

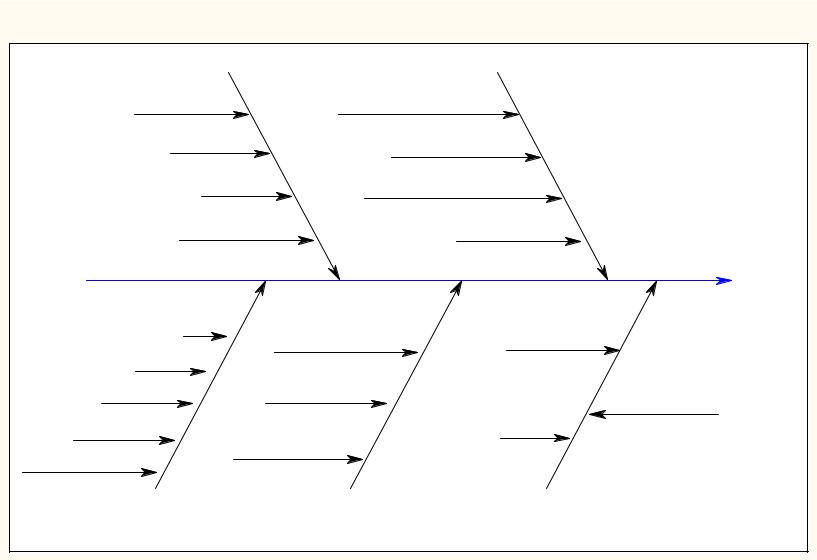
6. Диаграмма Ишикавы. Пять основных групп факторов в производстве – метод 5М.
К элементам, определяющим качество на производстве относят 5 групп факторов, применяется метод 5М.
1.Manpower - рабочую силу. Факторы, связанные с удобством и безопасностью выполнения операций
2.Materials –материалы. Факторы, связанные с отсутствием изменений свойств материалов изделия в процессе выполнения данной операции;
3.Machines машины. Факторы, связанные с машинами и механизмами, выполняющие данную операцию
4.Methods методы. Факторы, связанные с производительностью и точностью выполняемой операции;
5.Measurements –измерения (контроль). Факторы, связанные с достоверным распознаванием ошибки процесса выполнения операции;
Диаграмма типа 5М рассматривает 5М факторы, а в диаграмме типа 6М к ним добавляется компонент “среда”. Это факторы, связанные с воздействием среды на изделие и изделия на среду.
109 |
51 |
5. Диаграмма Исикавы. Пять основных групп факторов в сервисе – метод 5S
5S - Разработанная в Японии система наведения
порядка, чистоты и укрепления дисциплины, характеризуемая пятью словами, которые начинаются с буквы S:
1. Seiri — сэйри — ликвидация ненужных предметов, 2.Seiton — сэйтон — расположение предметов так, чтобы они наилучшим образом отвечали требованиям безопасности, качества и эффективности работы, 3.Seiso — сэйсо — поддержание рабочих зон в идеальной чистоте,
4.Seiketsu — сэйкэцу — соблюдение работниками требований гигиены,
5.Shitsuke — сицукэ — соблюдение всеми работниками предприятия установленных правил поведения и норм общения.
109 |
52 |

Пример построения диаграммы Исикавы
109 |
53 |
• Приложение А - диаграмма Исикавы
Cause-And-Effect Diagram
Персонал |
|
материалы |
|
квалификация |
испорченнаяпластмасса |
||
мотивация |
|
стараяпластмасса |
|
соц.пакет |
неисправленнаяпластмасса |
||
заработнаяплата |
|
объем пластмасс |
|
мойка |
|
быстродействие |
|
|
термопласс-автомат |
||
|
|
||
плавления |
|
соответствие |
|
|
|
||
дробления |
моечнаямашина |
нормативно-тех |
|
документации |
|||
|
|
||
гранулирования |
|
точность |
|
|
машинадробления |
|
|
ировкаотходов |
|
|
|
методы |
оборудование |
измерения |
|
|
|
54 |
|

7. Контрольные карты
Контрольные карты — специальный вид диаграммы, впервые предложенный В. Шухартом в 1925 г.
Дают наглядное представление о ходе и характеристиках (показателя качества) процесса.
Отображают характер изменения показателя качества во времени
Позволяют отследить: управляемость процесса, настроенность процесса, воспроизводимость процесса
109 |
55 |
В зависимости от характера данных, контрольные карты делятся на:
-КК для контроля количественного параметра качества,
(размер, масса , сопротивление и др. )
- КК для качественного ( альтернативного) параметра,
например, годен- не годен и др.
Одной из карт по количественному признаку является Х-R карта, где
Х – карта анализирует среднее подгрупп и среднее процесса R – карта анализирует размах подгрупп и размах процесса Выполняемые действия
1.X-R карта : сбор информации
2.X-R карта : первичная обработка
3.X-R карта : анализ управляемости
4.X-R карта : анализ воспроизводимости
5.X-R карта : воздействие и улучшение
109 |
56 |
Карта X- R. Анализ управляемости процесса
Последовательно вычисляются:
1.Средние значения х для каждой подгруппы;
2.Общее среднее
3.Размахи для каждой подгруппы
4.Средний размах
5.Контрольные границы для Х – карты: среднюю линию СL, верхнюю контрольную границу UСL, нижнюю контрольную границу LСL
6.Контрольные границы для R карты СL, UСL, LСL
7.Данные наносятся на карту
8.Проводится анализ управляемости процесса
На следующих слайдах приведен пример последовательного заполнения карты и анализа управляемости процесса
109 |
57 |

109 |
58 |

109 |
59 |

109 |
60 |
109 |
61 |

109 |
62 |

