

Лекция № 7
4.3. Обозначения посадок на чертежах
Предельные отклонения линейных размеров валов и отверстий на чертежах можно обозначать:
1 - буквенными обозначениями полей допусков,
2 - численными значениями предельных отклонений,
3 - одновременно буквенными обозначениями с указанием в скобках предельных отклонений (рис. 4.5 а, б, в).
Посадки на сборочных чертежах указывают дробью: в числителе – требования к отверстию, в знаменателе – требования к валу (рис. 4.5 в ).
Обозначение символами рекомендуется использовать, когда контроль деталей производят калибрами.
|
Предельные отклонения линейного размера вала 80n6 |
Предельные отклонения линейного размера отверстия H7 |
Предельные отклонения сопряжения H7/n6 |
|
| ||

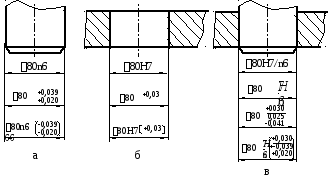
Рис. 4.5 Обозначение посадок на чертежах
При простановке посадок на чертежах необходимо помнить:
1. Нулевое отклонение в посадке не ставиться.
2.Число знаков в предельных отклонениях на чертежах должно быть одинаково.
3. Предельные отклонения следует назначать для всех размеров, представленных на чертеже.
4. Предусматривается обязательное буквенное обозначение с указанием в скобках предельных отклонений, когда:
4.1. Детали изготовлены из пластмасс: на них назначаются такие же квалитеты и отклонения, как у металлических, но величины отклонения свои.
4.2. Если номинальный размер на чертеже не соответствует линейному, регламентируемому ГОСТ-ом 6636-69*.
4.3. Если требования к уступу – не как симметричное отклонение.
4.4. Предельные отклонения размеров с неуказанными допусками
ГОСТ 30893.1-2002 устанавливает предельные отклонения на свободные размеры деталей, а так же на размеры притупленных кромок (наружных радиусов закругления, размеров фасок) и угловые размеры.
Предельные отклонения линейных размеров по классам точности общих допусков приведены в табл. 4.4.
Предельные отклонения размеров притупленных кромок приведены в табл.4.5.
Предельные отклонения угловых размеров по классам точности общих допусков приведены в табл. 4.6.
Таблица 4.4
Предельные отклонения линейных размеров
|
Класс точности |
Предельные отклонения для интервалов номинальных размеров, мм | ||||||
|
от 0,5 до 3 |
св. 3 до 6 |
св. 6 до 30 |
св. 30 до 120 |
св. 120 до 400 |
св. 400 до 1000 |
св. 1000 до 2000 | |
|
Точный f Средний m Грубый c Очень грубый y |
0,05 0,10 0,20 - |
0,05 0,10 0,30 0,50 |
0,1 0,2 0,5 1,0 |
0,15 0,3 0,80 1,5 |
0,2 0,5 1,2 2,5 |
0,3 0,8 2,0 4,0 |
0,5 1,2 3,0 6,0 |
|
Примечание – Для размеров менее 0,5 мм предельные отклонения следует указывать непосредственно у номинального размера | |||||||
Таблица 4.5
Предельные отклонения размеров притупленных кромок
|
Класс точности |
Предельные отклонения для интервалов номинальных размеров, мм | ||
|
от 0,5 до 3 |
св. 3 до 6 |
св. 6 | |
|
Точный f Средний m Грубый c Очень грубый y |
0,2 0,2 0,4 0,4 |
0,5 0,5 1,0 1,0 |
1 1 2 2 |
|
Примечание – Для размеров менее 0,5 мм предельные отклонения следует указывать непосредственно у номинального размера | |||
Стандарт предусматривает общую запись для неуказанных предельных отклонений размеров, притупленных кромок и угловых размеров. На чертежах в технических требованиях запись должна содержать номер стандарта и буквенное обозначение класса точности. Пример: для класса точности грубый:
“Общие допуски по ГОСТ 30893.1 – с
или:
“ГОСТ 30893.1 – с”
Таблица 4.6
Предельные отклонения угловых размеров
|
Класс точности |
Предельные отклонения для номинальных длин меньшей стороны угла, мм | ||||
|
до 10 |
св. 10 до 50 |
св. 50 до 120 |
св. 120 до 400 |
св. 400 | |
|
Точный f |
±1º |
±30 |
±20 |
±10 |
±5 |
|
Средний m | |||||
|
Грубый c |
±1º30 |
±1º |
±30 |
±15 |
±10 |
|
Очень грубый y |
±3º |
±2º |
±1º |
±30 |
±20 |
Кроме симметричных предельных отклонений стандартом допускается применение односторонних предельных отклонений для размеров отверстий и валов по квалитетам ГОСТ 25346 и ГОСТ 25348 (дополнительный вариант 1) или класса точности настоящего стандарта (дополнительный вариант 2) в соответствии с табл. 4.7. Но применение вариантов 1 и 2 при новом проектировании следует ограничивать.
При записи неуказанных предельных отклонений по дополнительным вариантам 1 и 2 необходимо указывать номер настоящего стандарта и обозначение предельных отклонений согласно табл. 4.7.
Таблица 4.7
Дополнительные варианты указаний предельных отклонений
|
Дополнительный вариант |
Класс точности |
Обозначения предельных отклонений | ||
|
Размеров отверстий |
Размеров валов |
Размеров элементов, не относящихся к отверстиям и валам | ||
|
1 |
Точный f |
H12 |
h12 |
t1/2 (или IT12/2) |
|
Средний m |
H14 |
h14 |
t2/2 (или IT14/2) | |
|
Грубый c |
H16 |
h16 |
t3/2 (или IT16/2) | |
|
Очень грубый y |
H17 |
h17 |
t4/2 (или IT17/2) | |
|
2 |
Точный f |
+t1 |
-t1 |
t1/2 |
|
Средний m |
+t2 |
-t2 |
t2/2 | |
|
Грубый c |
+t3 |
-t3 |
t3/2 | |
|
Очень грубый y |
+t4 |
-t4 |
t4/2 | |
Для размеров металлических деталей, обработанных резанием, неуказанные предельные отклонения размеров предпочтительно назначать по 14-му квалитету или классу точности «средний»
Примеры для класса точности средний:
Вариант 1:
“Общие допуски по ГОСТ 30893.1: H14, h14, ± t2/2 ”
или
“ Общие допуски по ГОСТ 30893.1: H14, h14, IT14/2”
Вариант 2:
“Общие допуски по ГОСТ 30893.1: +t2, -t2, ± t2/2”