

6.2 Зажимные механизмы
Для сокращения вспомогательного времени, затрачиваемого на установку деталей типа «тела вращения», широко используются самоцентрирующие приспособления, выполняющие базирующие и зажимные функции одновременно:
- кулачковые патроны по ГОСТ 2675-80, ГОСТ 24351-80;
- цанговые оправки и патроны по ГОСТ 2876-80, 2877-80;
- оправки и патроны с гидропластмассой;
- оправки и патроны с кольцевыми мембранами (с тарельчатыми пружинами)
- мембранные патроны (с плоским мембранами) по ГОСТ 16157-70.
- оправки и патроны с гофрированными втулками по ОСТ 2П26-1-76.
Схема базирования втулки на разжимной оправке показана на рис. 29.
Особенно широко в конструкциях станочных приспособлений применяются зажимные механизмы, основанные на действии клина, обладающего двумя важными свойствами:
свойством самоторможения;
способностью увеличивать исходную силу.
Клин становится самотормозящим, то есть оставаться в заторможенном состоянии при снятии внешней нагрузки, уже при углах клина α=5...8°. С учетом запаса самоторможения углы клина в самотормозящих зажимных механизмах берутся меньше предельных, то есть принимается α=2...5°.
Разновидности клина:
1.Плоский односкосый; (рис. 30);
2.Плоский двускосый или круглый; (рис. 31)
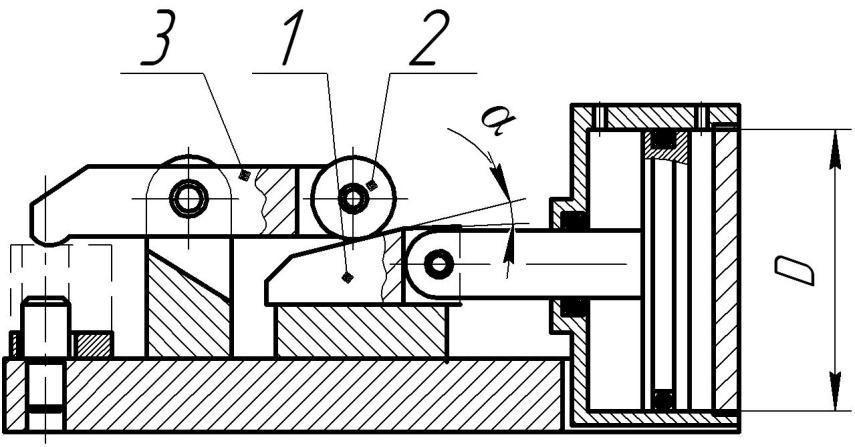
Рисунок 30. Механизм с плоским односкосым клином:1-клин; 2- ролик; 3-рычаг
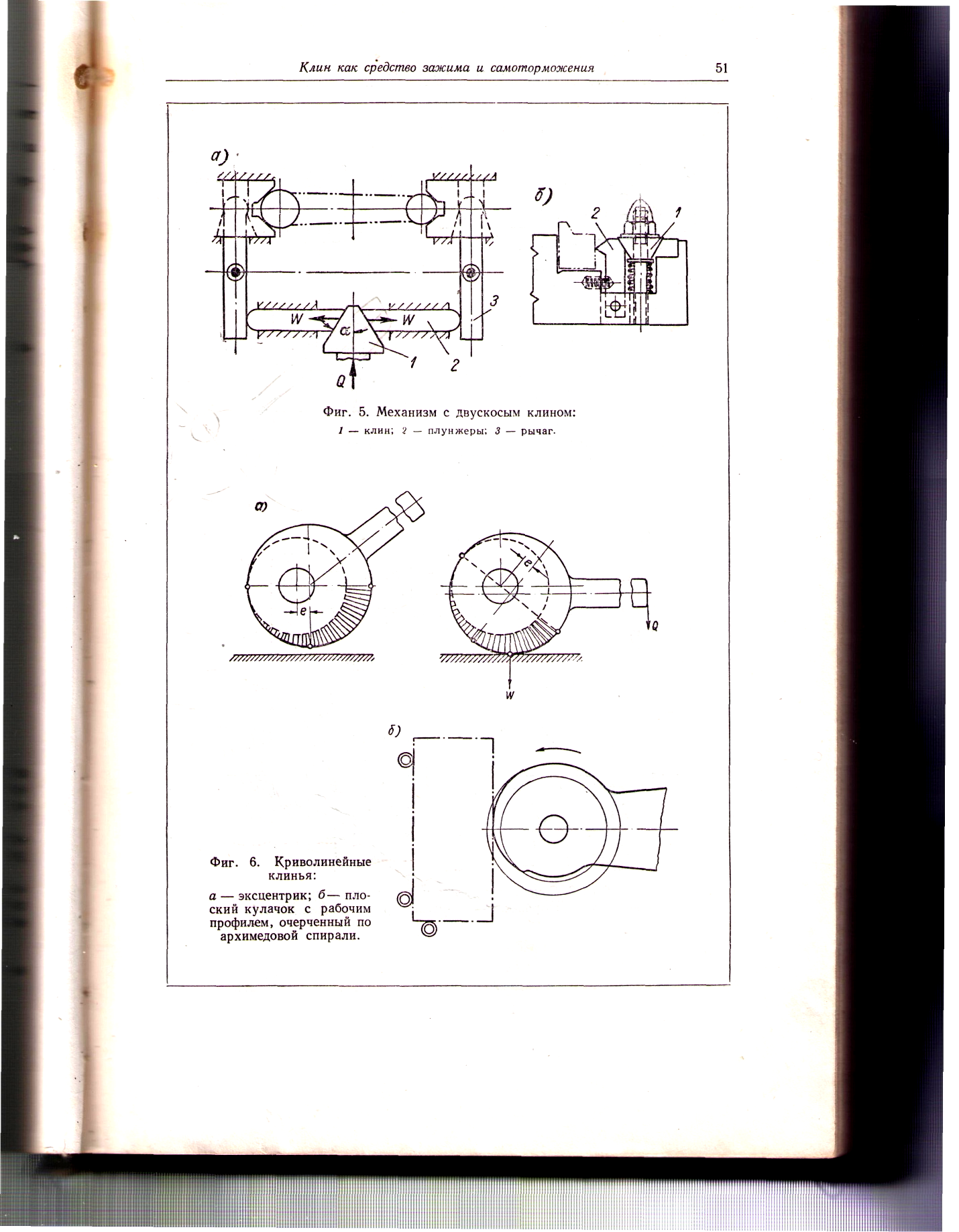
Рисунок 31. Механизм с двускосый клином: 1-клин; 2- плунжер;3-рычаг
3. Криволинейный клин, в виде эксцентрика (рис. 32, а, б) и в виде плоского кулачка (рис. 32, в).
6.2.1 Клиновые механизмы
В качестве силовых механизмов станочных приспособлений применяются:
1) механизмы с односкосым клином без роликов и с роликами
2) многоклиновые самоцентрирующие механизмы
Первые обычно используются в качестве усилителей пневмоприводов, а вторые применяются в конструкциях оправок и патронов.
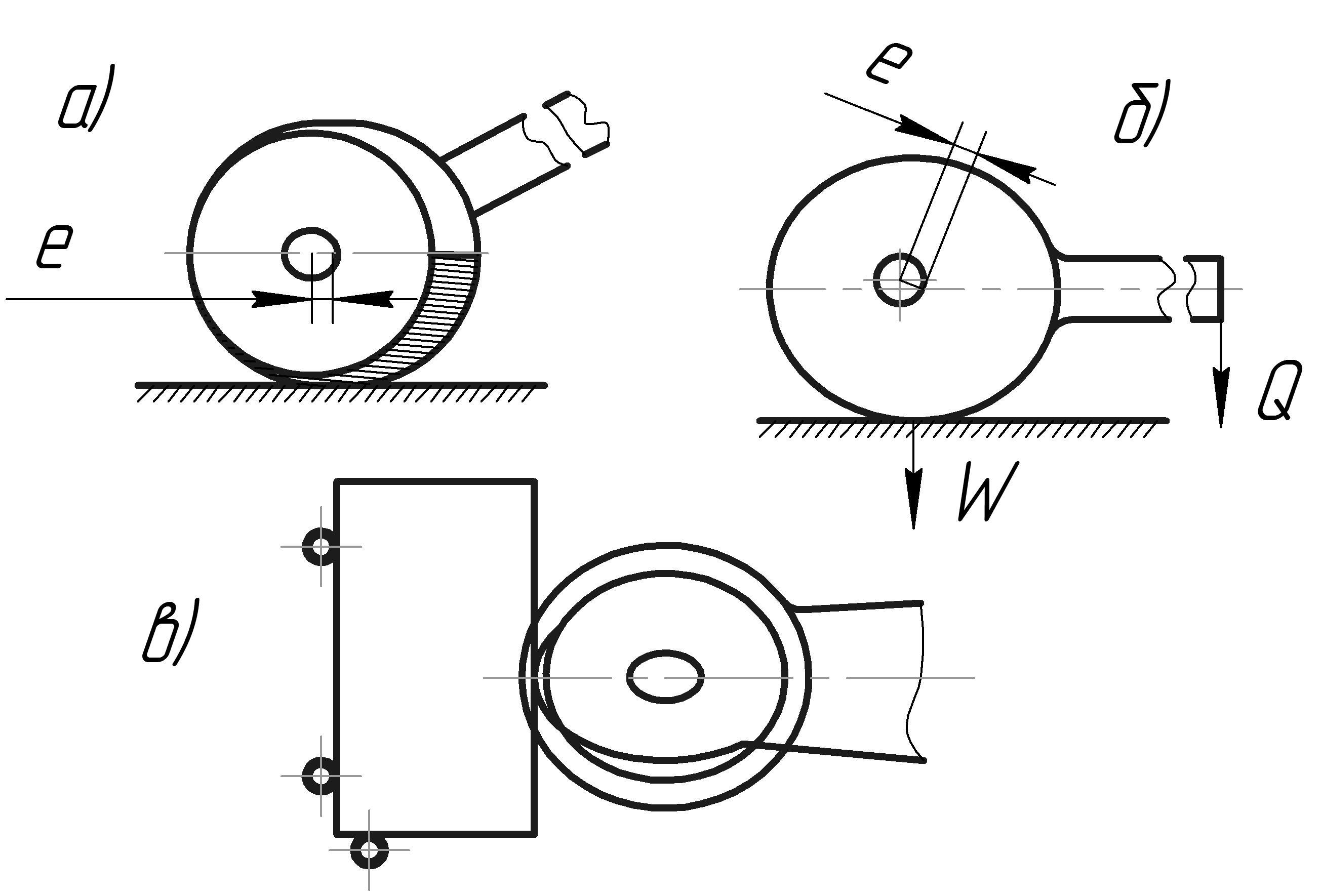
Рисунок 32. Криволинейные клинья: а, б - эксцентрик; в – плоский кулачок с рабочим профилем, очерченный по Архимедовой спирали
