

9.3. Основные виды шлифовальных работ
На шлифовальных станках можно выполнять шлифование наружных и внутренних цилиндрических, конических и фасонных поверхностей, шлифование плоских поверхностей, зубчатых колес, резьбы и другие шлифовальные работы с применением соответствующих кругов и приспособлений [11].
Шлифование наружных цилиндрических поверхностей производят на круглошлифовальных станках, применяя способы продольной и поперечной подачи или глубинный способ. Такие поверхности можно также шлифовать на бесцентровых станках при работе по методу продольной подачи или при шлифовании до упора.
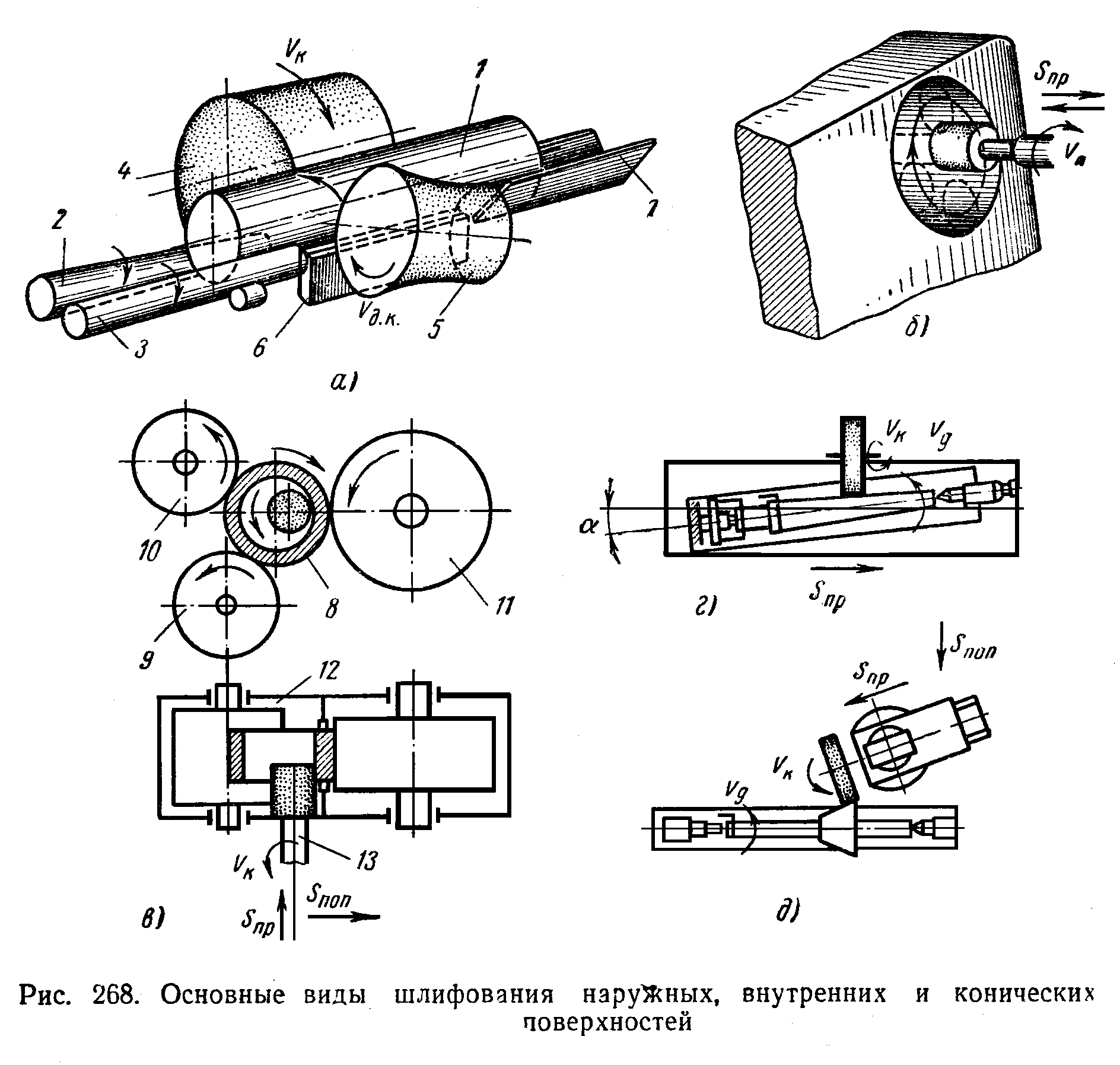
На рис. 73, а, показано шлифование цилиндрической поверхности на бесцентровом станке методом продольной подачи. Цилиндрическая деталь 1 по загрузочным валикам 2 и 3 подается к вращающимся шлифующему 4 и ведущему 5 кругам, захватывается ими и поступает в рабочую зону для шлифования; здесь деталь поддерживается упором (ножом) 6. Отшлифованное изделие из рабочей зоны поступает на выходные направляющие планки 7.
