

Контрольные карты Шухарта
Содержание
1. Контрольные карты Шухарта
1.1. Контрольные карты для управления процессом по уровню настройки
1.2.
![]() -карты
для средних значений
-карты
для средних значений
1.3.
![]() -карты
медиан
-карты
медиан
1.4.
![]() -карты
исходных значений
-карты
исходных значений
1.5. Карты отдельных значений
1.6. Контрольные карты для управления процессом по технологическому рассеянию
1.7.
![]() -карты
стандартных отклонений
-карты
стандартных отклонений
1.8.
![]() -карты
размахов
-карты
размахов
2. Модифицированные карты Шухарта для количественных признаков
2.1. Коэффициенты устойчивости производственного процесса
2.2. Определение контрольных границ
2.3. Карты средних значений
2. 4. Карты медиан
2.5. Карты исходных значений
3. Контрольные карты с памятью
3.1. Введение в контрольные карты с памятью
3.2. KUSUM-карты средних значений
3.3. Метод обработки KUSUM-карт с использованием V-маски
3.4. Метод обработки KUSUM-карт с использованием схемы интервалов принятия решений
3.5. EWMA-карты средних значений
Таблица
2. Квантили ![]() распределения
размаха
распределения
размаха
1. Контрольные карты Шухарта
Контрольные карты качества служат для постоянного контроля за тем, чтобы процесс оставался статистически подконтрольным.
Для контроля по
качественному признаку используют:
![]() -карты
для подсчета числа дефектов на единицу
товарной продукции;
-карты
для подсчета числа дефектов на единицу
товарной продукции;
![]() -карты
для подсчета числа дефектов на условную
единицу. В обоих случаях исходным
распределением является распределение
Пуассона,
если допустить, что последовательность
дефектов имеет пуассоновский процесс.
(Распределение Пуассона часто
аппроксимируют нормальным законом.)
-карты
для подсчета числа дефектов на условную
единицу. В обоих случаях исходным
распределением является распределение
Пуассона,
если допустить, что последовательность
дефектов имеет пуассоновский процесс.
(Распределение Пуассона часто
аппроксимируют нормальным законом.)
Число дефектных
изделий в
выборке можно применить непосредственно
в качестве контрольной величины или
разделить ее на объем выборки и получить
долю дефектных
изделий. В
первом случае работают с
![]() -картами,
во втором – с
-картами,
во втором – с
![]() -картами.
В обоих случаях исходным будет биномиальное
распределение,
так как выборка берется из текущего
процесса производства и поэтому
генеральная совокупность бесконечна.
(Биномиальное распределение также часто
аппроксимируют нормальным.)
-картами.
В обоих случаях исходным будет биномиальное
распределение,
так как выборка берется из текущего
процесса производства и поэтому
генеральная совокупность бесконечна.
(Биномиальное распределение также часто
аппроксимируют нормальным.)
Для контроля по количественным признакам используют контрольные карты, как правило, опирающиеся на нормальное распределение. Поэтому следует удостовериться в правильности этого предположения относительно наблюдаемого признака на основании применения критериев согласия. В противном случае применение как критерия Бартлетта, так и аппарата контрольных карт может оказаться некорректным.
Используются
следующие виды контрольных карт качества:
для средних значений –
![]() -карты;
для медиан –
-карты;
для медиан –
![]() -карты;
для текущих (исходных) значений –
-карты;
для текущих (исходных) значений –
![]() -карты
(карты
экстремальных значений); для стандартных
отклонений –
-карты
(карты
экстремальных значений); для стандартных
отклонений –
![]() -карты;
для размахов –
-карты;
для размахов –
![]() -карты.
-карты.
1.1. Контрольные карты для управления процессом по уровню настройки
Уровень
![]() средней
линии для всех контрольных карт для
уровня настройки определяется некоторым
требуемым значением
средней
линии для всех контрольных карт для
уровня настройки определяется некоторым
требуемым значением
![]() (заданное,
опытное значение или оценка, полученная
на начальном этапе невозмущенного
процесса). Определение верхних
и нижних контрольных границ
(OEG
и UEG)
верхних и
нижних предупредительных границ (OWG
и UWG)
зависит от информации о рассеянии
процесса
(заданное,
опытное значение или оценка, полученная
на начальном этапе невозмущенного
процесса). Определение верхних
и нижних контрольных границ
(OEG
и UEG)
верхних и
нижних предупредительных границ (OWG
и UWG)
зависит от информации о рассеянии
процесса
![]() ,
которая может быть задана в виде заданного
или опытного значения или в виде оценки
,
которая может быть задана в виде заданного
или опытного значения или в виде оценки
![]() .
Границы для контрольных карт находятся
в виде:
.
Границы для контрольных карт находятся
в виде:
![]() ,
(1)
,
(1)
![]() ,
(2)
,
(2)
где
коэффициенты
![]() и
и
![]() ,
как правило,
определяются таким образом, чтобы
контрольная величина при невозмущенном
процессе могла оказаться вне интервалов
(UEG,
OEG)
или (UWG,
OWG)
с вероятностями
,
как правило,
определяются таким образом, чтобы
контрольная величина при невозмущенном
процессе могла оказаться вне интервалов
(UEG,
OEG)
или (UWG,
OWG)
с вероятностями
![]() или
или
![]() соответственно.
соответственно.
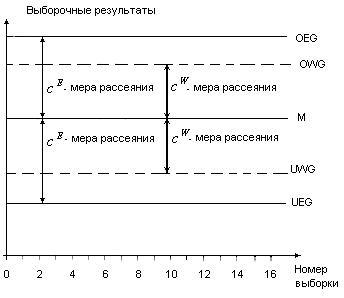
Рис. 1. Схема двусторонней контрольной карты для управления по уровню настройки
Коэффициенты
![]() и
и
![]() зависят
от объема выборки и контрольной величины.
При построении карт предполагается,
что контролируемый признак
зависят
от объема выборки и контрольной величины.
При построении карт предполагается,
что контролируемый признак
![]() распределен
по нормальному закону с параметрами
(
распределен
по нормальному закону с параметрами
(![]() ,
,
![]() ).
).