В конструкциях станочных приспособлений широко используются клиноплунжерные зажимные механизмы, в которых сила закрепления от клина передается на заготовку через плунжер (рис 33). Они бывают с одним, двумя и большим числом плунжеров. Одно - и двухплунжерные обычно используются в качестве усилителей приводов; многоплунжерные – в качестве центрирующих механизмов патронов и оправок.
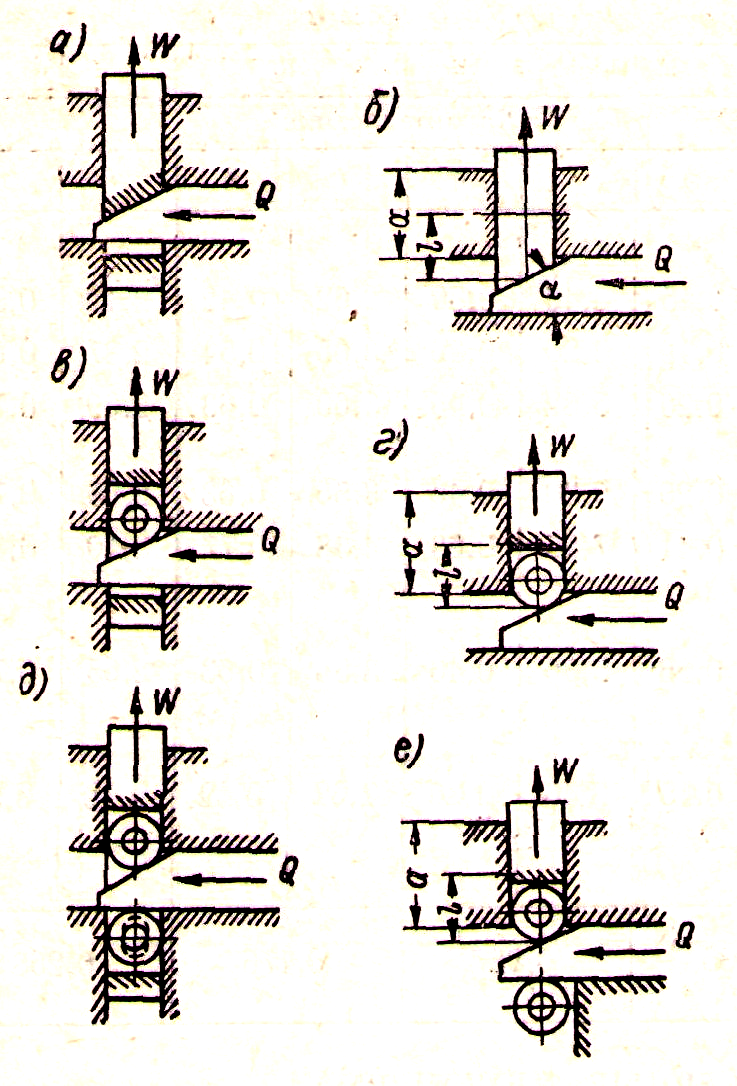
Рисунок 33. Схемы клиноплужерных механизмов: а, в и д - с двухопорным плунжером; б- с консольным плунжером без роликов; г - с одним роликом; е- с двумя роликами
К зажимным механизмам с криволинейным клином относятся:
- эксцентриковые.
- механизмы с плоскими кулачками, рабочая поверхность которых очерчена по спирали Архимеда или по эвольвентой спирали.
- винтовые механизмы.
- механизмы с торцевыми кулачками.
Данная группа зажимных механизмов особенно широко используется в приспособлениях с ручным закреплением. Винтовые механизмы развивают большие силы зажима. Механизмы с эксцентриками, плоскими и торцевыми кулачками отличаются большим быстродействием, но как правило, уступают винтовым по силе зажима.