

4.5. Обработка на револьверных станках
Токарно-револьверные станки отличаются от обычных токарных станков тем, что работа на них может производиться комплектом режущих инструментов нескольких видов, установленных в определенной последовательности в револьверной головке и на поперечном суппорте. Поэтому токарно-револьверные станки более производительны, чем обычные токарные станки, и, как правило, применяются в серийном производстве.
На токарно-револьверных станках можно выполнять все виды токарных работ при обработке как штучных заготовок, так и заготовок из пруткового материала. Токарно-револьверный станок (рис. 32) отличается от токарно-винторезного отсутствием задней бабки, на месте которой установлена револьверная головка 5 с кареткой 6.
|
|
|
Рис. 32. Общий вид токарно-револьверного станка: 1 – коробка подач; 2 – передняя бабка; 3 – станина; 4 – передний суппорт; 5 – револьверная головка; 6 – каретка |
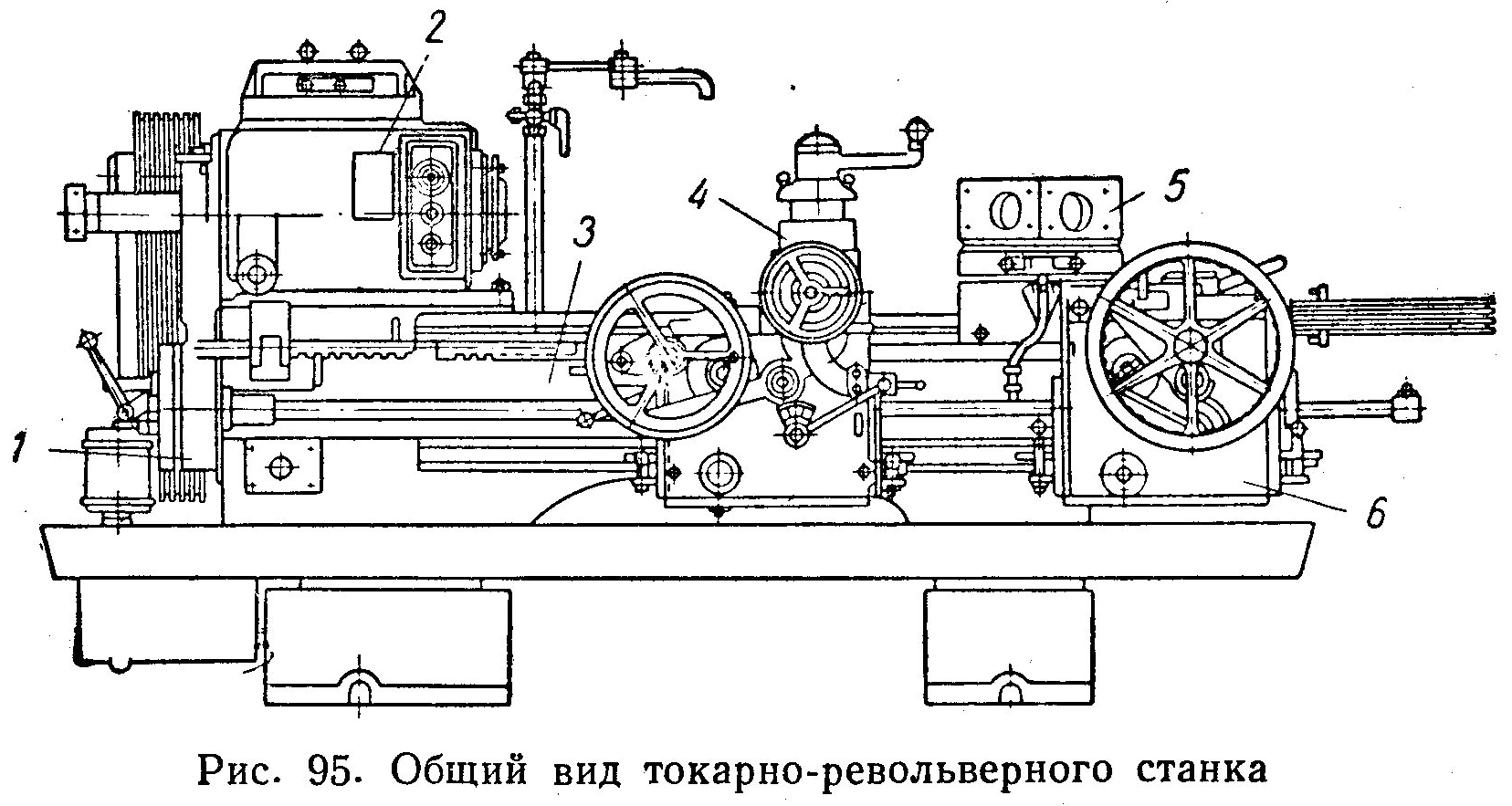
На станине 3 находится передняя бабка 2 с коробкой скоростей и приводом шпинделя, а также передний суппорт 4. Для обработки заготовок из пруткового материала шпиндель станка снабжен специальным механизмом подачи и закрепления прутка. Коробка подач 1 на токарно-револьверных станках имеет ограниченное число подач и иногда располагается в каретке револьверной головки 6, снабженной механизмом управления.
Револьверная головка бывает различных конструкций. Наиболее распространенными являются шестигранные револьверные головки (рис. 33, а) с вертикальной осью вращения и круглые револьверные головки (рис. 33, б) с горизонтальной осью вращения.
|
а
|
б |
|
Рис. 33. Виды револьверных головок и схемы наладок: а – с вертикальной осью вращения; б – с горизонтальной осью вращения | |


