

17. Сцепление модели «17.» для двигателей 740.13-260 диск нажимной сцепления
КАРТА ДЕФЕКТАЦИИ ДИСКА НАЖИМНОГО СЦЕПЛЕНИЯ
Таблица 21
|
№ по каталогу |
НАИМЕНОВАНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
|
17.1601093 |
Диск нажимной сцепления |
СЧ21 |
НВ 180…241 |
|
№ дефекта |
Обозначение |
ВОЗМОЖНЫЙ ДЕФЕКТ |
РАЗМЕРЫ, мм |
СПОСОБ РЕМОНТА | ||
|
номинальный |
Предельно допустимый без ремонта | |||||
|
1 |
В |
Неравномерный износ, задиры, прожиги на поверхности трения |
53,5-0,2 |
53,45 |
Обработать до выведения следов дефектов | |
|
2 |
|
Дисбаланс |
30гхсм |
60гхсм |
Балансировать статически | |
Общий износ, задиры и прожиги на поверхности В снимают плоским шлифованием до выведения дефектов, при этом толщина диска не должна быть менее 53,0 мм. Наличие волосяных трещин на поверхностиВ не является браковочным признаком. При плоском шлифовании базируют деталь на магнитном столе в приспособлении относительно поверхностиДили на столе дискаЕ.
При балансировке диск устанавливают на оправку поверхностью Д, затем балансируют с точностью до 30гхсм, высверливая по периферии поверхностиЕотверстия глубиной не более 10 мм с расстоянием между центрами не менее 19 мм.
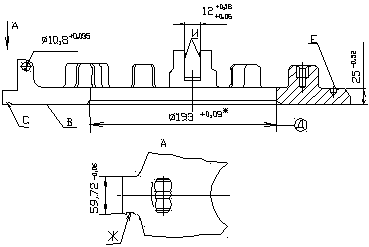
РИС. 32. ДЕФЕКТЫ ДИСКА НАЖИМНОГО СЦЕПЛЕНИЯ
18. Диск ведущий сцепления средний
КАРТА ДЕФЕКТАЦИИ ДИСКА ВЕДУЩЕГО СЦЕПЛЕНИЯ СРЕДНЕГО
Таблица 22
|
|
№ по каталогу |
НАИМЕНОВАНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
|
17-1601094 |
Диск ведущий сцепления |
СЧ 21 |
НВ 180-241 | ||||||
|
№ дефекта |
Обозначение |
ВОЗМОЖНЫЙ ДЕФЕКТ |
РАЗМЕРЫ, мм |
СПОСОБ РЕМОНТА | ||||||
|
номинальный |
Предельно допустимый без ремонта | |||||||||
|
1 |
Ж
|
Износ поверхностей шипов, сопрягаемых с поверхностями пазов маховика |
95 |
94,8 |
Наплавить | |||||
|
2 |
Б |
Неравномерный износ, задиры, прожиги на поверхности трения |
28,75-0,5 |
28
|
Обработать до выведения дефектов | |||||
|
3 |
К |
Скол, облом с ненагруженной стороны шипа |
|
|
Зачистить | |||||
|
4 |
С |
Срез, облом с нагруженной стороны шипа |
|
|
Браковать | |||||
|
5 |
|
Дисбаланс |
30 гхсм |
60 гхсм |
Балансировать статически | |||||
|
|
|
|
|
| ||||||

РИС. 33. ДЕФЕКТЫ ДИСКА ВЕДУЩЕГО СЦЕПЛЕНИЯ СРЕДНЕГО
Изношенную поверхность шипа наплавляют в углекислом газе проволокой ПАНЧ-11, фрезеруют в размер 95 (рис.33).
Поверхности БиВшлифуют на плоскошлифовальном станке до выведения износа с обильной подачей СОЖ. При этом толщина диска не должна быть менее 28 мм, неплоскостность поверхностейБиВ допускается до 0,07 мм, а непараллельность этих поверхностей до 0,1 мм. Наличие волосяных трещин на поверхностяхБиВ не является браковочным признаком.
Восстановленную деталь подвергает статический балансировке в сборе с механизмом автоматической регулировки. Деталь устанавливают на оправку поверхностью Ди балансируют с точностью не ниже 30 гхсм, высверливая на поверхностиД1отверстия глубиной не более 10 мм с расстоянием между центрами не менее 19 мм.