

6.2.2. Рычажные механизмы
Эти механизмы используются в виде прижимных планок в винтовых и эксцентриковых зажимах или в качестве усилителей приводов. Свойством самоторможения не обладают. На рис. 34 показаны три схемы рычагов. На всех схемах:1-зажимаемая деталь, 2- точка опоры (ось рычага), Q- исходная сила (сила на ведущем звене), W- развиваемая сила (сила на ведомом звене).
Методика расчета рычажного механизма дана ниже (с. 115).

Рисунок 34. Схемы рычажных механизмов
6.2.3. Рычажно-шарнирные механизмы
Эти механизмы обычно применяются в качестве усилителей приводов. По конструкции делятся на однорычажные (рис. 35), двухрычажные одностороннего действия (рис. 36, а), двухрычажные двухстороннего действия (рис. 36, б).
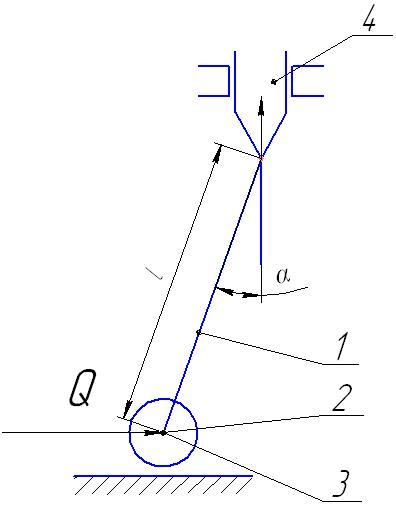
Рисунок 35. Схема однорычажного рычажно-шарнирного механизма:1 - рычаг; 2 - шарнир (ось рычага); 3 - ролик, 4 - плунжер
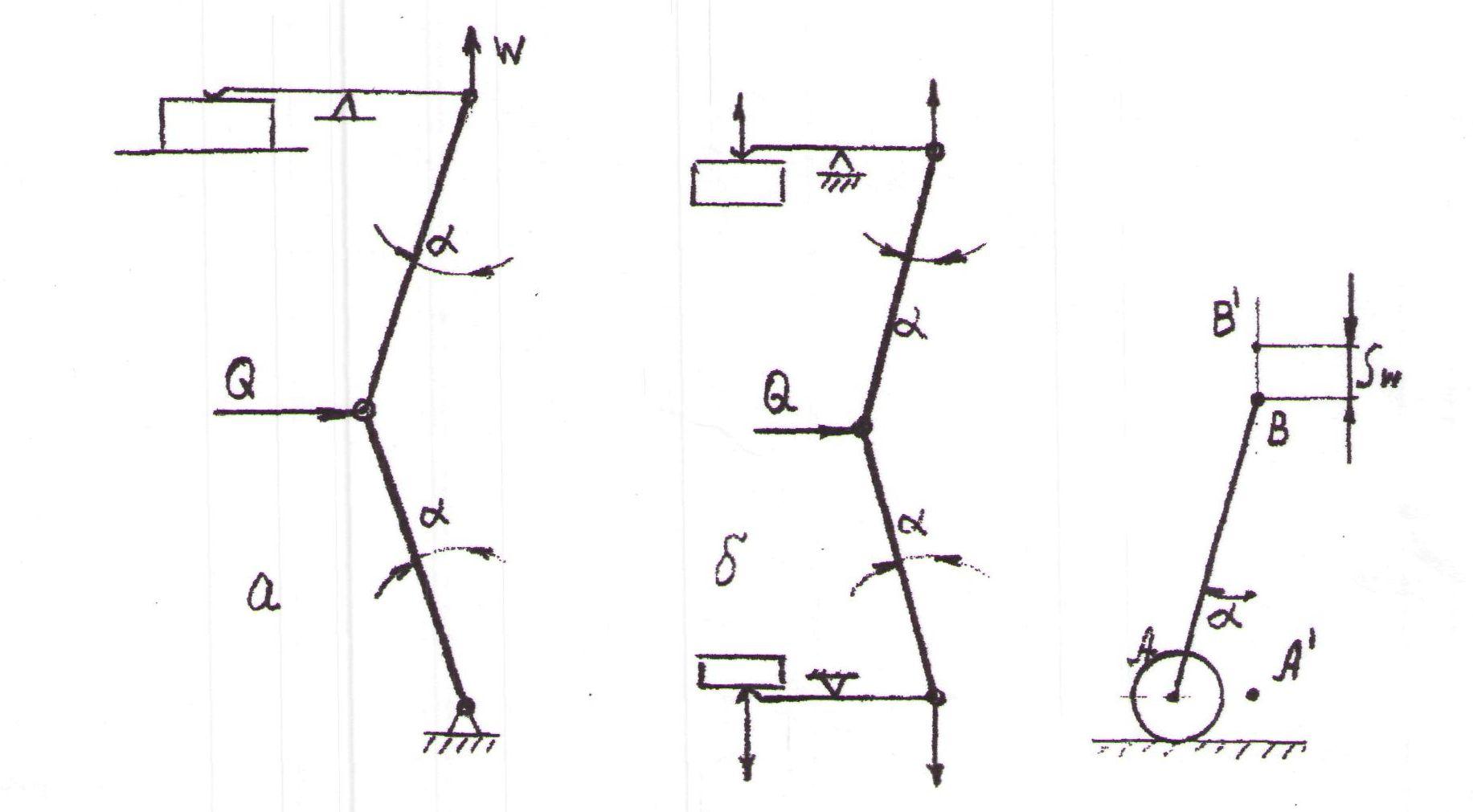
Рисунок 36. Схема 2х рычажного рычажно-шарнирного механизма: а-одностороннего действия, б- двухстороннего действия
6.2.4 Зажим в виде Г-образного прихвата
В станочных приспособлениях для быстрого закрепления заготовок так же довольно широко используется Г-образный прихват, схема которого показана на рис. 37. При закреплении и откреплении заготовки прихват автоматически поворачивается на определенный угол благодаря винтовой канавки(1) на его цилиндрической направляющей части, в которую входит фиксатор (2).
