

Содержание и порядок выполнения лабораторной работы
1. Предварительное изучение студентами исходных положений и данных работ.
2. Подготовка исходных данных.
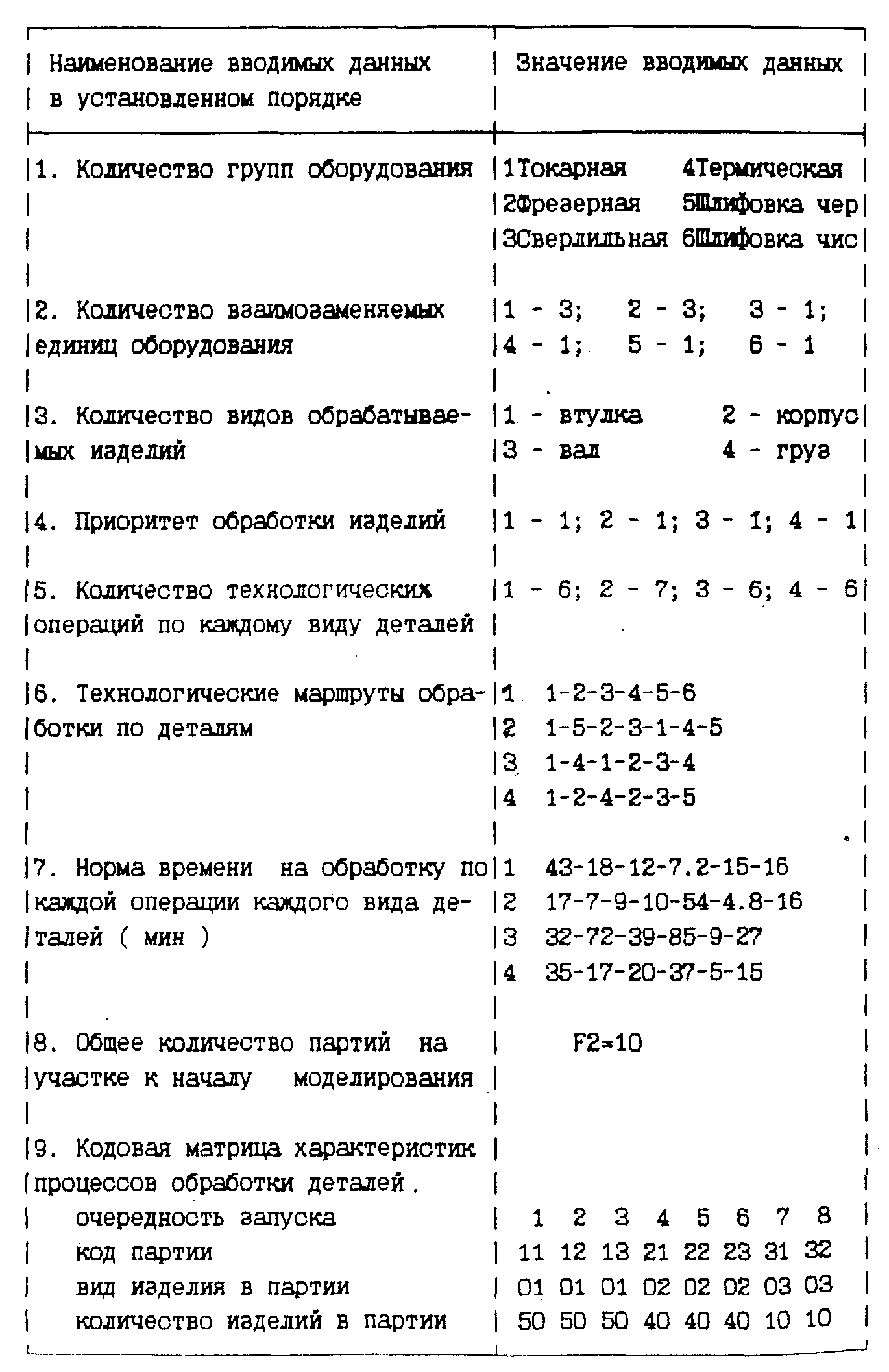
Таблица 18 - Исходные данные, характеризующие процессы производства в механосборочном цехе
