

4.2 Расчет припусков на механическую обработку
Припуском на механическую обработку следует считать слой металла заготовки, предусматриваемый для компенсации погрешностей, возникающих как в процессе получения заготовки, так и в процессе ее механической обработки. Различают:
1. общие припуски;
2. операционные припуски.
Операционный припуск - это слой металла, удаленный с заготовки при выполнении одной технологической операции (ГОСТ 3.1109-82).
Общий припуск - слой металла, удаленный с заготовки при выполнении всех операций или переходов для получения окончательно обработанной детали.
Как указывалось ранее существует 2 принципиально различных метода достижения точности:
1. пробных проходов;
2. автоматического приучения размеров при работе на настроенном оборудовании.
Первый используется в единичном производстве. Второй – в серийном и массовом производствах. То есть наиболее распространенный метод - второй. На рис. 13 показана схема снятия припуска при обработке на настроенном станке.
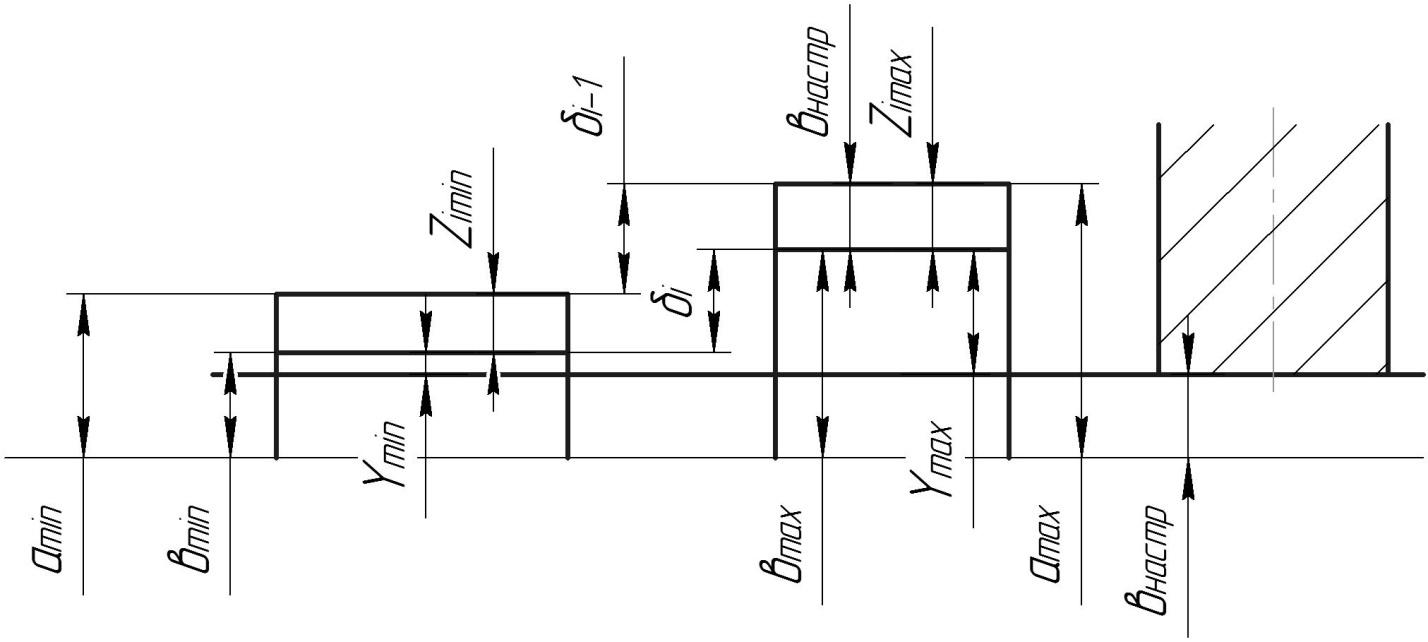
Рисунок 13. Схема снятия припуска при обработке на настроенном станке
Принятые обозначения на рис. 13: amin и amax - соответственно минимальный и максимальный размеры заготовки; δi-1 - допуск заготовки; i- выполняемый переход; i-1 предшествующий переход (в данном случае переход получения заготовки); bmin и bmax - соответственно минимальный и максимальный размеры детали, получаемые при выполнении i-го перехода; δi- допуск размера детали; Zmin и Zmax - минимальный и максимальный припуски (фактические); bнастр - настроечный размер.
Заготовки поступают на обработку с колебанием размеров (amin и amax), значит и припуски на обработку этих поверхностей будут различны.
С заготовки с минимальным размером (amin) будет сниматься минимальный припуск (Zmin) с заготовки с максимальным размером (amax) -максимальный припуск (Zmax).
Колебание величины припуска приводит к колебанию силы резания, а, вследствие податливости технологической системы, к различной величине упругой деформации (ymin,ymax).
Возникает такая закономерность:
amin → Zmin → Pymin → ymin → bmin
↓ ↓
размер заготовки размер детали
↑ ↑
amax → Zmax→ Pymax→ ymax → bmax
Колебанию размеров заготовка в пределах допуска δi-1 соответствует колебание размеров детали в пределах допуска δi.
Припуски на обработку поверхностей детали может быть назначены по соответствующим справочным таблицам, ГОСТам или на основе расчетно-аналитического метода определения припусков (РАМОП).
РАМОП разработан проф. В.М Кованом. По РАМОП расчетной величиной является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующем переходе и компенсации погрешности, возникающих на выполняемом переходе.