

Основные отклонения диаметров болтов и гаек
|
Отклонения |
Шаг Р, мм | |||||||||||||||||||||||||||
|
0,2 |
0,25 |
0,5 |
0,6 |
0,7 |
0,75 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
6 | |||||||||
|
Верхние отклонения es диаметров d и d2 болтов, мкм |
h |
0 | ||||||||||||||||||||||||||
|
g |
–17 |
–18 |
–20 |
–21 |
–22 |
–22 |
–24 |
–26 |
–28 |
–32 |
–34 |
–38 |
–42 |
–48 |
–53 |
–60 |
–63 |
–71 |
–75 |
–80 | ||||||||
|
e |
– |
– |
–50 |
–53 |
–56 |
–56 |
–60 |
–60 |
–63 |
–67 |
–71 |
–71 |
–80 |
–85 |
–90 |
–95 |
–100 |
–106 |
–112 |
–118 | ||||||||
|
d |
– |
– |
– |
– |
– |
– |
– |
–90 |
–95 |
–95 |
–100 |
–100 |
–106 |
–112 |
–118 |
–125 |
–132 |
–132 |
–140 |
–150 | ||||||||
|
Нижние отклонения EI диаметров D1 и D2, мкм |
H |
0 | ||||||||||||||||||||||||||
|
G |
+17 |
+18 |
+20 |
+21 |
+22 |
+22 |
+24 |
+26 |
+28 |
+32 |
+34 |
+38 |
+42 |
+48 |
+53 |
+60 |
+63 |
+71 |
+75 |
+80 | ||||||||
Таблица 32
Допуски среднего диаметра болтов и гаек
|
Номинальный диаметр d, мм |
Шаг Р, мм |
Допуски
среднего диаметра болта
|
Допуски
среднего диаметра гайки
| |||||||
|
5 |
6 |
7 |
8 |
9 |
5 |
6 |
7 |
8 | ||
|
Св. 5,6 до 11,2 |
0,5 |
67 |
85 |
106 |
132 |
– |
90 |
112 |
140 |
– |
|
0,75 |
80 |
100 |
125 |
160 |
– |
106 |
132 |
170 |
– | |
|
1 |
90 |
112 |
140 |
180 |
224 |
118 |
150 |
190 |
236 | |
|
1,25 |
95 |
118 |
150 |
190 |
236 |
125 |
160 |
200 |
250 | |
|
1,5 |
106 |
132 |
170 |
212 |
265 |
140 |
180 |
224 |
280 | |
|
Св. 11,2 до 22,4 |
0,5 |
71 |
90 |
112 |
140 |
– |
95 |
118 |
150 |
– |
|
0,75 |
85 |
106 |
132 |
170 |
– |
112 |
140 |
180 |
– | |
|
1 |
95 |
118 |
150 |
190 |
236 |
125 |
160 |
200 |
250 | |
|
1,25 |
106 |
132 |
170 |
212 |
265 |
140 |
180 |
224 |
280 | |
|
1,5 |
112 |
140 |
180 |
224 |
280 |
150 |
190 |
236 |
300 | |
|
1,75 |
118 |
150 |
190 |
236 |
300 |
160 |
200 |
250 |
315 | |
|
2 |
125 |
160 |
200 |
250 |
315 |
170 |
212 |
265 |
335 | |
Окончание табл. 32
|
Номинальный диаметр d, мм |
Шаг Р, мм |
Допуски
среднего диаметра болта
|
Допуски
среднего диаметра гайки
| |||||||
|
5 |
6 |
7 |
8 |
9 |
5 |
6 |
7 |
8 | ||
|
Св. 22,4 до 45 |
0,75 |
90 |
112 |
140 |
180 |
– |
118 |
150 |
190 |
– |
|
1 |
100 |
125 |
160 |
200 |
250 |
132 |
170 |
212 |
– | |
|
1,5 |
118 |
150 |
190 |
236 |
300 |
160 |
200 |
250 |
315 | |
|
2 |
132 |
170 |
212 |
265 |
335 |
180 |
224 |
280 |
355 | |
|
3 |
160 |
200 |
250 |
315 |
400 |
212 |
265 |
335 |
425 | |
|
3,5 |
170 |
212 |
265 |
335 |
425 |
224 |
280 |
355 |
450 | |
|
4 |
180 |
224 |
280 |
355 |
450 |
236 |
300 |
375 |
475 | |
|
4,5 |
190 |
236 |
300 |
375 |
475 |
250 |
315 |
400 |
500 | |
|
Св. 45 до 90 |
1 |
112 |
140 |
180 |
224 |
280 |
150 |
190 |
236 |
300 |
|
1,5 |
125 |
160 |
200 |
250 |
315 |
170 |
212 |
265 |
335 | |
|
2 |
140 |
180 |
224 |
280 |
355 |
190 |
236 |
300 |
375 | |
|
3 |
170 |
212 |
265 |
335 |
425 |
224 |
280 |
355 |
450 | |
|
4 |
190 |
236 |
300 |
375 |
475 |
250 |
315 |
400 |
500 | |
|
5 |
200 |
250 |
315 |
400 |
500 |
265 |
335 |
425 |
530 | |
|
5,5 |
212 |
265 |
335 |
425 |
530 |
280 |
355 |
450 |
560 | |
|
6 |
224 |
280 |
355 |
450 |
560 |
300 |
375 |
475 |
600 | |
|
Примечание: Таблица дана в сокращении | ||||||||||
Пример: построить посадку на средние диаметры болта и гайки М222,5, если средний диаметр болта выполнен по 6е, а гайки по 6G. Определить минимальный и максимальный зазоры посадки.