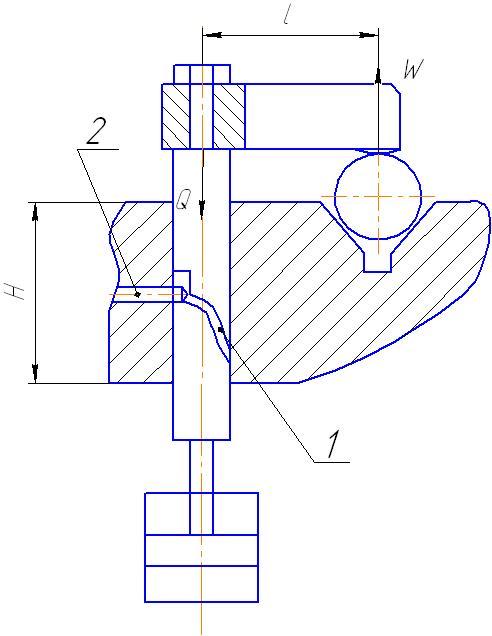
Рисунок 37. Схема Г-образного прихвата.W-сила закрепления,Q-исходная сила
6.3 Силовой привод
В механизированных станочных приспособлениях для закрепления деталей используются следующие виды силового привода:
1. Пневматический.
2. Гидравлический.
3. Пневмогидравлический.
4. Механогидравлический.
5. Электромеханический.
6. Магнитный: а) с электромагнитами; б) с постоянными магнитами.
7. Вакуумный.
8. Электростатический.
9. Пружинный.
10. Приводы силами резания и механизмами подач станка (самозажимные приспособления).
6.3.1 Пневматические приводы
Получили самое широкое распространение. Достоинства пневматических приводов: - сравнительная простота конструкции; дешевый источник энергии - сжатый воздух давлением 0.4…0.63 МПа (максимально допустимое давление 1 МПа).
Пневматические приводы состоят из пневмодвигателя, пневматической аппаратуры и воздухопроводов.
Пневмодвигатели делятся на поршневые (пневмоцилиндр с поршнем) и диафрагменные (пневматическая камера с диафрагмой).
По методам компоновки с приспособлениями пневмодвигатели могут быть встроенными, прикрепляемыми и приставными. У встроенных двигателей цилиндры растачиваются, диафрагмы размещаются непосредственно в корпусе приспособления. Прикрепляемые - монтируются на корпусе приспособления. Если приспособление снимается с производства, то двигатель отделяется от него и может использоваться на другом приспособлении. Приставные двигатели полностью вынесены в самостоятельный агрегат и многократно используются в компоновках с различными приспособлениями.
Пневмоприводами оснащаются:
1. Стационарные приспособления
2. Вращающиеся приспособления (патроны, оправки)
3. Приспособления, устанавливаемые на делительных столах
На часть конструкций пневмоцилиндров разработаны стандарты- ГОСТ 15608-81. Стандартом предусмотрены цилиндры диаметром от 25мм до 400мм. Достоинства пневмодвигателей поршневого типа:
1) практически неограниченна длина хода штока;
2) независимость усилия на штоке от величины его осевого перемещения.
В сравнении с поршневыми пневмодвигателями диафрагменные (пневмокамеры) имеют ряд преимуществ:
1) у камер одностороннего действия отсутствуют утечки воздуха (нет уплотняемых поверхностей;
2) камеры компактны и имеют небольшой вес, изготовление их проще и дешевле;
3) диафрагмы пневмокамер долговечны (выдерживают до 600 тыс. включений, тогда как манжеты цилиндров выходят из строя примерно через 10 тыс. включений).
Основные недостатки пневмокамер: - небольшой ход штока и непостоянство развиваемых усилий (с увеличением длины хода штока усилие на штоке уменьшается, так как часть усилия затрачивается на растяжение диафрагмы).
Однако во всех случаях, когда не требуется больших перемещений штока, предпочтение следует отдавать пневмокамерам. Общий недостаток пневмоприводов- большие габариты. Они работают при давлении воздуха всего лишь 0.4...0.6 МПа и когда на штоке требуется значительные усилия, приходится применять цилиндры больших диаметров (250, 300 мм и даже 400 мм).