

Производственная программа.
Сегодня производственная программа компании включает:
Формовочное оборудование на основе 4 типа формовочных автоматов. Эти машины отдельно или в составе автоматической формовочной линии обеспечивают производство форм в опоках с размерами от 500 х 500 до 3.000 х 2.000 мм.
Заливочные установки сифонного типа для АФЛ с емкостью ковша от 500 до 2.000 кг и его автоматической заменой.
С 1980 года в производственной программе появились полностью автоматические смесеприготовительные установки на основе вихревых смесителей типа WM, а с 1992 - и на основе охладителей смеси непрерывного действия типа ASK. Производительность каждого агрегата составляет от 15 до 250 тонн в час.
С 1992 компания выпускает комплексные автоматические системы для регенерации отработанного песка из глинистых и жидкостекольных смесей по методу TURBO DRY.
Успешно развивается производство карусельных машин для кокильного литья с размерами карусельного стола до 10 метров в диаметре и производительностью 120 форм в час. Только в последние 4 года было поставлено 12 каруселов на заводы автомобильной промышлености в Германии и Мексике. Паралельно было освоено и производство универсальных автоматических машин для литья с низким давлением. На этих машинах поизводится большие картеры и "bed plates" двигателей.
Компания производит весь комплект вспомогательного оборудования, системы компьютерного управления, учета и контроля качества производства.
В производственной программе также имеются и автоматические системы транспортировки, обработки и сборки стержней.
4.1. Формовочное оборудование.
Формовочное оборудование Кюнкель-Вагнера обеспечивает производство высококачественных и высокоточных отливок. Компания предлагает широкийспектер автоматов и АФЛ. Каждая из них проектироватся в соответствии условиями заказчика и оптимально выполняет его производственую программу.
Формовочной автомат епм.
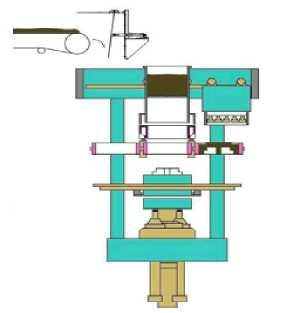
На рис.4.3 представлена автоматическая формовочная машина типа ЕПМ. Она хорошо себя зарекомендовала для индивидуального использования. Вместе с тем автомат может быть поэтапно расширен до автоматической формовочной линии. Автоматы, разработанные в конце 1998 года, успешно работают в США, Германии, Швейцарии, Чехии, Болгарии.
Машина имеет напольное безъямное расположение и обеспечивает высокую точность протяжки. Производительность автомата достигает 78 форм в час.
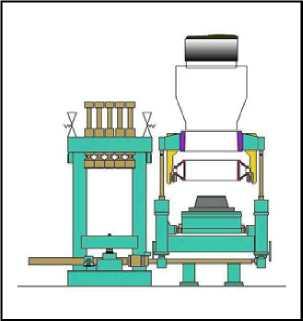
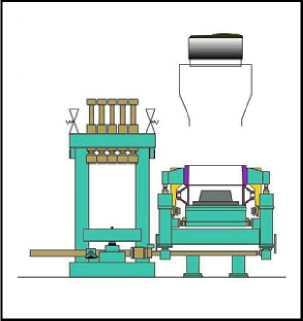
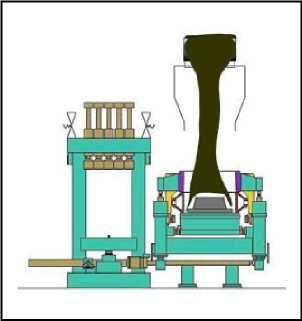
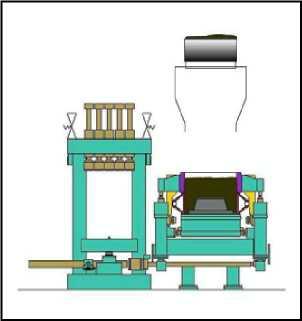
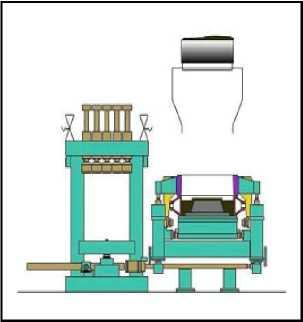
