Лекции / Официальные лекции Заводян / Лекция 4
.doc
Лекция 4
Тема. Основная конструкторская и технологическая документация (ТД). Назначение оформление, применение ТД. Общие сведения о проектировании ТП и схема основных этапов типового ТП изготовления ЭВС.
Для выпуска различной микроэлектронной аппаратуры, в том числе ЭВС, всегда разрабатывают на каждое изделие комплект технической документации. И само производство изделий осуществляется с применением этой документации.
Техническая документация состоит из технологической документации (ТД) и конструкторской документации (КД). По КД разрабатывают ТД, а иногда КД используют в процессе производства МЭА, например при изготовлении изделий в условиях единичного производства. КД и ТД изготавливают по строго определенным правилам; в результате на всех предприятиях отрасли действуют единые правила изготовления, оформления и обращения КД и ТД. Тем самым обеспечиваются взаимосвязь и общее понимание между предприятиями отрасли касательно документации, находящейся у них в обращении. Этому способствует обязательное требование изготовления КД и ТД по ЕСКД и ЕСТД, соответственно.
Единая система конструкторской документации (ЕСКД) представляет собой комплекс государственных стандартов, устанавливающий взаимосвязанные положения по порядку разработки, оформления и обращения КД. Под обращением понимается передача документации предприятия (как внутри, так и за его пределами) разным организациям, службам и подразделениям, а также передача на корректировку, исправление и хранение документации. В состав КД входят: технические условия, чертежи деталей и сборочных единиц (сборочно-габаритные), схемы, спецификации, ведомости спецификаций, пояснительные записки. Программы и методики испытаний, эксплутационная и ремонтная документация, карты технического уровня и качества изделия, патентный формуляр и другие документы.
Важно кратко охарактеризовать основные виды КД. Сборочный чертеж представляет собой изображение сборочной единицы того или иного уровня и содержит данные, необходимые для сборки. Для отдельной детали изготавливают чертеж детали, на котором указывают форму, размеры, материалы и другие сведения, необходимые для изготовления. Спецификация – это документация, которая определяет состав сборочных единиц, в сущности – это перечень конструктивов с минимумом достаточной информации и оценки их характеристик. Схема представляет собой документ, на котором показаны в виде условных изображений или обозначений составные части изделий и связи между ними. Для обозначения различных схем используют буквы: Э – для электрических, Г – гидравлических, П – пневматических, К – кинематических, О – оптических, С – комбинированных. В зависимости от основного назначения схем их типы обозначают цифрами:
1 - структурная;
2 - функциональная;
3 - принципиальная;
4 - схема соединений (монтажная);
5 - схема подключений;
6 - общая схема;
7 - схема расположения;
8 - прочие схемы;
0 - совмещенная (объединенная) схема.
Например, схема электрическая функциональная обозначается Э2; электрическая принципиальная – Э3. Технические условия (ТУ) – один из главных видов КД, в котором содержатся краткие сведения о функциональных особенностях изделия, о параметрах: электрических, массогабаритных, механических, эксплутационных условий, хранения и транспортировки изделия; а также результаты испытаний изделий на надежность и др. Карта технического уровня и качества – документ, содержащий результаты анализа разработанного изделия на соответствие его международным стандартам. Патентный формуляр содержит результаты анализа информационного поиска на патентную чистоту изделия, сведения о новых технических решениях и сведения защищающие в правовом отношении данную разработку (изделие, технологию, метод и т.д.).
Количество конструкторских документов в комплекте КД на изделие зависит от ряда факторов, главными из которых являются степень сложности изделия и тип производства (объем выпуска).