Решение: В соответствии с табл. 27 номинальный средний диаметр болта и гайки зависит от шага резьбы и её наружного диаметра и равен 20,376 мм
По таблице 31определяем верхнее отклонение d2 болта и нижнее отклонение D2 гайки:
es= –80 мкм; EI=42 мкм
Далее по табл. 32 находим допуски средних диаметров болта и гайки:
Td2= –170 мкм; TD2=224 мкм
Относительно нулевой линии строим поле допуска среднего диаметра болта. Для этого от верхнего его отклонения es= –80 мкм необходимо отложить вниз его допуск Td2= –170 мкм; получим нижнее отклонение ei= –250 мкм (рис. 27).
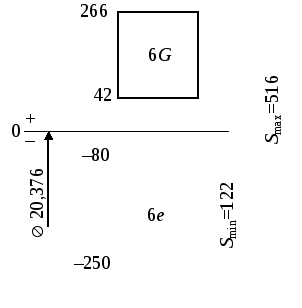
Рис. 29. Схемы полей
допусков среднего диаметра гайки и
болта для сопряжения М202,5
–
![]()
Далее строим поле допуска среднего диаметра гайки. От нижнего отклонения EI=42 мкм откладываем вверх её допуск TD2=224 мкм, и получаем верхнее отклонение ES=266 мкм.
Минимальный зазор в посадке: Smin=122 мкм, максимальный – Smax=516 мкм.
Поля допусков на наружный диаметр болта и внутренний диаметр гайки строят аналогично, только допуски на них Td и TD1 соответсвенно берут из табл. 30, а номинальные диаметры – из табл. 27.
В обозначении поля допуска отдельного диаметра резьбы сначала указывается цифра, соответствующая степени точности, а затем буква, присвоенная основному отклонению, в отличие от обозначения поля допуска гладкого элемента, где номер квалитета стоит перед отклонением. Например, запись 7Н обозначает поле допуска на диаметр (внутренний или средний) гайки степени точности 7 с основным отклонением Н.
В обозначении поля допуска резьбы на первом месте стоит обозначение поля допуска среднего диаметра, а на втором – обозначение поля допуска диаметра выступов. Например, запись 7q6g означает, что приняты поля допусков 7q (7-степень точности, g – основное отклонение) для d2 и 6g для d.
Посадки
резьбовых соединений, также как и
гладких, создаются сочетаниями полей
допусков гаек и болтов,
образующих
необходимый характер сопряжения (с
зазором, с натягом или переходные).
Например, запись M12
–
![]() обозначает посадку с полем допуска
гайки 6Н
по среднему и по внутреннему: 6g
– поле допуска болта (одинаково) по
среднему и наружному диаметру.
обозначает посадку с полем допуска
гайки 6Н
по среднему и по внутреннему: 6g
– поле допуска болта (одинаково) по
среднему и наружному диаметру.
Примеры обозначения посадок метрических резьб показаны в табл. 33.
Пример условного обозначения резьбового сопряжения с левой резьбой и мелким шагом Р=1 мм:
М12 1LH – 6H/6g
Таблица 33