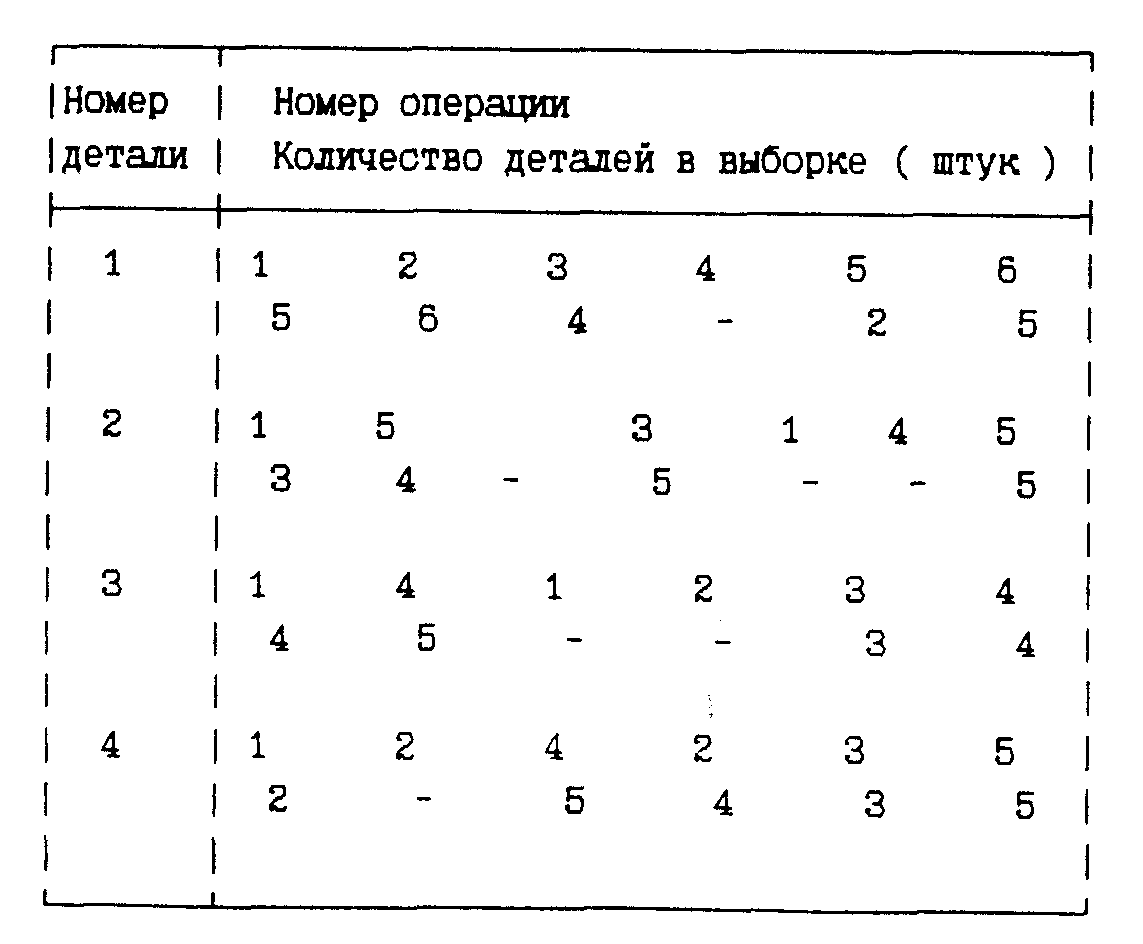
Исходные данные, характеризующие процессы контроля
в цехе (по видам контроля)
Варианты исходных данных получают введением коэффициентов: 1.2, 1.3, 1.1, 1.5.
1. Контроль первой детали (Матрица 1)