Технологическая документация (ТД) разрабатывается в соответствии с требованиями единой системы технологической документации (ЕСТД). ЕСТД – это комплекс государственных стандартов (ГОСТ-ов), устанавливающих правила и положения по порядку комплектации, разработки, оформления и обращения ТД, применяемой при изготовлении, ремонте, регулировке и испытаниях изделий, а также нормативная документация для этих же производств и изделий. При разработке технологических процессов (ТП) всегда используют не только стандарты ЕСТД, но и другие руководящие документы (нормали, руководящие материалы для разработки новых процессов, норм расхода материалов и т.д.). К нормативным документам предприятия относятся различные ведомости и карты, содержащие перечни внутренних для предприятия норм (количественно рассчитанных и обоснованных): расхода материалов с учетом имеющегося оборудования; использования оснастки, инструмента; приемлемой квалификации рабочих и т.д., необходимых для изготовления каждого изделия.
В зависимости от объемов выпуска изделий, согласно входящим в ЕСТД ГОСТ-ам, можно разрабатывать полный комплект ТД или единичные технологические документы. Технологические документы делятся на основные и вспомогательные.
К основным ТД относятся: маршрутные карты (МК), технологические инструкции (ТИ), операционные карты (ОК), контрольные карты (КК), карты эскизов, карты технологического процесса, карты типовых технологических процессов, комплектовочные ведомости.
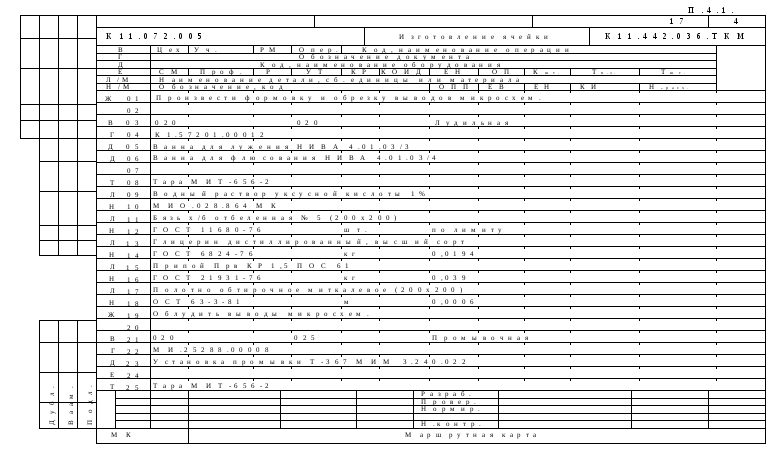
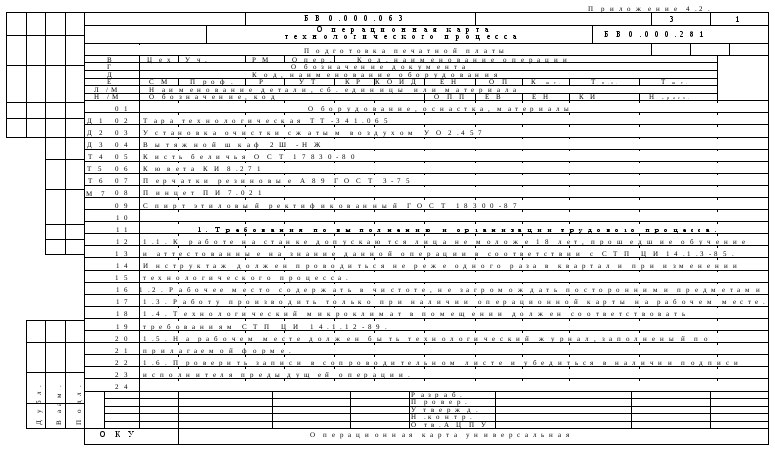
К вспомогательным ТД относятся: спецификации, карты учета обозначений, карты применения оснастки, технико-нормировочная карта, ведомости деталей и др. Целесообразно рассмотреть содержание отдельных технологических документов. Маршрутная карта (МК) – это технологический документ, содержащий полное или краткое описание процесса изготовления изделия либо его конструктивов. Кроме того, в МК содержатся следующие сведения: указаны марки основного технологического оборудования, технологические материалы и нормировочные сведения (о расходе материалов, квалификационном разряде исполнителя и др.). МК может содержать различные примечания, касающиеся техники безопасности, устранения дефектов и других аспектов технологии, на которые надо обращать повышенное внимание. МК разрабатывают при средних и больших объемах изготовления изделий. Пример МК дан в приложении 4.1 (см. П.4.1). Операционная карта (ОК) является технологическим документом, содержащим подробнейшее описание выполнения конкретной операции маршрута ТП. Текст ОК составляется таким образом, чтобы он был доступен для восприятия исполнителем операции, в том числе и наиболее низкой квалификации в данном производстве. В ОК приводятся: все средства для выполнения операции, режимы выполнения операции, нормы расхода материалов и другие сведения. ОК начинается с перечня используемых при выполнении данной операции оборудования, приспособлений, оснастки, материалов и полуфабрикатов. Далее идет описание порядка выполнения данной операции, порядка действие исполнителя операции, включая переходы, установы, позиции и т.