

2.2. Влияние шероховатости на эксплуатационные свойства деталей
Шероховатость поверхности оказывает большое влияние на эксплуатационные свойства деталей.
Износ. Большая высота и шаг шероховатости приводят к увеличению приработочного износа сопрягаемых деталей (двигатели, трущиеся поверхности и др.). Это приводит к быстрому износу, уменьшению сроков эксплуатации. На износ также влияют форма микронеровностей и их направление, острые неровности изнашиваются быстрее, чем плосковершинные.
Прочность. При большой высоте микронеровностей снижается прочность деталей, особенно работающих при знакопеременных и ударных нагрузках, так как впадины профиля являются местами концентрации напряжений и образования усталостных трещин. Например, при запрессовке микронеровности сминаются, ослабляют натяг и уменьшают прочность соединения.
Коррозийная стойкость уменьшается, и коррозия идет быстрее при большой высоте микронеровностей, из-за увеличения площади соприкосновения с окружающей средой.
Герметичность. При большой высоте микронеровностей уменьшается из-за уменьшения контактной жесткости и фактической площади контакта.
Большая величина микронеровностей влияет и на другие эксплуатационные свойства деталей: теплопроводность, контактное сопротивление, сопротивление протеканию жидкостей и газов и др.
Однако иногда необходимо иметь и большую (оптимальную) величину микронеровностей, например, для удержания слоя смазки между трущимися деталями, для увеличения трения в тормозных системах, увеличения поглощательной способности поверхности и др.
3. Технологические процессы сборки и монтажа в аэрокосмическом приборостроении
3.1. Проектирование технологических процессов сборки и монтажа
Сборкой называется ТП координирования и соединения деталей и СЕ в соответствии с ТУ, то есть не просто собрать, а чтобы собранное изделие отвечало требованиям ТУ. В основе сборки лежит ТП, объединяющий совокупность технологических операций, в результате выполнения которых детали соединяются в СЕ различной степени сложности, в конечном счете, образующие готовое изделие.
Существует несколько видов соединений:
1. Неподвижные неразъемные – детали и СЕ занимают неизменное положение относительно друг друга. Нельзя разобрать без разрушения одной из деталей.
Осуществляются: сваркой, пайкой, склеиванием, развальцовкой, запрессовкой, клепкой и другими методами.
2. Неподвижные разъемные – детали и СЕ соединяются с помощью резьбовых соединений, соединений штифтами, шплинтами, шпонками и др.
3. Подвижные разъемные соединения – подвижные посадки, шлицевые соединения, направляющие различной конструкции.
Исходными документами при проектировании ТП сборки являются: сборочные чертежи, как всего изделия, так и отдельных его элементов, ТУ, программа выпуска изделий и руководящие технические документы.
Задачей проектирования ТП сборки и монтажа является разработка такого ТП, который обеспечивает выполнения технических требований при наименьших материальных затратах на его реализацию и наибольшей производительности труда.
Для аэрокосмического приборостроения характерны сборка и монтаж в три уровня.
Первый уровень – механическая сборка:
- выполнение неразъемных соединений деталей, СЕ и узлов с шасси, рамой, платой изделия методами сварки, пайки, склеивания, клепки и др.;
- установка крепежных деталей: угольников, панелей и др.;
- сборка подвижных частей узлов и блоков;
- контроль правильности выполнения операций.
Второй уровень – выполнение электрических соединений (монтаж):
- заготовительные операции (подготовка проводов, жгутов, кабелей, выводов электрорадиоэлементов (ЭРЭ);
- установка ЭРЭ на платы (позиционирование, крепление, пайка, очистка, влагозащита);
- сборка узлов на шасси (плате), выполнение межузловых электрических соединений;
- контроль и регулировка изделий.
Третий уровень – общая сборка приборного комплекса:
- установка узлов, СЕ на базовые несущие конструкции (БНК);
- окончательная регулировка комплекса и закрепление регулировочных элементов;
- установка кожухов, панелей и др.
Проектирование ТП сборки, как часть ТПП, характеризуются большой трудоемкостью и сложностью. В современном приборостроении трудоемкость сборочных работ доходит до 50% общей трудоемкости изделия.
Последовательность проектирования ТП сборки и монтажа сводится к разработке следующих документов:
- схемы сборочного состава;
- технологической схемы сборки;
- технологических карт сборки;
- производственных технологических карт контроля;
- единичных и типовых ТП сборки;
- технологических инструкций;
- норм времени.
Схема сборочного состава. Схемы сборочного состава разрабатываются на основании чертежей общего вида, сборочных чертежей, монтажной и других схем изделия. Они отражают структуру изделия и последовательность его сборки.
Применяют два типа схем сборочного состава.

Рис.3.1. Схема сборочного состава с базовой деталью
1. Схема сборочного состава с базовой деталью (рис. 3.1).
В качестве базовой обычно выбирают ту деталь, поверхности которой будут впоследствии использованы при установке в готовое изделие или при креплении узла к ранее собранным узлам. В большинстве случаев базовой деталью служит: плата, панель, шасси, основание, фланец и др. Стрелками на рис. 3.1 показана последовательность сборки изделия. К базовой детали 1 – 1 сначала присоединяют деталь 1 – 2, в результате чего образуется сборочная единица Сб. 1, затем присоединяют сборочную единицу Сб. 2, состоящую из деталей 2 – 1, 2 – 2, 2 – 3, и так далее до получения готового изделия. Внутри прямоугольников указывают не только номер, но и наименование детали, а также их количество, необходимое для сборки.
