
|
|
|
|
|
|
Наружная |
|
|
Версия |
|
|
|
|
|
|
|
|
|
Тип инструмента |
|
|
|
|
|
|
|
|
|
|
Форма пластины |
Задний угол пластины |
|
|
||
|
|
Внутренняя |
|
|
Тип державки |
Тип инструмента |
Версия |
|
|
|
|
|
|
|
|
|
|
||||
Наружная |
|
|
|
|
Внутренняя |
|
|
Внутренняя |
|
|
Тип инструмента |
|
|
Тип державки |
|
|
Тип инструмента |
|
|||
A |
B |
D |
F |
G |
A |
= Сталь с каналом для СОЖ |
F |
K |
||
|
|
|
|
|
|
|
||||
|
|
|
|
|
S |
= Цельная сталь |
|
L |
P |
|
H |
J |
K |
L |
N |
|
|
|
|
|
|
|
|
|
|
|
E = Цельный тв. сплав с напа- |
Q |
S |
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
ян.* режущей головкой и ка- |
|
|
||
P |
R |
S |
T |
V |
|
налом для СОЖ |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
* Напаянный или подобный |
|
U |
Y |
||
|
|
|
|
|
|
|
|
|||
Версия |
|
|
Форма пластины |
|
|
|
Задний угол пластины |
|
||
L |
|
|
A |
B |
C |
D |
|
A |
B |
C |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
E |
H |
K |
L |
E |
F |
|
|
|
D |
||
N |
|
|
|
|
|
M |
O |
P |
R |
|
|
|
|
|
G |
N |
P |
R |
T |
V |
W |
|
|
S |
|
|
|||
|
|
|
|
O = Специальный |
|
21
Токарная обработка – Державки
Хвостовик державки
Выбор наиболее стабильного хвостовика подходящего для станка и операции.
Высота хвостовика |
Ширина хвостовика |
Наружная |
Длина инструмента |
|
Диаметр хвостовика |
Внутренняя |
Длина инструмента |
|
Наружная |
Наружная |
||||||||||
Высота хвостовика |
|
Ширина хвостовика |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 = 12 мм |
12 = 12 мм |
25 = 25 мм |
25 = 25 мм |
32 = 32 мм |
32 = 32 мм |
и т.д. |
и т.д. |
Наружная
Длина инструмента
A = 32 мм |
M = 150 мм |
C = 50 мм |
P = 170 мм |
D = 60 мм |
R = 200 мм |
E = 70 мм |
S = 250 мм |
F = 80 мм |
T = 300 мм |
H = 100 мм |
V = 400 мм |
K = 125 мм |
|
|
|
Стандартная длина как показано выше
Внутренняя
Диаметр хвостовика
12 = 12 мм
20 = 20 мм
25 = 25 мм и т.д.
Внутренняя
Длина инструмента
K = 125 мм |
R = 200 мм |
L = 140 мм |
S = 250 мм |
M = 150 мм |
T = 300 мм |
N = 160 мм |
U = 350 мм |
P = 170 мм |
V = 400 мм |
Q = 180 мм |
|
Стандартная длина как показано выше
22
Токарная обработка – Державки
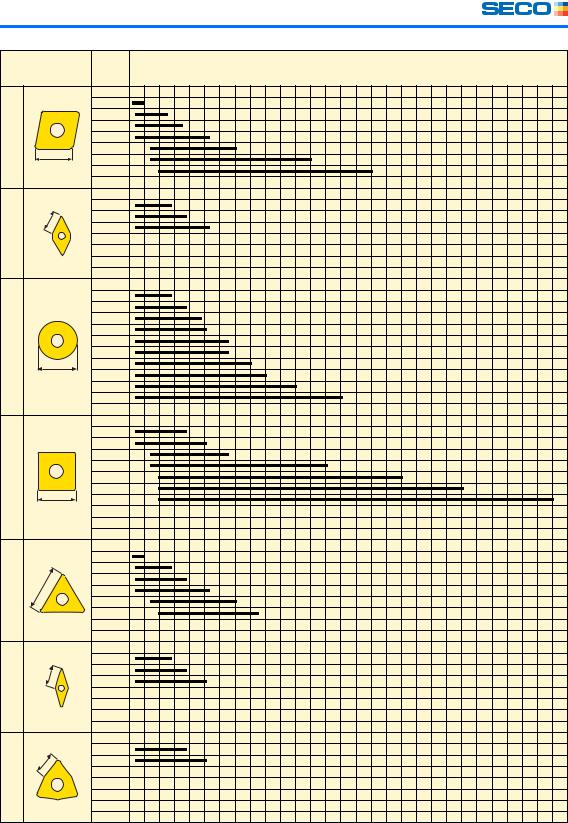
Размер пластины
Размер пластины это один из факторов который определяет максимальную глубину резания (другие факторы - угол режущей кромки, радиус вершины и стружколом). Используйте таблицу на следующей странице как руководство для выбора размера пластины.
