

Лекция № 22
12.3. Нормирование точности прямобочных шлицевых соединений. Обозначение на чертежах
В отличие от шпоночных соединений шлицевые соединения имеют большую точность центрирования, передают большие крутящие моменты и имеют большее сопротивление усталости.
Шлицевые соединения с прямобочным профилем наиболее распространены и применяются для подвижных и неподвижных соединений.
К основным параметрам этих соединений (табл. 10.5) относятся:
– D– наружный диаметр;
– d– внутренний диаметр;
– b– ширина зуба;
– z– число зубьев.
В зависимости от значения передаваемого крутящего момента (ГОСТ 1139-80*) установлены три типа соединений: легкой, средней и тяжелой серии, которые отличаются, в основном, разными значениями основных параметров.
В каждой серии ограничено число типоразмеров шлицевых соединений, т.к. для получения шлицевых пазов во втулках применяется дорогой специальный инструмент - протяжка. Например, в тяжелой серии дано 18 типоразмеров с размерами zdDот 101620 до 20112125 при ширине зубьев «b» от 2,5 до 9,0 мм.
Для обеспечения необходимой соосности поверхностей вала и втулки в шлицевых соединениях с прямобочным профилем применяют три способа их относительного центрирования (табл. 10.5):
– по наружному диаметру D;
– по внутреннему диаметру d;
– по боковым сторонам зубьев b.
В шлицевом соединении с прямобочным профилем посадка осуществляется одновременно по трем поверхностям: наружной и внутренней цилиндрической, а также плоским боковым сторонам зубьев. Центрирование по одному из трех способов будет осуществляться только тогда, когда зазоры (или натяги) по центрирующим поверхностям будут наименьшими.
Таблица 10.5
Основные параметры шлицевого соединения и условные обозначения в зависимости от вида центрирования
|
Вид центрирования и случаи применения данного вида центроирования |
Основные параметры шлицевого соединения и условные обозначения |
|
1. Центрирование по наружному диаметру D применяется при повышенных требованиях к соосности элементов соединения, для передачи наибольших крутящих моментов. Твердость втулки, в этом случае, должна быть невысокой и отверстие допускается обрабатывать чистовой протяжкой, а вал - обрабатываться фрезерованием и шлифоваться по наружному диаметру D. Это наиболее простой и экономичный способ центрирования, применяемый как для неподвижных, так и подвижных соединений (табл. 10.6). |
Пример обозначения неподвижного шлицевого соединения с центрирования по D:
Обозначение втулки:
Обозначение вала:
|
|
2. Центрирование по внутреннему диаметру d применяется в тех же случаях, что первый способ, но вал и втулка имеют большую твердость, что не позволяет обработать шлицевое отверстие протягиванием. При этом точность внутреннего диаметра d у вала и отверстия обеспечивается шлифованием. Это наиболее дорогой способ центрирования (табл. 10.7). |
Пример обозначения неподвижного шлицевого соединения с центрированием по d:
Обозначение втулки:
Обозначение вала:
|
|
3. Центрирование по боковым сторонам зубьев b применяется в тех случаях, когда нужно передавать значительные крутящие моменты, особенно с реверсированием. Этот способ обеспечивает наименьшую точность центрирования, поэтому он применяется реже предыдущих способов (табл. 10.8).
|
Пример обозначения подвижного шлицевого соединения с центрированием по b:
Обозначение втулки:
Обозначение вала:
|
|
Примечание: Условные обозначения шлицевых прямобочных соединений и их деталей включают букву, обозначающую центрирующий элемент (D, d, b), число шлицев, номинальные значения размеров D, d, b и после каждого номинального размера поле допуска или посадку. | |







В зависимости от вида сопряжения (подвижное или неподвижное), вида центрирования и других условий работы по ГОСТ 1139-80*установлены поля допусков и посадки цилиндрических прямобочных соединений.
Посадки с натягами отсутствуют из-за сложного контура шлицевых изделий, затрудняющих их собираемость, а неподвижные соединения получают за счет переходных посадок или скользящих с Smin= 0.
Так же как и при назначении посадок гладких соединений у большинства посадок шлицевых прямобочных соединений квалитет отверстия на единицу больше, чем вала, что обусловлено большими затратами на его изготовление.
Посадки с увеличенными зазорами применяются с увеличением длины и частоты перемещений вала и втулки.
У прямобочных шлицевых соединений нормируется только одно отклонение взаимного расположения поверхностей элементов – задается допуск симметричности, величина которого приводится в табл. 10.10
Таблица 10.10
Допуск симметричности в диаметральном выражении по отношению к оси симметрии центрирующего элемента
-
b, мм
2,5; 3
3,5; 4; 5; 6
7; 8; 9; 10
12; 14; 16; 18
Допуск симметричности, мм
0,01
0,012
0,015
0,018
Примеры обозначения допуска симметричности на чертежах деталей приведены в табл. 10.5 при центрирующем наружном диаметре D, при центрирующем внутреннем диаметреd,при центрирующей ширине шлицев.
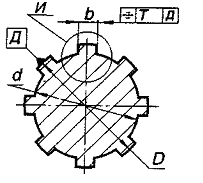
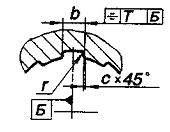
При обозначении на чертеже параметры шлицов проставляются на полке, стрелка от которой указывает на шлицы, как показано на рис. 10.4
|
|

Рис. 10.4 Пример обозначения шлицов на чертеже:
а) – шлицевого вала; б) – шлицевого отверстия
Параметры шлицов можно проставлять и на размерной линии, как на рис. 10.5

Рис. 10.5 Пример обозначения на сборочном чертеже прямобочного подвижного шлицевого соединения с центрированием по D
ЛЕКЦИЯ 23