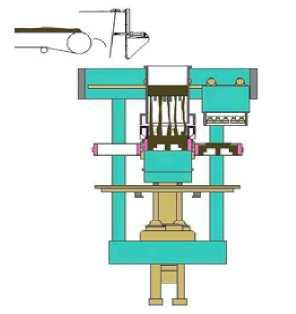
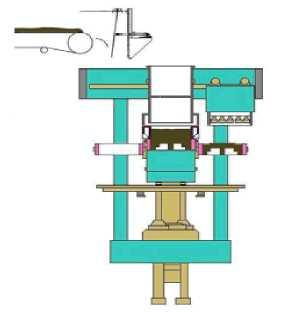
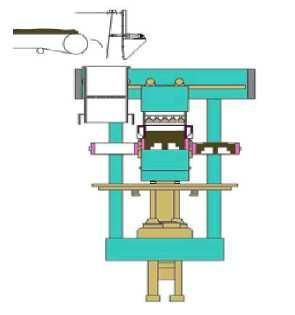
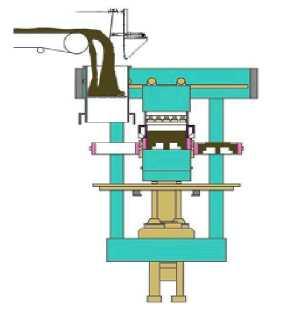
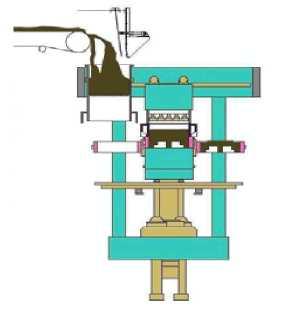
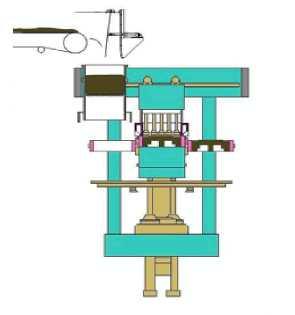
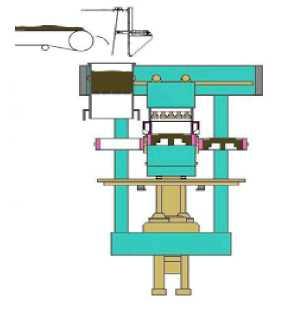
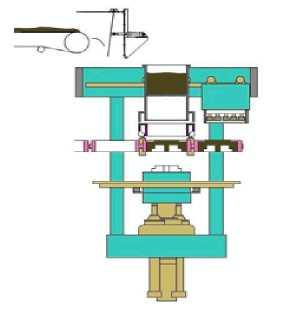
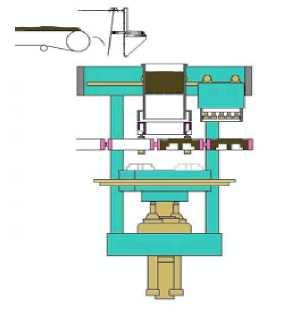
ЕПМ - это двухпозиционный автомат, на рис.4.5 представлен процесс работы автомата. Он включает позицию заполнения и протяжки и позицию уплотнения. После сборки пакета из модельной плиты, модели, опоки и наполнительной рамки, он заполняется смесью, и с помощью челнока поступает на позицию уплотнения.
Уплотнение осуществляется методом АЭРОПРЕССплюс путем предварительного уплотнения воздушным импульсом и последующего прессования многоплунжерной головки. На рис. 5 показана формовочная камера машины, гидравлическая многоплунжерная головка, воздушно-импульсные клапаны, воздушный канал, наполнительная рамка, опока, модель, подмодельная плита.
Воздушный импульс производится с помощью двух синхронно действующих клапанов. Для больших опок, если например ширина опоки более 1.500 мм, применяется 4 клапана. Давление воздуха - 5-6 атмосфер. Размеры воздушных каналов не так велики, но поскольку клапаны довольно быстрые, то градиент импульса достигает 120 и более бар в секунду.
Настройка продолжительности продувки, как и настройка старта и продолжительности прессования - гибкая и осуществляется с помощью электроники. Плунжеры головки имеют два и болше вполне самостоятельных гидравлических круга питания - внешний и внутренний. Каждый из них имеет свою настройку давления и старт прессования. Для больших опок иногда применяются более двух гидравлических круга питания.
После уплотнения пакет возвращается в позицию протяжки. Протяжка осуществляется высокоточным гидравлическим устройством с электронным управлением. 4 цилиндра работают самостоятельно и их синхронизируют при помощи электроники. Кюнкель-Вагнер дает гарантию о максимальном отклонении высоты по диагонали во время протяжки менее одной десятой миллиметра.
Метод электронной синхронизации протяжки уникален и тем, что он исключает влияние износа цилиндров на точность протяжки. Компьютерная система следит за движением каждого цилиндра, вычисляет отклонения от горизонтальности формы для каждого минимального шага и задает скорость каждого цилиндра в следующий момент движения.
Высокоточная протяжка в комбинации с преимуществами метода уплотнения АЭРОПРЕСС плюс дает возможность получения отливок с минимальным уклоном и самыми точными размерами.