За один проход шлифовальный круг снимает слой металла толщиной 0,02–0,3 мм (на диаметр заготовки).
|
7 9 8 1 11 10 12 а в б г д |
|
Рис. 73. Основные виды шлифования наружных, внутренних и конических поверхностей: а – шлифование цилиндрической поверхности; б – обработка внутреннего цилиндрического отверстия; в – шлифование отверстий колец; г, д – шлифование наружных конических поверхностей; 1 – деталь; 2, 3 – загрузочные валики; 4 – шлифующий круг; 5 – ведущий круг; 6 – упор; 7 – направляющие планки; 8 – поддерживающий ролик; 9 – прижимной ролик; 10 – ведущий ролик; 11 – корпус; 12 – шпиндель |
Шлифование до упора применяется для обработки ступенчатых деталей.
Внутренние цилиндрические поверхности шлифуют на внутришлифовальных, планетарно-шлифовальных и бесцентровых станках.
Внутреннее шлифование применяют главным образом при обработке точных отверстий в закаленных деталях, а также в случаях, когда по каким-либо причинам невозможно использовать другие, более производительные методы точной обработки отверстий, например алмазное растачивание, хонингование и др.
Существуют две основные разновидности внутреннего шлифования: 1) шлифование отверстия во вращающейся заготовке и 2) шлифование отверстия в неподвижной заготовке.
Первый способ применяют при шлифовании отверстий в небольших по размерам заготовках, преимущественно представляющих собой тела вращения, например, отверстий в зубчатых колесах, в кольцах шарико- и роликоподшипников, а второй – при шлифовании отверстий в заготовках корпусных деталей, которые неудобно или невозможно закрепить в патроне станка.
В обоих случаях осуществляется продольная подача шлифовального круга вдоль оси шлифуемого отверстия; в первом случае – движением шпиндельной головки, во втором – движением стола.
Наиболее существенное отличие внутреннего шлифования от наружного круглого шлифования заключается в том, что обработка производится кругом малого диаметра. Как правило, диаметр круга при внутреннем шлифовании составляет 0,7–0,9 диаметра шлифуемой заготовки.
В обычных конструкциях шпиндельных головок окружная скорость круга при шлифовании отверстий малого диаметра большей частью не превышает 10 м/с и возрастает с увеличением размеров головок в соответствии с увеличением диаметров шлифуемых ими отверстий, доходя до 30 м/с при диаметрах отверстий свыше 30 мм. Относительно малая жесткость шпинделя шлифовального круга ограничивает величину глубины резания (поперечной подачей), составляющей (в зависимости от диаметра шлифуемого отверстия) при предварительном шлифовании стали и чугуна 0,5–0,02 мм и при чистовом шлифовании – 0,002–0,01 мм на один двойной ход. Меньшие значения поперечной подачи применяют при диаметрах отверстий, не превышающих 40 мм, и при больших отношениях длины отверстия к его диаметру. Во всех случаях внутреннее шлифование производят с продольной подачей. Величина продольной подачи составляет, как и при круглом наружном шлифовании, 0,4–0,8 ширины круга – при предварительном шлифовании и 0,25–0,4 ширины круга – при чистовом, причем меньшие значения применяют при отношении длины отверстия к диаметру, равном трем.
