

Лекция № 21
Тема 12. Нормирование точности шпоночных и шлицевых соединений
12.1. Общие сведения о шпоночных и шлицевых соединениях.
Основное назначение шпоночных и шлицевых соединений – передача крутящих моментов между валами и насаженными на них зубчатыми колесами, шкивами, полумуфтами, эксцентриками, маховиками, рукоятками управления и другими деталями.
Шпонки представляют собой бруски определенной формы, вставленные в пазы вала и втулки. Шлицевой вал напоминает вал с равномерно расположенными шпонками, выполненными с ним за одно целое.
Шпонки и шлицы могут применяться как в подвижных, так и неподвижных соединениях втулок с валами.
В шпоночных и шлицевых соединениях должно обеспечиваться хорошее центрирование, т.е. боковые зазоры по ширине шпонок и шлицев должны быть минимальными. Иначе возможно относительное проворачивание соединенных деталей, а в реверсивных механизмах и удары за счет перемещения бокового зазора с одной стороны шлица (шпонка) на другой.
Исключить зазоры по ширине шпонок и шлицев практически невозможно, т.к. возникают погрешности размеров, формы и взаимного расположения деталей, входящих в соединение. Кроме того, зазоры и натяги по боковым сторонам шпонок и шлицев и центрирующим поверхностям необходимы для выполнения функционального назначения соединения в зависимости от условий работы.
В настоящее время в России стандартизированы системы допусков и посадок шпоночных соединений с призматическими, клиновыми и сегментными шпонками, а также шлицевых соединений с прямобочными и эвольвентными шлицами. Шлицевые соединения с треугольными шлицами применяются реже, и на допуски и посадки этих соединений отсутствуют общегосударственные стандарты.
12.2. Нормирование точности шпоночных соединений с призматическими шпонками. Обозначение на чертежах
Соединения с призматическими шпонками (рис. 10.1), размеры, допуски и посадки которых регламентированы ГОСТ 23360-78, встречаются наиболее часто.
Призматические шпонки изготавливаются в трех исполнениях (рис. 10.2). Стандартом регламентируются:
- ширина шпонки b – выполняется по h9;
- высота шпонки h, - выполняется по h11;
- длина шпонки L – выполняется по h14
В обозначении шпонки последовательно указываются исполнение, ширина шпонки, высота шпонки и длина шпонки. Исполнение 1 не указывается. Например, шпонка призматическая исполнения 1, с размерами b= 18 мм,h= 11 мм,L= 100 мм, будет обозначаться:
Шпонка 1811100 ГОСТ 23360-78*.
Та же шпонка исполнения 2:
Шпонка 2–1811100 ГОСТ 23360-78*.
|
|

Рис. 10.1 Соединения с призматическими шпонками.
|
|
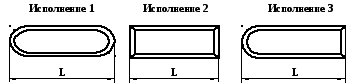
Рис. 10.2. Виды исполнения шпонок
Точность размеров элементов шпоночного соединения нормируется аналогично точности гладких соединений. Поля допусков на эти элементы выбираются по ГОСТ 25347-82 и зависят от вида соединений (табл. 10.2):
Таблица 10.2
Поля допусков по ширине шпонки в зависимости от вида соединений
-
Элемент
соединения
Поле допуска размера b при соединении
Свободном
Нормальном
Плотном
Ширина шпонки
h9
h9
h9
Ширина паза на валу
H9
N9
Р9
Ширина паза на втулке
D10
JS9
P9
Для ширины пазов вала и втулки допускаются любые сочетания указанных полей допусков. Рекомендуемые посадки и схемы их расположения, зависящие от типа соединения, приведены в табл. 10.3, а пример, простановки посадок на чертеже - на рис. 10.3.
Таблица 10.3
Виды шпоночных соединений и соответствующие им схемы расположения рекомендуемой посадки
|
Вид соединения и случаи применения данного соединения |
Схема расположения рекомендуемой посадки |
|
Плотное соединение– соединение с переходной посадкой с примерной равной вероятностью получения зазора в соединениях шпонок с обоими пазами. Применяется при реверсивных нагрузках и редких разборках, при сборке запрессовкой. Используется в единичном и мелкосерийном производствах. |
|
|
Нормальное соединение - соединение с переходной посадкой с большой вероятностью получения гарантированного зазора. Применяется при отсутствии реверсивных ударных нагрузок и благоприятных условиях сборки, когда не требуются частые разборки. Используется в крупносерийном и массовых производствах. |
|
|
Свободное соединение - соединение с гарантированным зазором. Применяется при действии нереверсивных равномерных нагрузок, лёгких режимах работы, для направляющих шпонок. |
|
|
| |



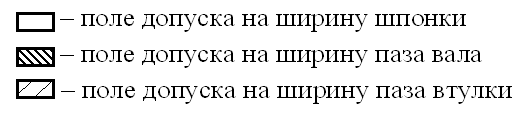

Рис. 10.3. Пример простановки посадок сопряжения с призматической шпонкой
На глубину пазов во втулке или валу задаются численные значения отклонений (табл. 10.4).
Таблица 10.4
Предельные отклонения на глубину пазов с призматическими шпонками
-
Высота шпонки h, мм
От 2 до 6
От 6 до 18
От 18 до 50
Предельные отклонения на глубину паза на валу t1 (или d – t1)*, и во втулке t2 (или d + t2), мм
+0,1
0
+0,2
0
+0,3
0
Примечание:
* Для указанного размера те же предельные отклонения назначаются со знаком минус.
На рабочам чертеже предпочтительно на валу указать размер t1, а на отверстии втулки d + t2; если указывается на валу размер d - t1, предельные отклонения назначаются со знаком минус.
Длина шпоночного паза вала выполняется по Н15.
Шероховатость поверхности боковой поверхности шпоночного паза - Ra3,2, дна шпоночного паза - Ra6,3.