

9. Коромысло клапана.
В двигателях Евро-1 применены коромысла клапанов без бронзовой втулки, то есть в цельном исполнении.
КАРТА ДЕФЕКТАЦИИ КОРОМЫСЛА КЛАПАНА.
Таблица 13
|
№ ПО КАТАЛОГУ |
НАИМЕНОВАНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ | |||||
|
7406.1007144 |
Коромысло клапана |
Сталь 45 |
НВ167…212 | |||||
|
№ дефекта |
Обозначение |
ВОЗМОЖНЫЙ ДЕФЕКТ
|
Размеры, мм. |
СПОСОБ РЕМОНТА | ||||
|
Номинальный |
Предельно допустимый без ремонта | |||||||
|
1 |
А |
Износ отверстия |
Ø27 |
27,04
|
1.Установить втулку 2.Обработать в номинальный размер
| |||
|
2 |
Б |
Износ носка по высоте |
6,0 |
6,5 |
1. Обработать до выведения дефекта до размера не более 6,5 мм без закалки ТВЧ, более 6,5мм с закалкой ТВЧ. 2. Наплавить | |||
|
3
|
Г |
Износ резьбы М10х1-4Н5Н
|
|
Менее ½ длины резьбы |
Калибровать | |||
Основными
дефектами коромысла клапана являются
износ носка, износ внутреннего посадочного
диаметра А
и резьбы М10х1-4Н5Н. При восстановлении
коромысла клапана производят стопроцентную
установку втулки. При этом необходимо
развернут отверстие А до диаметра
29,1+0,023
мм.
Затем запрессовать втулку бронзовую
марки БрОЦС4-4-2,5 (НВ90). После запрессовки
втулки на вертикально-сверлильном
станке (например, мод.1Н135) с 2-х сторон
снимают зенковкой фаски, затем втулки
разворачивают, оставляя припуск 0,1 мм
на раскатку. Далее на этом же станке
втулки раскатывают в номинальный размер
Ø27![]() .
.
Предусмотрена
обработка отверстия во втулках под
номинальный размер Ø27![]() мм. Или при необходимости в два ремонтных
размера 26,85
мм. Или при необходимости в два ремонтных
размера 26,85![]() мм
и Ø26,7
мм
и Ø26,7![]() мм
в зависимости от износа цапф стойки
коромысел.
мм
в зависимости от износа цапф стойки
коромысел.
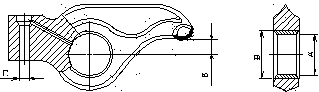
РИС.22. ДЕФЕКТЫ КОРОМЫСЛА КЛАПАНА
Износ резьбы Г проверяют калибром. При износе резьбы менее половины длины резьбу калибруют. Если изношено более половины длины резьбы, коромысло клапана обычно бракуют, поскольку это редкий дефект. При необходимости можно восстановить резьбу установкой ввертыша.
Поверхность носка коромысла при износе свыше 0,5 мм восстанавливают ручной наплавкой электродом Т-590. Далее выполняют шлифование в номинальный размер. Если износ носка менее 0,5 мм, наплавка не производится, и поверхность шлифуется «как чисто».
При шлифовании коромысла клапанов собирают на скалку – деталь поз.3 (рис.23) (до 40 штук) и закрепляются в приспособлении плоскошлифовального станка в два ряда. Тыльная сторона коромысла опирается на упор 4 (рис.23). Обработка ведется фасонными кругами 1.