д. ОК разрабатывается преимущественно для крупносерийного и массового выпуска изделий. Пример ОК приведен в приложении 4.2. Контрольная карта (КК) – технологический документ, описывающий операции контроля при изготовлении изделий либо их составных частей с указанием средств, материалов и методов контроля. Карта технологического процесса, как и карта типового технологического процесса, служит для маршрутно–операционного описания технологии изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида, а именно формообразования, обработки, сборки, монтажа, ремонта изделия и т.д. с указанием переходов, технологических режимов и данных об оборудовании, оснастке, материальных и трудовых затратах и соответственно для обычного и типового ТП. Технологическая инструкция (ТИ) – технологический документ, содержащий детальное или краткое описание основных этапов технологического процесса, содержит сведения об оборудовании, оснастке, материалах и т.д. В отличие от МК в ТИ могут содержаться теоретические сведения о процессах, происходящих на особо ответственных операциях, некоторые обстоятельные и подробные объяснения к различным действиям. Составляется ТИ и используется обычно при опытном или единичном производстве, а также при отработке технологии нового изделия. Пример ТИ представлен в приложении 4.3. Карта эскизов (КЭ) – это технологический документ, который самостоятельно не используется. Он может входить в состав ТИ, МК, ОК, либо в карты технологических процессов. КЭ содержит графический иллюстративный дополняющий или поясняющий материал, в частности эскизы деталей с жесткими допусками, либо поясняющие рисунки с видами возможных дефектов (рис. 4.1), либо схемы, таблицы и т.п., дополняющие или поясняющие содержание операций.

Рис.4.1. Пример иллюстративного материала из карты эскизов: неправильная галтель (а) и правильная галтель (б) паянного соединения; 1 – печатная плата, 2 – контактная площадка, 3 – чип-резистор, 4 – галтель (профиль припоя в месте пайки).
Спецификация технологических документов (Сп) представляет собой перечень всех технологических документов, выпущенных на изделие и его составные части. Материальная ведомость (МВ) предназначена для подготовки производства и является подетальной и сводной ведомостью норм расхода материалов. Ведомость оснастки (ВО) содержит перечень специальных и стандартных приспособлений и инструментов, необходимых для оснащения технологического процесса.
Технологические документы, кроме КЭ, могут содержать сведения по технике безопасности, производственной гигиене и санитарии, либо ссылки на соответствующие документы, содержащие эти сведения.
Согласно ГОСТ-ам в технологических документах технологические операции нумеруются цифрами арифметической прогрессии: 5, 10, 15 и т.д. Слева к этим числам допускается прибавлять нули: 005, 010, 015 и т.д. переходы нумеруются числами натурального ряда: 1, 2, 3 и т.д. Для обозначения позиций допускается применять римские цифры (I, II и т.д.). Технологические документы могут содержать ссылки на другие ТД и (или) КД. Использование тех или иных технологических документов в технологическом процессе производства преимущественно зависит от типа производства.