Для
обработки внутреннего цилиндрического
отверстия деталь небольших размеров
закрепляют в патроне станка и сообщают
ей вращательное движение (рис. 73, б).
Шлифовальный круг прямого плоского
профиля имеет вращательное движение и
две подачи: продольную вдоль оси и
поперечную (радиальную) после каждого
прохода. Круг должен иметь перебег на
![]() своей высоты.
своей высоты.
Крупные детали, которые неудобно или невозможно закреплять в патронах, устанавливают на столе планетарно-шлифовального станка, шпиндель круга которого вращается не только вокруг своей оси, но и вокруг оси обрабатываемого отверстия (см. рис. 73, б); кроме того, шлифовальный круг получает продольную подачу вдоль оси.
Отверстия колец (рис. 73, в) шлифуют на бесцентровом станке. Обрабатываемая деталь 1 вводится в рабочую зону и устанавливается между поддерживающим 8, прижимным 9 и ведущим 10 стальными роликами, находящимися в общем корпусе 11. Ролик 9, вращаясь на оси рычага, с заданным усилием прижимает обрабатываемую деталь к ведущему и поддерживающему роликам. Ведущий ролик, получающий движение от привода, вращает деталь со скоростью 40–60 м/мин. Осевым усилием, возникающим благодаря тому, что ось ведущего ролика повернута примерно на полградуса, деталь торцом прижимается к упору и шлифуется кругом, закрепленным на шпинделе 12. Шлифование обеспечивается благодаря силе трения, возникающей между ведущим роликом и деталью.
Бесцентровое шлифование обеспечивает очень высокую точность обработки.
Шлифование наружных конических поверхностей производят на круглошлифовальных станках путем поворота: 1) стола на угол конусности обрабатываемой детали (рис. 73, г); 2) шлифовальной бабки (рис. 73, д) и 3) передней бабки вместе с закрепленной в кулачковом патроне короткой шлифуемой деталью.
Наружные конические поверхности обрабатывают также заправкой шлифовального круга на конус, при этом улучшение качества шлифования детали достигается продольным колебательным движением круга. Внутренние конические поверхности шлифуют на бесцентровых станках путем поворота корпуса 12 (рис. 73, в) и детали на необходимый угол конусности, а также на внутришлифовальных станках путем поворота на определенный угол передней бабки с закрепленной деталью.
Фасонные поверхности отделывают на кругло- и плоскошлифовальных станках. К фасонному шлифованию относят также обработку направляющих станин сложной формы (рис. 74, а).
|
а б в г 2 |
|
Рис. 74. Основные виды шлифования фасонных поверхностей, зубчатых колес и резьбы: а – обработка направляющих станин сложной формы; б – шлифование тарельчатыми кругами; в – профильное копирование; г – отделка резьбы; 1 – деталь; 2 – шлифовальный круг |

Шлифование зубчатых колес осуществляют на зубошлифовальных станках методом обкатки или профильным копированием, применяя фасонные шлифовальные круги.
При обкатке зубья шлифуют двумя тарельчатыми кругами (рис. 74, б), которые устанавливают так, чтобы их торцы, обращенные к шпинделям, совпадали с боковыми сторонами зубьев. Боковые профили зубьев обрабатывают при сложных движениях зубчатого колеса и шлифовальных кругов.
При методе профильного копирования (рис. 74, в) зубья шлифуют фасонным кругом, имеющим форму впадины между зубьями. Таким шлифовальным кругом одновременно обрабатывают оба боковых профиля зубьев колеса.
Отделку резьбы производят на резьбошлифовальных станках однониточными или многониточными профильными шлифовальными кругами. Резьбошлифование бывает наружное и внутреннее. При наружном шлифовании резьбы многониточным кругом (рис. 74, г) деталь 1 устанавливают между центрами станка. Шлифовальный круг 2, укрепленный на шпинделе шлифовальной бабки, вращается от отдельного привода и имеет продольное перемещение на один шаг за один оборот детали.