2. Схема сборочного состава веерного типа (рис. 3.2
Такая схема дает лучшее представление о составе и структуре изделия, то есть она более наглядная. Стрелками на рис.3.2 показана последовательность сборки изделия. В этой схеме в первом нижнем ряду располагают детали (ЭРЭ для электронных узлов) или основной материал (для применения основного материала указывают его название и количество в тех или иных единицах измерения), во втором ряду – сборочные единицы первой степени сложности (часть изделия, состоящая только из деталей и основных материалов, которые применяются при сборке: припои, пропитки, намоточные провода и др.), в третьем – сборочные единицы второй степени сложности (входят СЕ первой степени сложности, а также детали и основные материалы) и так далее до получения изделия. Расположение деталей и СЕ слева направо на схеме должно отражать последовательность сборки изделия.
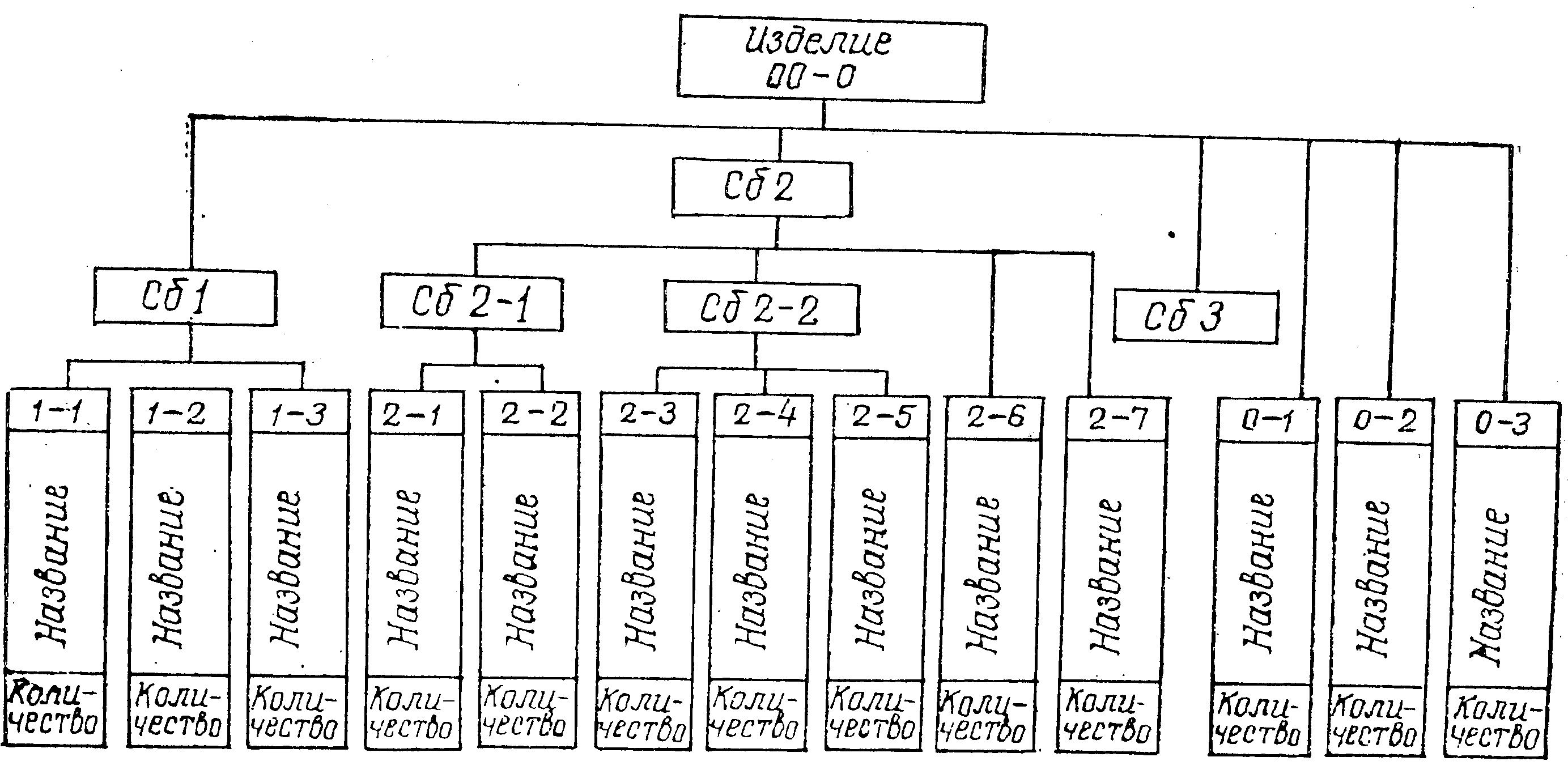
Рис.3.2. Схема сборочного состава веерного типа
Схема сборочного состава, дополненная поясняющими надписями (содержание технологической операции) представляет собой технологическую схему сборки. Она в более полной мере отражает последовательность, а также особенности выполнения сборочных операций.
На основании разработанных схем сборочного состава выявляют основные сборочные операции и определяют наиболее целесообразную структуру общего ТП сборки изделия.
При единичном и мелкосерийном характере производства можно ограничиться разработкой маршрутной технологии, в которой перечисляются только операции в их последовательности.