В единичном производстве используют часто технологические инструкции, а иногда изготовление осуществляется вообще без ТД, а с использованием только КД, например, сборочно-монтажные операции выполняют с применением сборочных чертежей либо монтажных схем. Для серийного производства используют обычно следующие ТД: ТИ, МК, КК, ОК (реже) и карты технологических процессов. В массовом используют чаще всего МК, ОК, КК, карты технологических процессов, карты типовых технологических процессов.
Общие сведения о проектирования ТП и схема основных этапов типового ТП изготовления ЭВС.
Правильно разработанный технологический процесс (ТП) должен обеспечить выполнение всех требований, указанных в рабочих чертежах и технических условиях. А также заданную производительность при минимальных производственных затратах.
Исходными данными для проектирования ТП являются: программа выпуска; технические условия на изделие, а при необходимости и на наиболее ответственные покупные компоненты и сборочные узлы; рабочие чертежи и общие виды изделий; спецификация всех деталей; монтажные схемы; руководящие и нормативные материалы (данные об оборудовании, нормы на инструменты, типовые технологические процессы, тарифно-квалификационный справочник и др.), а также источники информации о новых, перспективных технологиях.
Проектирование ТП изготовления ЭВС начинают с изучения рабочих чертежей и технологических условий, а также анализа всего объема исходной информации, затем намечают путь решения задач технологического проектирования с учетом основных подходов к проектированию, базирующихся на:
-
установлении корреляции между свойствами изделия и производственной системой;
-
использовании информационно-поисковых систем для отыскания типовых или других ранее разработанных ТП, обеспечивающих наилучший вариант изготовления изделия;
-
эскизном проектировании ТП методом рассуждений и с применением средств вычислительной техники
Проектирование ТП заканчивается изготовлением комплекта ТД в нужном объеме. Эффективность принятия технологических решений зависит от степени автоматизации ТП, использования систем автоматизированного проектирования (САПР) ТП и их возможностей, а также априорных и эмпирических знаний разработчика.
Решение задач технологического проектирования включает поиск разновидностей и оптимальной последовательности выполнения технологических операций; выбор оборудования (с учетом средней его загрузки) и технологической оснастки; расчет технологических режимов; нормирование материальных и трудовых ресурсов и т.д. При разбивке ТП на операции возможны интеграция, т.е. укрупнение или соединение нескольких простых операций в одну сложную, и дифференциация – раздробление, расчленение операций на несколько простых. В последнем случае требуется большее число рабочих мест, на каждом из которых выполняется простая операция. Для правильного выбора ТП необходимо знать его общую структуру. В частности, схема, отражающая систематизацию технологических процессов, представленная на рис. 4.2, может быть использована для определения структуры разрабатываемого ТП.

Рис.4.2. Систематизация ТП с учетом объема производства, назначения и степени детализации ТП при проектировании
В условиях единичного или опытного производства единственно пригодной считается интегрированная, укрупненная структура построения ТП. Интеграция операций повышает требования к рабочему месту, при этом облегчается планирование и сокращается длительность производственного цикла. По мере перехода к серийному типу производства возможны реализации комбинированных структур ТП (и интегрированных и дифференцированных). Дифференциация ведет к упрощению оборудования и рациональному использованию трудовых ресурсов. В современном серийном многономенклатурном производстве наиболее подходящей является интеграция операций на базе полной или частичной гибкой автоматизации.
Для производства микроэлектронной аппаратуры (МЭА), в том числе ЭВС, характерно изменение серийности производства. На этапах изготовления изделий элементной базы (ЭБ), например микросборок, производство является крупносерийным, а на этапах сборки и монтажа МЭА оно средне- или мелкосерийное. Поэтому при организации производства МЭА возможно применение как принципа дифференциации, так и интеграции операций (обычно на участках сборки и монтажа МЭА).