2. Контроль на станках, где рабочие имеют личное клеймо (Матрица 2)

3. Операционный контроль в период обработки партии деталей на i-й операции (Матрица 3)
Матрица 4

4. Приемочный межоперационный контроль (Матрица 5)

3. Работа с программой в диалоговом режиме. Модель входит в комплекс программного обеспечения учебного процесса PRIMA: вызвать программу (порядковый номер 5) нажатием клавиши «Enter»;
после появления запроса "Модель 3-х ступенчатого контроля" ("да" или "нет" ) ввести буквы "да" и "Enter" и осуществить ввод исходных данных;
получить выходные данные, характеризующие результаты моделирования по операциям технологического процесса.
Операция №
|
Код вида контроля |
Время контроля (мин) | |
|
Начало |
Окончание | |
Коды видов контроля:
01 - контроль первой детали
02 - статистический контроль
03 - приемочный контроль
Остальные выводимые данные относятся к состоянию производственной ситуации: загрузка оборудования, наличие очереди на обработку, простои оборудования, время запуска и выпуска партии деталей, маршрут обработки на конкретных рабочих местах.
4. Проанализировать выходные данные и построить график загрузки контролеров в течение смены, составить нормируемое задание контролеру.
5. Сделать вывод о возможности сокращения количества контролеров за счет более "плотной загрузки".
Содержание отчета по лабораторной работе:
цель работы;
теоретическая часть;
краткое описание метода
краткое описание метода и исходные данные;
результаты расчетов на ЭВМ
анализ и выводы.
Лабораторная работа № 8 Выбор типа и определение параметров однопредметной поточной линии
Вопросы для индивидуальной работы
1. Сущность и характеристика поточного производства /1, с. 217/.
2. Классификация основных видов и форы поточных линий /1, с. 218/.
3. Основы расчета и организация однопредметных поточных линий /1, с. 219/.
4. Показатели работы поточной линии /1, с. 221/.
Цель работы: закрепление знаний и приобретение практических навыков по организации однопредметных поточных линии на производстве с применением ЭВМ.
Методические указания
Исходные положения. Поточное производство является одной из эффективных форм организации производственного процесса. Его важнейшими признаками являются: закрепление одного или ограниченного числа наименований изделии за определенной группой рабочих мест; ритмичная повторяемость согласованных, во времени технологических и вспомогательных операций; выполнение на каждом рабочем месте одной или небольшого числа операций, что обеспечивает узкую специализацию рабочих мест; расположение оборудования и рабочих мест по ходу технологического процесса с наименьшими пространственными разрывами; поштучная или небольшими партиями передача изделий с операции на операцию с минимальными перерывами во времени с помощью специальных транспортных средств.
Поточное производство обладает основными чертами передовой организации производственного процесса, поскольку в наибольшей степени реализует научные принципы организации: специализацию, параллельное выполнение работ, пропорциональность, прямоточность, непрерывность, ритмичность процесса производства.
Детальное расчленение технологического процесса, создающее предпосылки для автоматизации производства и быстрого обучения рабочих, совершенная организация труда и производства способствует достижение в условиях поточного производства высокого уровня технико-экономических показателей и качество работы. Поточное производство обеспечивает высокую производительность труда, низкую себестоимость продукции, наиболее короткий производственный цикл при высоких показателях использования производственных фондов.
В машиностроении применяются разнообразные механизированные поточные линии. Классификация их довольно обширна. Она определяется целым рядом признаков, в соответствии с которыми можно выделить, например, однономенклатурные и многономенклатурные линии, синхронизированные линии с рабочим и с распределительным конвейером , прерывные (прямоточные) линии, линии с регламентированным и со свободным ритмом, линии с непрерывным и с пульсирующим движением конвейера и т. д.
При выполнении расчетов механизированных линий следует выделить параметры, характерные для всей совокупности линий и специфические (частные) для отдельных линий.
Таблица 19 - Параметры, характерные для всей совокупности поточных линий
|
Наименование и обозначение параметров |
Рекомендуемые формулы для расчета параметров |
|
1 |
2 |
|
1. такт,r |
где Fсут– суточный фонд работы линии; Nсут– суточное плановое задание. |
|
2. Темп, Nт– величина обратная такту |
|
|
3. Ритм, rp |
где nтр – транспортная (передаточная) партия |
|
4. Такт линии с регламентированными перерывами, rp.п., без них – rб.р.п. (при наличии и отсутствии брака) |
где f– число рабочих смен в сутки; Тсм– продолжительность смены (8.2); а – планируемый брак, процент от Nв.сут.;
|
|
5. Расчетное число рабочих мест |
где
|
Продолжение таблицы 19
|
1 |
2 |
|
6. Коэффициент загрузки оборудования на каждой операции kз.о.i, и средний коэффициент загрузки оборудования линии,kз.о.ср. |
m– количество операций, выполняемых на линии |
|
7. Число рабочих операторов на i-й операции,Poiи общее число их на линии, Ро.общ. |
b– процент дополнительных рабочих операторов на подмену основного состава в случае необходимости (2-3%) |
 (39),
(39),
Таблица 20 - Показатели, характерные для поточных линий с рабочим конвейером
|
Наименование и обозначение параметров |
Рекомендуемые формулы для расчета параметров |
|
1 |
2 |
|
1. Длина деления, шаг конвейера, l0 |
l0 – расстояние между осями двух смежных изделий, собираемых на конвейере; при небольших габаритах изделий l0 =1,3 м, при значительных габаритах
lпр – промежуток между объектами на конвейере (200-300 мм) |
|
Продолжение табллицы 20 | |
|
1 |
2 |
|
2. Скорость движения конвейера, Vk |
наиболее рациональные величины Vk 0,3-2 м/мин |
|
3. Нормальная длина зоны каждой операции, lн.i |
где
|
|
4. Резервная (дополнительная) длина зоны i-й операции, lрезi |
где i – число резервных делений, которое нужно добавить к lнi;
где timax, tiср, timin – максимальная, средняя и минимальная продолжительность i-й операции |
|
5. Общая длина зоны i-й операции, lобщi |
|
|
6. Длина рабочей части конвейера, lр.раб. |
где m, m0 – соответственно количество операций со стабильной продолжительностью и с колебаниями ее в пределах от tmin до tmax;
|
|
7. Длительность производственного цикла изготовления на линии детали (изделия), Тц |
где Vк – скорость движения конвейера
или
|
|
8. Количество изготовляемых объектов, находящихся одновременно на конвейере, N0 |
|