Длина реж. кромки
Наружная
Длина реж. кромки
Внутренняя
Длина реж. кромки
A, B, K |
C, D, E, M, V |
H, O, P |
L |
R |
S |
TW
23
Токарная обработка – Державки |
|
|
|
|
|
|
|
|
|
|
|||||
Форма и размер пластины |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Размер |
|
|
|
|
|
Макс. глубина резания ap (мм) |
|
|
|
|
|
|||
|
2 |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
28 |
|
Форма пластины |
пласт. |
||||||||||||||
|
04 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
C |
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
07 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
08 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
31 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
38 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T |
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
27 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
33 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
V |
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
08 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
W |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
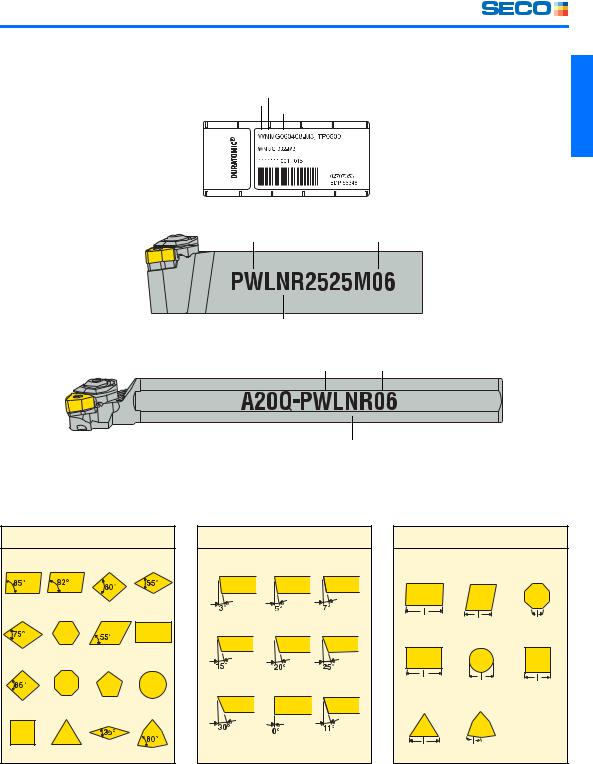
Токарная обработка – Пластины
Тип и размер пластины
Тип и размер пластины определяется выбранной державкой. Обозначение пластины должно соответствовать обозначению державки.
|
|
|
|
|
Задний угол пластины |
|
|
|
||
|
|
|
|
|
Форма |
Длина реж. кромки |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Форма |
|
|
Длина реж. кромки |
|
|
|
|
|
|
Наружная |
Задний угол пластины |
|
|
|
||
|
|
|
|
|
|
|
Форма |
Длина реж. кромки |
|
|
|
|
Внутренняя |
|
|
|
|
Задний угол пластины |
|
|
|
|
|
|
|
|
|
|
|
|
||
Форма пластины |
|
Задний угол пластины |
|
Длина реж. кромки |
|
|||||
A |
B |
C |
D |
A |
B |
|
C |
A, B, K |
C, D, E, M, V |
H, O, P |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|||
E |
H |
K |
L |
D |
E |
|
F |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
L |
R |
S |
M |
O |
P |
R |
|
|
|
|
|
|
|
|
|
|
|
G |
N |
|
P |
|
|
|
|
|
|
|
|
|
|
|
T |
W |
|
S |
T |
V |
W |
|
|
|
|
|
|
|
|
|
|
|
|
O = Специальный |
|
|
|
||
25
Токарная обработка – Secolor®
Secolor это система для представления области применения определённой пластины. Она основана на матрице из восемнадцати квадратов символизирующих различные обрабатываемые материалы и различные условия обработки. Геометрия пластины, например основная форма и стружколом, вместе со сплавом определяют область применения для которой предназначена эта пластина.
