

Допуски для номинальных размеров от 1 до 500 мм
|
Номинальные размеры, мм |
Квалитеты | ||||||||||||||
|
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 | ||||||
|
Обозначения допусков | |||||||||||||||
|
IT5 |
IT6 |
IT7 |
IT8 |
IT9 |
IT10 |
IT11 |
IT12 |
IT13 |
IT14 | ||||||
|
Допуски, мкм |
Допуски, мм | ||||||||||||||
|
До 3 |
4 |
6 |
10 |
14 |
25 |
40 |
60 |
0,1 |
0,14 |
0,25 | |||||
|
Св. 3 до 6 |
5 |
8 |
12 |
18 |
30 |
48 |
75 |
0,12 |
0,18 |
0,3 | |||||
|
Св. 6 до 10 |
6 |
9 |
15 |
22 |
36 |
58 |
90 |
0,15 |
0,22 |
0,36 | |||||
|
Св. 10 до 18 |
8 |
11 |
18 |
27 |
43 |
70 |
110 |
0,18 |
0,27 |
0,43 | |||||
|
Св. 18 до 30 |
9 |
13 |
21 |
33 |
52 |
84 |
130 |
0,21 |
0,33 |
0,52 | |||||
|
Св. 30 до 50 |
11 |
16 |
25 |
39 |
62 |
100 |
160 |
0,25 |
0,39 |
0,62 | |||||
|
Св. 50 до 80 |
13 |
19 |
30 |
46 |
74 |
120 |
190 |
0,3 |
0,46 |
0,74 | |||||
|
Св. 80 до 120 |
15 |
22 |
35 |
54 |
87 |
140 |
220 |
0,35 |
0,54 |
0,87 | |||||
|
Св. 120 до 180 |
18 |
25 |
40 |
63 |
100 |
160 |
250 |
0,4 |
0,63 |
10 | |||||
|
Св. 180 до 250 |
20 |
29 |
46 |
72 |
115 |
185 |
290 |
0,46 |
0,72 |
1,15 | |||||
|
Св. 250 до 315 |
23 |
32 |
52 |
81 |
130 |
210 |
320 |
0,52 |
0,81 |
1,3 | |||||
|
Св. 315 до 400 |
25 |
36 |
57 |
89 |
140 |
230 |
360 |
0,57 |
0,89 |
1,4 | |||||
|
Св. 400 до 500 |
27 |
40 |
63 |
97 |
155 |
250 |
400 |
0,63 |
0,97 |
1,55 | |||||
4. Положение основных отклонений отверстий и валов относительно нулевой линии
Для отверстий и валов установлены положения допусков относительно нулевой линии. Они определяются величиной квалитета и основным отклонением.
Основные отклонения отверстий обозначаются заглавными буквами (A, B, C, D, E, F и др.), а вала – строчными буквами (a, b, c, d, e, f и др.) латинского алфавита.
С хема
расположения и обозначения для образования
посадок основных отклонений отверстий
и валов показана на рис. 5.
хема
расположения и обозначения для образования
посадок основных отклонений отверстий
и валов показана на рис. 5.
|
|
11 |
11 |
11 |
11 |
|
|
|
11 |
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
10 |
|
10 |
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A |
|
|
9 |
9 |
9 |
|
9 |
9 |
|
|
|
|
|
|
|
|
|
9 |
|
9 |
|
|
|
|
8 |
8 |
8 |
|
8 |
8 |
|
|
|
|
|
|
|
8 |
|
8 |
|
8 | |
|
|
B |
|
7 |
|
7 |
7 |
7 |
7 |
7 |
7 |
7 |
|
|
7 |
|
7 |
|
x |
z | ||
|
|
|
|
|
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
|
v |
y |
| ||||
|
|
C |
|
|
|
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
u |
|
| ||||
|
|
|
|
|
|
4 |
4 |
4 |
4 |
4 |
|
|
|
t |
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
s |
|
|
|
| |||
|
|
|
|
|
D |
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
| ||
|
|
|
|
|
E |
|
|
|
|
|
|
|
p |
|
|
|
|
|
| |||
|
|
|
|
|
|
F |
|
|
|
|
|
n |
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
G |
js, Js
|
|
m |
|
|
|
|
|
|
|
| ||||
|
|
|
| |||||||||||||||||||
|
+ |
|
|
|
|
|
|
H |
k |
|
|
|
|
|
|
|
|
|
| |||
|
|
| ||||||||||||||||||||
|
– |
|
|
|
|
|
|
|
h |
K |
|
|
|
|
|
|
|
|
|
|
| |
|
g |
M | ||||||||||||||||||||
|
|
|
|
|
|
|
f |
|
|
|
N |
|
|
|
|
|
|
|
|
| ||
|
|
P | ||||||||||||||||||||
|
|
|
|
|
|
e |
|
|
|
|
|
R |
|
|
|
|
|
|
| |||
|
|
|
|
|
d |
|
|
|
|
|
|
|
S |
|
|
|
|
|
| |||
|
|
|
|
c |
|
|
4 |
4 |
|
|
|
|
|
T |
|
|
|
|
| |||
|
|
|
|
|
|
|
5 |
5 |
5 |
5 |
5 |
5 |
|
|
U |
|
|
|
| |||
|
|
|
b |
|
|
|
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
|
|
V |
|
|
| ||
|
|
|
|
7 |
7 |
|
7 |
7 |
7 |
7 |
7 |
7 |
7 |
7 |
7 |
X |
|
| ||||
|
|
a |
|
8 |
8 |
8 |
8 |
|
8 |
8 |
8 |
8 |
8 |
|
|
|
|
8 |
|
| ||
|
|
|
|
9 |
9 |
9 |
|
9 |
9 |
|
|
|
|
|
|
|
|
|
Y |
| ||
|
|
|
|
|
10 |
|
|
|
10 |
10 |
|
|
|
|
|
|
|
|
|
|
| |
|
|
11 |
11 |
11 |
1 |
|
|
|
1 |
11 |
|
|
|
|
|
|
|
|
|
|
|
Z |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|