В шестигранных револьверных головках с вертикальной осью вращения имеется шесть гнезд для установки инструмента. Станки с такой головкой обычно изготовляют с одним поперечным (передним), а иногда с передним и задним суппортами. Последний используют для прорезки канавок, подрезки опорных поверхностей, отрезки, причем перемещать инструменты можно только в поперечном направлении. С помощью переднего суппорта выполняют такую же обработку, что и на токарно-винторезных станках, кроме нарезания резьбы, которое осуществляется при помощи револьверной головки. Наружную резьбу нарезают плашками, а внутреннюю – метчиками.
4.6. Обработка на токарно-карусельных и токарно-лобовых станках
Современные карусельные станки имеют 18 и более скоростей вращения планшайбы. Так, у карусельных станков, имеющих 36 скоростей вращения планшайбы, число оборотов шпинделя находится в пределах 5,85–134 в минуту, что позволяет при обработке поверхностей диаметром 1000 мм применять скорость резания 420 м/мин. На боковом суппорте 3 станка обычной конструкции (рис. 34) можно устанавливать один или два резца; суппорт перемещается горизонтально и вертикально.
|
|
|
Рис. 34. Общий вид токарно-карусельного станка: 1 – вертикальный суппорт; 2 – планшайба; 3 – боковой суппорт; 4 – стойка |

Вертикальный суппорт 1 смонтирован на консольной траверсе, закрепленной на стойке 4, и перемещается по ней в вертикальном и горизонтальном направлениях. На суппорте расположен резцедержатель с пятью гнездами для инструмента. Резцедержатель можно легко и быстро повернуть и закрепить рукояткой. Закрепление инструмента в резцедержателе производится обычными крепежными средствами. Деталь крепится на планшайбе 2. Все суппорты обладают механической подачей и реверсируются; имеется ускоренная подача для быстрого перемещения и установки резцов при наладке. Токарно-лобовые станки применяют в индивидуальном производстве и в ремонтных мастерских. Они предназначены для обработки крупных заготовок малой длины и большого диаметра, преимущественно устанавливаемых на планшайбе.
Современные лобовые токарные станки производят с большим диапазоном диаметров планшайб – от 1000 до 4000 мм с пределами чисел оборотов для больших планшайб 17–20 в минуту. Лобовые токарные станки изготовляют двух основных типов: с суппортами, установленными отдельно от бабки станка (рис. 35, а), и с суппортами, установленными на станине (рис. 35, б) токарных станков.
|
а б |
|
Рис. 35. Основные типы токарно-лобовых станков: а – с суппортами; б – с суппортами, установленными на станине; 1 – электродвигатель; 2 – коробка скоростей; 3 – планшайба; 4 – суппорт; 5 – коробка подач; 6 – ходовой вал; 7 – резцедержатель |

На коробке скоростей 2 установлен электродвигатель 1. Планшайба 3 укреплена и управляется на шпинделе обычными раздвижными несамоцентрирующими кулачками. Резец размешают на суппорте 4 (станок может быть снабжен двумя суппортами – передним и задним) в обычном одноместном резцедержателе 7. Если суппорт установлен на общей станине, подача его осуществляется от коробки подач 5 ходовым валом 6.