Чёрные точки в матрице указывают главные области применения пластин, а кружки указывают альтернативные области.
|
|
|
Получерновая |
Черновая |
|||
Чистовая обработка |
обработка |
обработка |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сталь |
|
|
|
|
|
Главная область применения |
||
(ISO P) |
|
|
|
|
|
|
|
|
Нерж. сталь |
|
|
|
|
|
|
||
|
|
|
|
|
|
|||
(ISO M) |
|
|
|
|
|
|
|
Альтернативная область приме- |
Чугун |
|
|
|
|
|
|||
|
|
|
|
|
||||
(ISO K) |
|
|
|
|
|
|
|
нения |
Цветные материалы |
|
|
|
|
|
|
||
|
|
|
|
|
|
|||
(ISO N) |
|
|
|
|
|
|
|
|
Суперсплавы и титан |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
(ISO S) |
|
|
|
|
|
|
||
Прочие материалы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
(ISO H) |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
26
Токарная обработка – Стружколомы
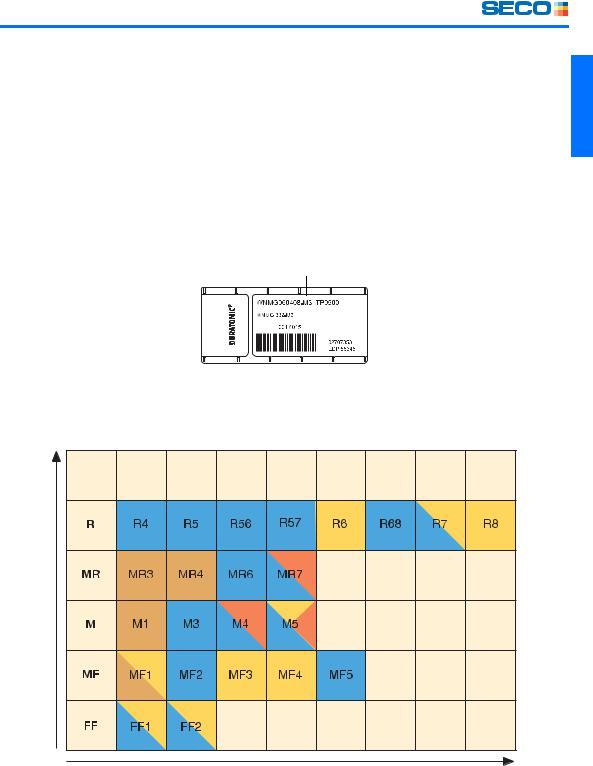
Стружколомы
Стружколомы разрабатываются для придания кромке требуемой геометрии для разных областей применения.
Обозначение стружколомов указывают области их применения:
Буква: |
F = Чистовая |
Первая цифра: 1 |
= Низкая прочность кромки |
|
M = Промежуточная |
9 |
= Высокая прочность кромки |
|
R = Черновая |
|
|
Цвет в таблице указывает группу материалов по ISO для которой адаптированы стружколомы.
Стружколом
Таблица стружколомов для негативных пластин основных форм операцииТип 




Прочность кромки
27
Токарная обработка – Стружколомы
Стружколомы
-MF2 |
|
|
|
|
|
|
|
|
|
WNMG 0804.. |
Для чистовой обработки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-M3 |
|
|
|
|
|
|
|
|
WNMG0804.. |
Для общей обработки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-M5 |
|
|
|
|
|
|
|
|
|
|
WNMG 0804.. |
Для черновой обработки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Полная программа показана на следующих страницах.