Формовочной автомат ДФМ / ЦФМ.
В производственной программе имеются также и карусельные формовочные машины типа ДФМ (рис.4.6). Эти однопозиционные автоматы проходного типа - одни из самых распространенных автоматов 90-х годов. Их производительность - до 140 форм в час. Кюнкель-Вагнер изготовливает эту машину и в виде автомата с двухпозиционным поворотным столом, также как и сдвоенный автомат типа ЦФМ для одновременного изготовления верхней и нижней полуформ. На рис.4.7 представлен процесс работы автомата.
Уникальность формовочного автомата состоит и в том, что здесь процесс формовки многовариантный: в одной формовочной машине можно использовать:
- прессовую технологию,
- импульсно-прессовую технологию АЭРОПРЕСС плюс,
- комбинацию нижнего и верхнего прессования,
- а также комбинацию нижнего прессования и импульсно-прессовой технологии.
поз.1 поз.2 поз.3
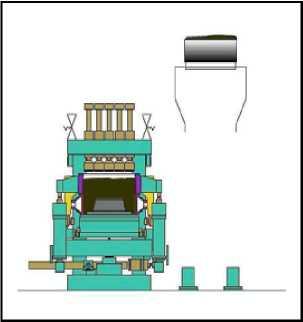
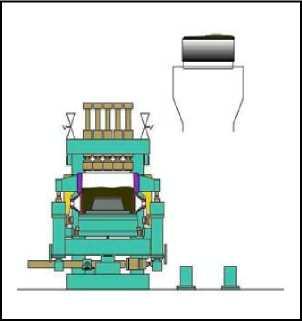
поз.4 поз.5 поз.6
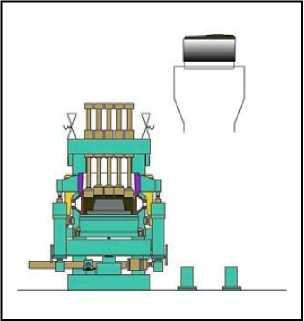
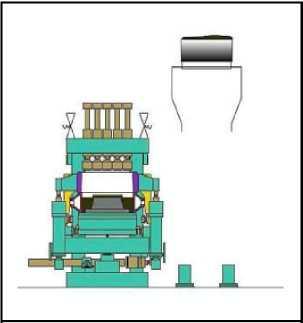
поз.7 поз.8 поз.9
Рис.4.4.

1
2
3
4
5
6
7
Рис.4.5. Аэропресс плюс 2000.
Рис.4.6. цфм.

поз.1. поз.2. поз.3.
поз.4. поз.5. поз.6.
поз.7. поз.8. поз.9.
поз.10. поз.11.
Рис.4.7.



Рис.4.8. Смесители для оборотной смеси типа WM.