Плоские поверхности шлифуют на плоскошлифовальных станках. Крупные детали закрепляют на столе станка при помощи упоров, планок и других приспособлений, а мелкие детали – при помощи электромагнитных плит.
Плоскости шлифуют периферией или торцом шлифовального круга.
Н
|
а б |
|
Рис. 75. Основные схемы шлифования плоскостей периферией круга: а – при возвратно-поступательном движении стола станка с обрабатываемой заготовкой; б – при закреплении обрабатываемой заготовки на вращающемся столе |
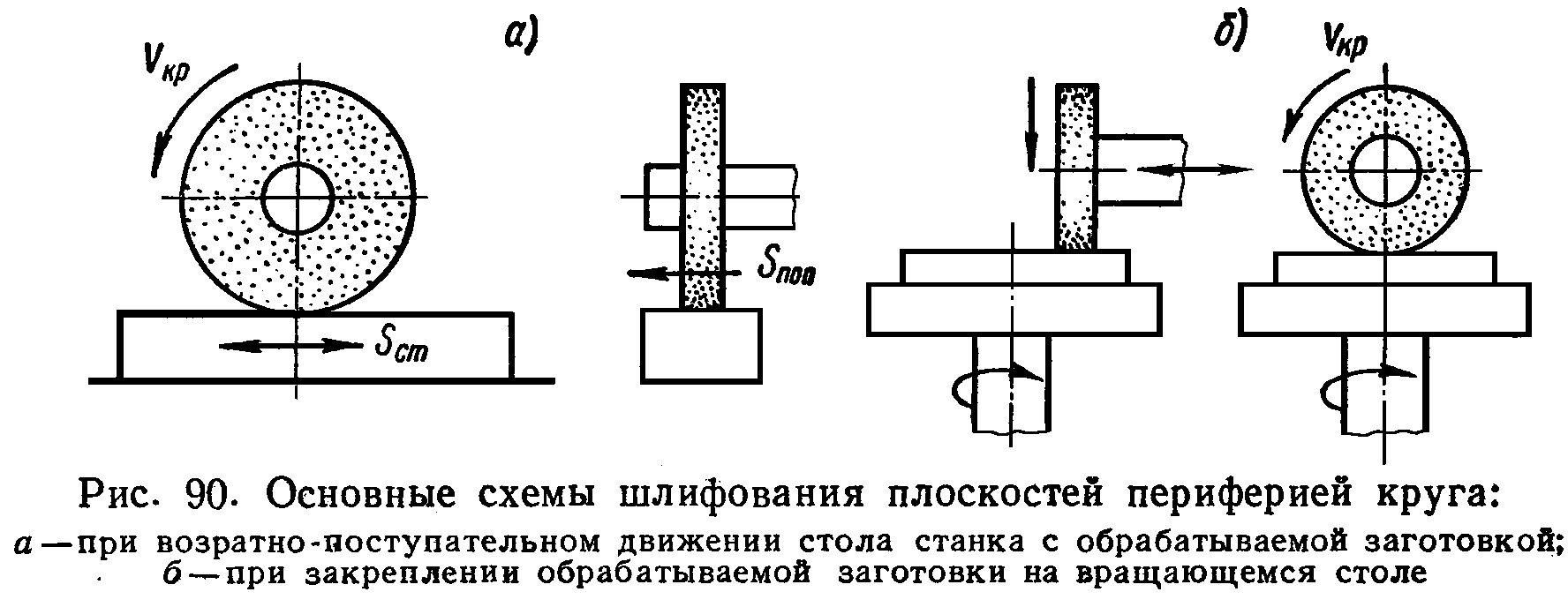
Шлифование периферией круга можно осуществить и при закреплении обрабатываемой заготовки на круглом вращающемся столе (рис. 75, б). В этом случае шлифовальный круг совершает вращательное и одновременно возвратно-поступательное движение параллельно шлифуемой поверхности. Шлифование плоскостей торцом круга выполняют как при поступательном движении обрабатываемой заготовки, так и при ее вращении.