(мм) |
p |
Глубина резания a |
Скорость подачи, f (мм/об) |
28
Токарная обработка – Стружколомы
Программа стружколомов, негативные пластины основных форм
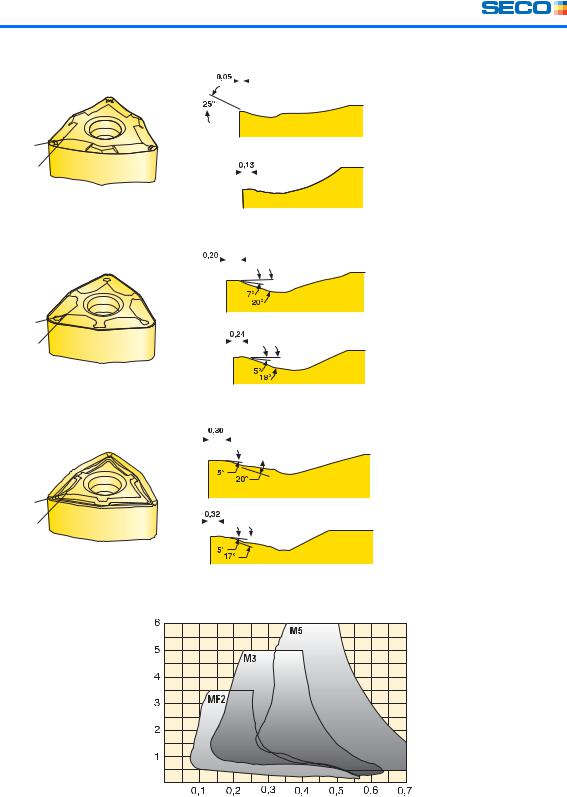
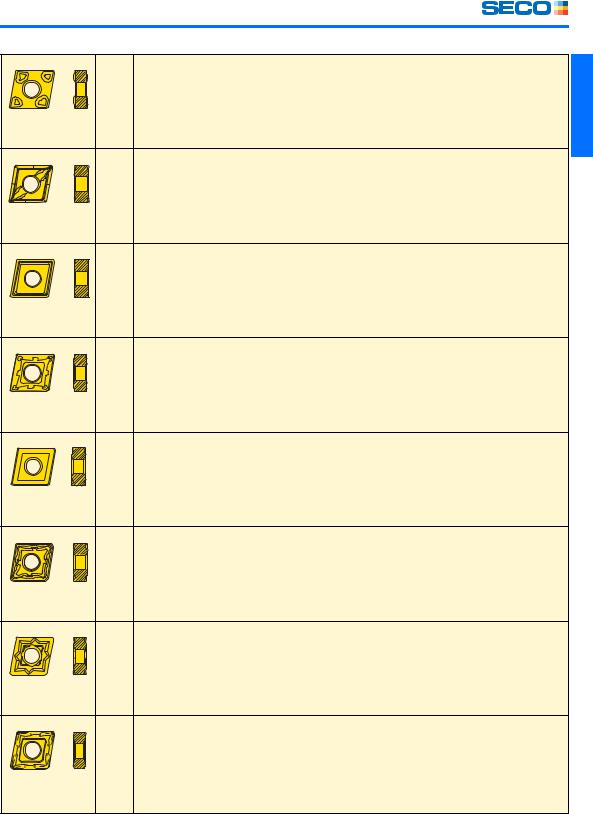
-FF1 Стружколом для негативных пластин. Используется для чистовой обработки стали и нерж. стали для получения очень низкой шероховатости.
Диапазон обработки: f = 0,08–0,30 мм/об, ap = 0,2–3,0 мм.
-FF2 Стружколом для негативных пластин. Предназначен для чистовой и получистовой обработки сталей и нержавеющих сталей. Позитивный, с узкой стружечной канавкой, обеспечивает лёгкое резание в сочетании с исключительным формированием стружки.
Диапазон обработки: f = 0,08–0,30 мм/об, ap = 0,2–1,5 мм.
-M1 Стружколом предназначен для суперсплавов и титановых сплавов. Он имеет позитивный передний угол и немного хонингованную кромку для повышения прочности. Также выпускается с острой кромкой (тип ..GG пластина).
M1 предназначен для лёгкой черновой и для получистовой обработки. Диапазон обработки: f = 0,2–0,4 мм/об, ap = 1,5–5,0 мм.
