

Контрольные вопросы и задания
1. Каковы основные элементы режима резания при фрезеровании?
2. Опишите фрезерные станки.
3. Опишите инструменты и приспособления для фрезерования.
4. Перечислите основные виды фрезерных работ.
5. Как осуществляется обработка плоских поверхностей?
6. Назовите основные виды фрезерования пазов, канавок, фасонных поверхностей и зубчатых колес.
7. Опишите универсальную делительную головку и перечислите виды обработки с ее использованием.
8. Обработка на строгальных и долбежных станках
8.1. Процесс строгания
Плоские поверхности обрабатывают строганием, долблением, фрезерованием, шлифованием и протягиванием (без учета отделочных операций).
Строгание и долбление наиболее применимы в серийном, особенно в мелкосерийном и индивидуальном производствах, поскольку для работы на строгальных и долбежных станках не требуется сложных приспособлений и инструментов. Однако эти виды обработки мало производительны. Низкая производительность объясняется тем, что обработку ведут одним или небольшим числом резцов с потерями времени на обратные холостые ходы.
Скорости резания при этих видах обработки относительно низки, так как осуществление возвратно-поступательного движения с большими скоростями представляет конструктивные трудности вследствие развивающихся больших сил инерции при движении деталей и узлов станка.
При строгании и долблении резцы устанавливают «на размер» обычно по разметке или по шаблонам и реже при помощи «пробных стружек». При установке и зажатии обрабатываемой заготовки на строгальном станке необходимо следить за тем, чтобы заготовка не была деформирована силами, развиваемыми зажимами, что особенно важно при чистовом строгании заготовок крупных размеров. Поэтому после чернового строгания таких заготовок рекомендуется отпустить все зажимы и вновь зажать заготовку так, чтобы она не имела деформаций.
Процессы строгания и долбления аналогичны, однако в первом случае (при работе на продольно-строгальных станках) движение резания придается заготовке, а движение подачи – резцу; во втором движение резания придается резцу, а движение подачи – заготовке, причем движение подачи осуществляется в плоскости, перпендикулярной направлению движения резца. Подача может производиться параллельно или перпендикулярно режущей кромке резца или по кругу.
Фрезерование в массовом производстве совершенно вытеснило применявшееся ранее строгание и частично долбление. В серийном и индивидуальном производствах строгание и долбление сохраняют за собой определенные области обработки, но и здесь фрезерование получило широкое распространение.
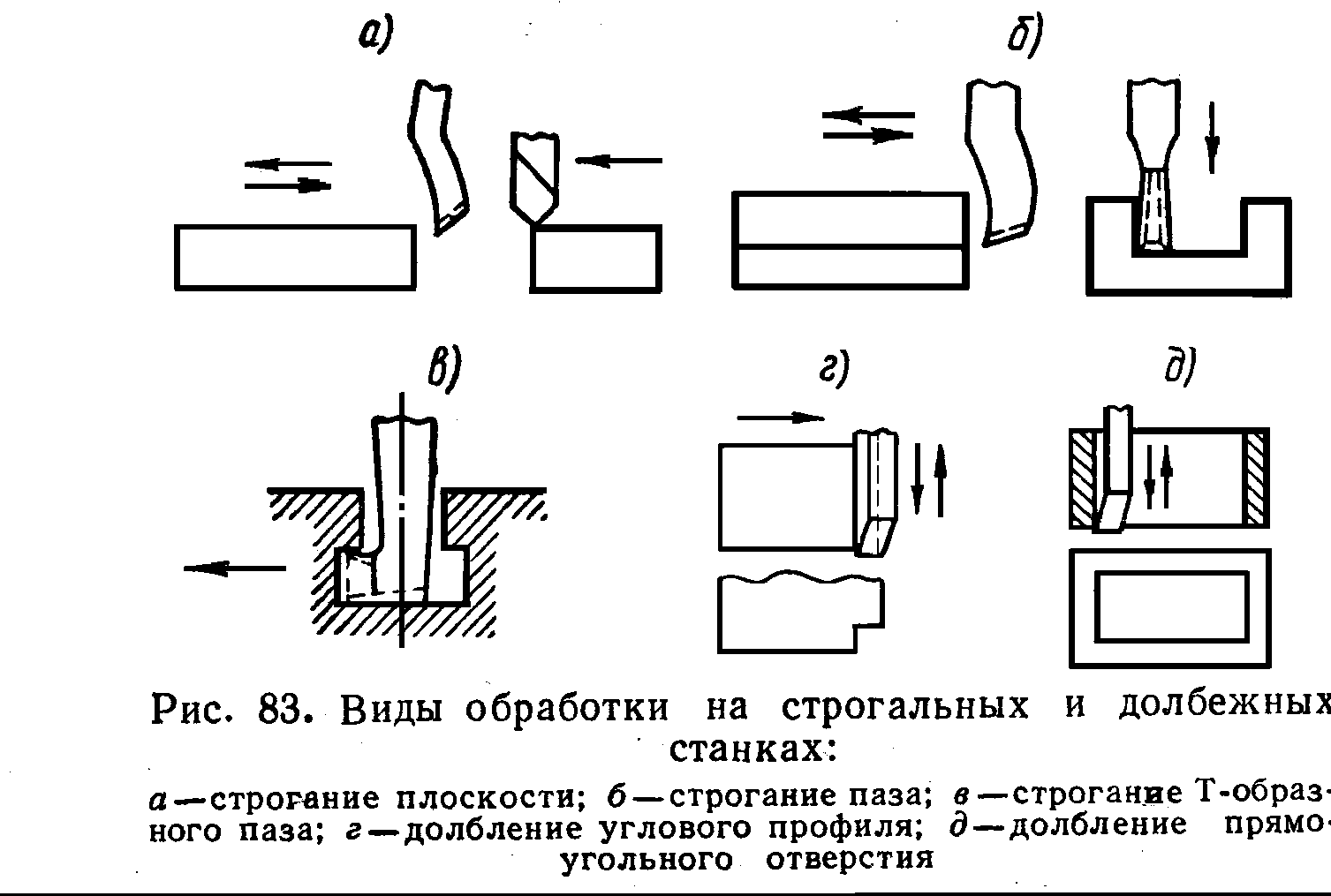
Наиболее характерные виды работ, выполняемых на строгальных и долбежных станках, показаны на рис. 62.
|
а б в д г |
|
Рис. 62. Виды обработки на строгальных и долбежных станках: а – строгание плоскости; б – строгание паза; в – строгание Т-образного паза; г – долбление углового профиля; д – долбление прямоугольного отверстия |
Строгание – процесс обработки горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей, пазов, канавок и других выемок при помощи специальных резцов [1, 3].