При установлении последовательности операций технолог руководствуется имеющимся у него опытом. Повысить качество ТП можно путем типизации ТП, т.е. выбора из многообразия действующих ТП наиболее производительного и рентабельного. Типовой ТП необходимо разрабатывать с учетом последних достижений науки и техники, передового опыта. Это позволяет значительно ускорить технологическую подготовку производства и повысить производительность.
Широкое применение прогрессивных типовых ТП, стандартных технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов предусматривает единая система технологической подготовки производства (ЕСТПП). С ее помощью обеспечивается единый для всех предприятий порядок выбора и применения методов и средств технологической подготовки производства (ТПП). ЕСТПП предусматривает основные стадии разработки документации, мероприятия по организации и совершенствованию ТПП, общие правила разработки ТП и выбора средств технологического оснащения, правила организации работ по автоматизации производства и др. Перспективные ТП разрабатывают на новые, перспективные изделия. На рис.4.3 представлена схема основных этапов типового ТП изготовления ЭВС.
Из схемы, приведенной на рис.4.3 видно, что процесс изготовления ЭВС характеризуется многообразием технологических операций, применяемых материалов, оборудования, оснастки и т.п.
Весь цикл изготовления ЭВС, включающий подготовку компонентов, плат и т.д., сборку, монтаж, регулировку, испытания и др. представляет последовательность механических тепловых, физико-химических, электрофизических и др. воздействий на объект производства. Таким образом ТП изготовления ЭВС является многофакторным. При этом следует учитывать, что конструкции изделий элементной базы весьма чувствительны не только к внешним воздействиям, но и к воздействиям технологических сред. Поэтому для обеспечения качества и надежности ЭВС необходимо нормировать технологические режимы и параметры процессов. В настоящее время разработаны нормативно-технологические документы (ГОСТ-ы, СТП, ОСТ-ы, и др.), определяющие общие и специальные требования, предъявляемые к компонентам, платам и другим комплектующим изделиям, и также процессам изготовления МЭА, включая ЭВС.
Контрольные вопросы к лекции 4.
-
Что такое ЕСКД и ЕСТД? Что они определяют и на что влияют?
-
Назовите основные конструкторские документы. В каких случаях изготовление изделия осуществляется непосредственно с их применением?
-
Приведите краткое содержание основных КД.
-
Назовите основную технологическую документацию. Дайте определение важнейших технологических документов: МК, ОК, ТИ, КК.
-
Каково содержание МК, ОК, ТИ и КК? Приведите примеры.
-
Какая технологическая документация относится к вспомогательной? Приведите примеры, касающиеся назначения вспомогательной ТД.
-
Какова роль ГОСТ-ов, СТП и ОСТ-ов в разработке ТД?
-
Перечислите факторы, определяющие детальность описания ТД.
-
Какая технологическая документация используется на производствах различных типов?
-
Назовите исходные данные для проектирования ТП.
-
С чего начинают и чем заканчивают проектирование ТП?
-
Из каких предпосылок намечают путь решения задач технологического проектирования?
-
Какие разновидности ТП (с учетом типа производства, назначения и степени детализации) Вам известны?
-
В каких случаях и с какой целью используют интеграцию и дифференциацию технологических операций?
-
Перечислите последовательность операций типового технологического процесса изготовления ЭВС и охарактеризуйте типовой ТП изготовления ЭВС в целом.

Рис.4.3. Схема основных этапов типового ТП изготовления ЭВС; ВКК – входной контроль качества; КК – контроль качества послеоперационный, Вых.КК – выходной контроль качества; НК – навесные компоненты; ПП – печатные платы; Пр.К – прочие конструктивы; ПСИ – приемо-сдаточные испытания; пунктирной линией показаны возможные поступления Пр.К (например, объемных соединителей, рамок, теплоотводов, переключателей, жгутов, шлейфов, средств индикации и др.) на разные этапы изготовления ЭВС.
Приложения 4.1, 4.2, 4.3.
Формы и примеры выполнения часто используемых основных ТД в технологических процессах изготовления ЭВС.