 1
1 1
1
Рис. 5. Схема расположения и обозначения основных отклонений отверстий и валов
Установлено всего 26 полей допусков предпочтительного применения: 10 – у отверстий и 16 – у валов и рекомендуемого применения: 56 – у валов и 46 – у отверстий.
Цифрами на схеме указаны квалитеты, рекомендуемые для образования полей допусков, а в кружочки обведены номера квалитетов предпочтительного применения для данного поля допуска.
Числовые значения основных отклонений валов приведены в табл. 8 и 9. Второе отклонение поля допуска вала определяется из основного отклонения и допуска IT (рис. 6).
Числовые значения основных отклонений отверстий приведены в таблицах 10, 11 и 12. Второе отклонение поля допуска отверстия определяется из основного отклонения и допуска IT (рис. 7).
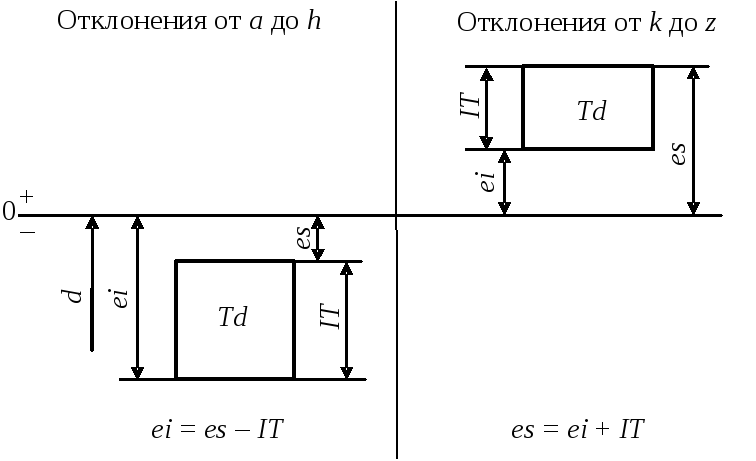
Рис.6. Схемы полей допусков валов

Рис. 7. Схемы полей допусков отверстий
Общее правило для определения основных отклонений
EI = –еs – для отверстий с основным отклонением от A до H;
ES= –ei – для отверстий с основным отклонением от Js до Z.
Данное правило действительно для всех отклонений, за исключением:
отклонений, на которые распространяется специальное правило;
отверстий от N9 до N16 для размеров свыше 3 до 500 мм, у которых основное отклонение равно нулю.
Специальное правило:
ES = –ei + ,
где – разность ITn – ITn–1 между допуском рассматриваемого квалитета ITn и допуском ближайшего более точного квалитета ITn–1.
Настоящее правило действительно для интервалов размеров свыше 3 до 500 мм:
для отверстий с основными отклонениями K, M, N до 8-го квалитета включительно;
для отверстий с основными отклонениями от P до Z до 7-го квалитета включительно.
Примечание: Указанные правила сформулированы на основе следующих принципов:
1 – общее правило – основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала того же буквенного обозначения;
2 – специальное правило – основное отклонение отверстия должно быть таким, чтобы две соответствующие посадки в системе отверстия и системе вала, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, обеспечивали идентичные зазоры или натяги.
Пример:
в посадках 50H7/p6 и 50P7/h6 максимальный и минимальный натяги должны быть равны. Для этой цели основное отклонение отверстия P7 смещено вверх относительно основного отклонения вала p6 на величину = IT7 – IT6 (рис. 8).
Предпочтительные поля допусков определены на основе обобщения опыта промышленности. Их использование обеспечивает сокращение номенклатуры и централизацию выпуска режущего, мерительного инструмента и другой технологической оснастки.
Комбинируя поля допусков отверстия и вала, можно получить различные посадки.
Но ЕСДП рекомендует использовать посадки в системе отверстия или в системе вала. В табл. 13 приведены посадки предпочтительного применения в системе отверстия. Предпочтительные посадки указаны в квадратах серого цвета.
Посадка
обозначается дробью, в числителе которой
указывается обозначение поля допуска
отверстия, а в знаменателе – обозначение
поля допуска вала, например, H7/g6
или
![]() .
.
Обозначение
посадки указывается после ее номинального
размера, например, 40H7/g6
или
 .
.

Рис. 8. Схемы полей допусков отверстий и валов в посадках 50 H7/p6 и 60 P7/h6
Таблица 8