-M3 Предпочтительный выбор для получерновой обработки и также наиболее универсальный стружколом Seco. В большинстве случаев это единственный стружколом который нужен. Предлагает наибольший срок службы и лучшее стружкообразование в широком диапазоне режимов резания и материалов заготовок. Подходит для точных поковок и деталей - отливок с минимальным припуском на обработку, что касается стружкообразования и прочности кромки.
Диапазон обработки: f = 0,15–0,50 мм/об, ap = 0,5–5,0 мм.
-M4 Стружколом предназначен для чугунов. Позитивный передний угол с узкой тавровой фаской даёт низкие силы резания.
Предпочтительный выбор для обработки чугуна на высоких скоростях. Диапазон обработки: f = 0,1–0,7 мм/об, ap = 0,2–7,0 мм.
-M5 Предпочтительный выбор для черновой обработки двусторонними пластинами. Предназначен для ответственных операций обработки сталей, нержавеющих сталей и чугунов с высокой подачей. Сочетает высокую прочность кромки с относительно низкими силами резания.
Диапазон обработки: f = 0,3–0,7 мм/об, ap = 1,5–7,0 мм.
-MF1 Стружколом для обработки нержавеющей стали, суперсплавов и титановых сплавов. Пластина типа ..GG имеет острую, прецизионно шлифованную кромку. Пластина типа ..MG имеет слегка хонингованную кромку для повышения прочности.
MF1 предназначен для получистовых и чистовых операций. Диапазон обработки: f = 0,08–0,30 мм/об, ap = 0,2–3,5 мм.
-MF2 Предпочтительный выбор для чистовых операций с негативными пластинами. Подходит для глубин резания до 0,25 мм, обеспечивая подачу более 0,25 мм/об. Хорошая возможность для получерновой обработки.
Диапазон обработки: f = 0,1–0,4 мм/об, ap = 0,2–3,0 мм.
29
Токарная обработка – Стружколомы
Программа стружколомов, негативные пластины основных форм
-MF3 Стружколом с позитивным передним углом предназначен для нержавеющих сталей средней сложности.
MF3 также предназначен для лёгкой черновой обработки относительно мягкой, "липкой" стали и труднообрабатываемой нержавеющей, если глубина резания ограничена. MF3 можно также использовать для чистовой обработки чугуна.
Диапазон обработки: f = 0,2–0,4 мм/об, ap = 1,0–4,0 мм.
-MF4 Стружколом предназначен для средней/чистовой обработки нержавеющей стали, очень открытая и высоко позитивная геометрия.
Диапазон обработки: f = 0,15–0,50 мм/об, ap = 0,5–4,0 мм.
-MF5 Стружколом предназначен для средней чистовой обработки стали и нержавеющей стали на больших подачах.
Очень легко режущая и открытая геометрия. Диапазон обработки: f = 0,2–0,8 мм/об, ap = 0,2–2,7 мм.
-MR3 Стружколом с позитивным передним углом уменьшает силы резания, что обеспечивает очень высокую надёжность кромке.
Предназначен для получерновой и черновой обработки суперсплавов и закалённых сталей. Диапазон обработки: f = 0,2–0,6 мм/об, ap = 1,5–7,0 мм.
MR4 имеет негативную тавровую фаску дающую исключительно высокую прочность кромки. -MR4 Стружколом предназначен для более тяжёлых операций по суперсплавам и титановым сплавам,
таких как прерывистое резание и обработка деталей с необработанной поверхностью. Диапазон обработки: f = 0,15–0,50 мм/об, ap = 1,5–7,0 мм.
-MR6 Стружколом для промежуточной и получерновой обработки стали. Очень простое резание и открытая геометрия.
Двусторонние и односторонние.
Диапазон обработки: f = 0,25–0,80 мм/об, ap = 0,9–5,0 мм.
Самый прочный стружколом для двусторонних пластин. MR7 подходит для больших подач и глу- -MR7 бин резания, которые обычно требуют одностороннюю пластину. Стружколом имеет широкую не-
гативную тавровую фаску, обеспечивающую высокую прочность кромки. Диапазон обработки: f = 0,35–0,90 мм/об, ap = 1,5–7,0 мм.
-R4 Стружколом для односторонних пластин. Он имеет позитивную режущую кромку дающую низкие силы резания.
Диапазон обработки: f = 0,2–0,6 мм/об, ap = 2,0–10,0 мм.
30