При строгании происходит прерывистое резание металла вследствие того, что резец совершает рабочий и холостой ходы.
Процесс строгания характеризуется рядом элементов режима резания: 1) скоростью резания; 2) подачей; 3) глубиной резания; 4) поперечным сечением среза; 5) машинным временем.
Скоростью резания V при строгании называют скорость рабочего хода, при котором происходит снятие стружки с заготовки; для поперечно-строгального станка скоростью резания является скорость рабочего хода ползуна, а вместе с ним и резца; для продольно-строгального – скорость перемещения стола.
В зависимости от конструкции строгального станка скорость рабочего хода и соответственно скорость резания могут быть переменными или постоянными.
На поперечно-строгальных станках с кривошипно-кулисным механизмом скорость рабочего хода Vр, а также скорость холостого хода Vх, являются величинами переменными. В начале и конце рабочего хода они имеют минимальное, а в середине – максимальное значения. Для этих станков скорость резания можно определить по формуле, м/мин,
![]() ,
,
где
L
– длина хода ползуна, мм; n
–
число двойных ходов ползуна в минуту;
![]() – отношение скорости рабочего хода к
скорости холостого хода; при малых
длинах хода ползуна в среднем m
= 0,75.
– отношение скорости рабочего хода к
скорости холостого хода; при малых
длинах хода ползуна в среднем m
= 0,75.
Строгальные станки с реечным механизмом для передачи движения имеют постоянную скорость рабочего хода. Для этих станков скорость резания определяют по формуле, м/мин,
![]() .
.
Скорость резания при строгании зависит от механических свойств обрабатываемого металла, материала и геометрии резца, величины подачи и глубины резания, а также длины хода ползуна с резцом [20].
Подача S при строгании представляет собой относительное перемещение детали (для поперечно-строгальных станков) или резца (для продольно-строгальных станков, рис. 63) в поперечном направлении за один двойной ход и измеряется в миллиметрах, деленных на двойной ход (мм/дв. ход). Подача всегда производится в конце обратного (холостого) хода, когда резец не нагружен стружкой.
Глубиной резания t при строгании (рис. 63, а) называют толщину слоя металла, снимаемую за один проход резца; ее измеряют в направлении, перпендикулярном обработанной поверхности.
Поперечное сечение среза f (рис. 63, а) определяется произведением толщины а на ширину в срезаемого слоя, мм2:
f = a · b = S · t.
Машинное время при строгании, т. е. время, затраченное на обработку детали строгальным резцом, вычисляют, исходя из расчетной ширины прохода резца (рис. 63, б), числа двойных ходов ползуна, подачи и количества проходов.
|
а б
|
|
Рис. 63. Схема процесса строгания и расчетная ширина прохода резца: а – движение резца при строгании; б – пояснение ширины прохода резца; 1 – обрабатываемая поверхность; 2 – поверхность резания; 3 – обработанная поверхность |

Определение мощности, расходуемой на процесс резания в поперечно-строгальных станках при установившемся режиме работы, производится с учетом горизонтальной составляющей силы резания в направлении движения ползуна и скорости резания.