

6.3. Расчет номинальных размеров калибров
Номинальными называют предельные размеры калибра, по которым изготавливают новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший размер с положительным отклонением; а для пробки – их наибольший размер с отрицательным отклонением. Таким образом, отклонение на чертеже проставляется в «тело» калибра, что обеспечивает максимум металла на изготовление и большую вероятность получения годных калибров. Номинальные размеры калибров определяют по формулам, приведенным в табл. 6.1, а численные значения допусков калибров – на основании табл. 6.2.
Пример:
Операция: контроль диаметров вала и корпусной детали 60Н7/h6.
Рассчитать и построить схемы полей допусков для размеров контролируемых поверхностей: вала и отверстия, а так же номинальных размеров калибра-пробки и калибра-скобы. Выполнить эскизы рабочих калибров для контроля размеров отверстия и вала, проставить номинальные размеры с допусками и маркировку калибров.
Решение:
1. Определяем номинальные размеры калибров-пробок для отверстия диаметром D=60 мм с полем допуска Н7. По табл. 2.8 допуск основного отверстия: IT7=30 мкм. Следовательно, Dmax=60,030 мм; Dmin=60,000 мм. По табл. 6.2 находим допуски и предельные отклонения калибров для IT7 в интервале 50…80 мм: Н=5 мкм; Z=4 мкм; у=3 мкм. По этим данным строим схему расположения полей допусков калибра-пробки (рис. 6.7,а).
Наибольший размер нового проходного калибра-пробки:
![]() мм
мм
Размер калибра-пробки ПР, проставляемый на чертеже, при допуске на изготовление Н=5 мкм равен 60,0065-0,005.
Номинальные размеры: наибольший 60,0065 мм, наименьший 60,0015 мм.
Наименьший размер изношенного проходного калибра-пробки при допуске на износ у=3 мкм равен
![]() мм.
мм.
Наибольший размер нового непроходного калибра-пробки
![]() мм.
мм.
Размер калибра-пробки НЕ, проставляемый на чертеже, равен 60,0325-0,005. Номинальные размеры: наибольший 60,0325 мм; наименьший 60,0275 мм (рис. 6.8,а).
2. Определяем номинальные размеры калибров-скоб для вала диаметром d=60 мм с полем допуска h6.
Допуск основного вала равен: IT6=19 мкм. Следовательно,
dmax=60,000 мм; dmin=59,981 мм.
Из табл. 6.2 находим для расчета калибра: Н1=5 мкм; Z1=4 мкм; Y1=3 мкм; Нр=2 мкм. По этим данным строим схему расположения полей допуска калибра-скобы (рис. 6.7,б).
Наименьший размер проходной новой калибра-скобы
![]() мм
мм
Размер калибра-скобы ПР, проставляемый на чертеже, при допуске на изготовление Н1=5 мкм равен 59, 9935+0,005. Номинальные размеры: наименьший 59,9935 мм; наибольший 59,9985 мм. Наибольший размер изношенного калибра-скобы при допуске на износ Y1=3 мкм равен:
![]() мм.
мм.
Наименьший размер непроходной калибра-скобы
![]() мм.
мм.
Размер калибра-скобы НЕ, проставляемом на чертеже, 59,9785+0,003. Номинальные: наименьший 59,9785 мм; наибольший 59,9935 мм (рис. 6.8,б).
Таблица 6.1
Формулы для вычисления номинальных размеров калибров
|
Калибр |
Номинальный размер изделия, мм | ||||||||
|
До 180 |
Св. 180 до 500 | ||||||||
|
Рабочий калибр |
Контрольный калибр |
Рабочий калибр |
Контрольный калибр | ||||||
|
Размер |
Допуск |
Размер |
Допуск |
Размер |
Допуск |
Размер |
Допуск | ||
|
Для отверстия |
Проходная сторона новая |
|
Н/2 |
– |
– |
|
Н/2 или Нs/2 |
– |
– |
|
Проходная сторона изношенная |
|
– |
– |
– |
|
– |
– |
– | |
|
Непроходная сторона |
|
Н/2 или Нs/2 |
– |
– |
|
Н/2 или Нs/2 |
– |
– | |
|
Для вала |
Проходная сторона новая |
|
Н1/2 |
|
Нp/2 |
|
Н1/2 |
|
Нp/2 |
|
Проходная сторона изношенная |
|
– |
|
Нp/2 |
|
– |
|
Нp/2 | |
|
Непроходная сторона |
|
Н1/2 |
|
Нp/2 |
|
Н1/2 |
|
Нp/2 | |
Таблица 6.2
Допуски и отклонения калибров, мкм
|
Квалитет допусков изделий |
Обозначение |
Интервалы размеров, мм |
Допуски на форму калибра | |||||||
|
Св. 10 до 18 |
Св. 18 до 30 |
Св. 30 до 50 |
Св. 50 до 80 |
Св. 80 до 120 |
Св. 120 до 180 |
Св. 180 до 250 |
Св. 250 до 315 | |||
|
6 |
Z Y a, a1 Z1 Y1 H, Hs H1 Hp |
2 1,5 0 2,5 2 2 3 1,2 |
2 1,5 0 3 3 2,5 4 1,5 |
2,5 2 0 3,5 3 2,5 4 1,5 |
2,5 2 0 4 3 3 5 2 |
3 3 0 5 4 4 6 2,5 |
4 3 0 6 4 5 8 3,5 |
5 4 2 7 5 7 10 4,5 |
6 5 3 8 6 8 12 6 |
IT1 IT2 IT1 |
|
7 |
Z, Z1 Y, Y1 a, a1 H, H1 Hs Hp |
2,5 2 0 3 2 1,2 |
3 3 0 4 2,5 1,5 |
3,5 3 0 4 2,5 1,5 |
4 3 0 5 3 2 |
5 4 0 6 4 2,5 |
6 4 0 8 5 3,5 |
7 6 3 10 7 4,5 |
8 7 4 12 8 6 |
IT2 IT1 IT1 |
|
8 |
Z, Z1 Y, Y1 a, a1 H H1 Hs, Hp |
4 4 0 3 5 2 |
5 4 0 4 6 2,5 |
6 5 0 4 7 2,5 |
7 5 0 5 8 3 |
8 6 0 6 10 4 |
9 6 0 8 12 5 |
12 7 4 10 14 7 |
14 9 6 12 16 8 |
IT2 IT3 IT1 |
|
9 |
Z, Z1 Y, Y1 a, a1 H H1 Hs, Hp |
8 0 0 3 5 2 |
9 0 0 4 6 2,5 |
11 0 0 4 7 2,5 |
13 0 0 5 8 3 |
15 0 0 6 10 4 |
18 0 0 8 12 5 |
21 0 4 10 14 7 |
24 0 6 12 16 8 |
IT2 IT3 IT1 |
|
Примечания: 1. Числовые значения стандартных допусков – по ГОСТ 25347-82. 2. Исполнительные размеры рабочих калибров – по ГОСТ 21401-75. Таблица приведена в сокращении. | ||||||||||
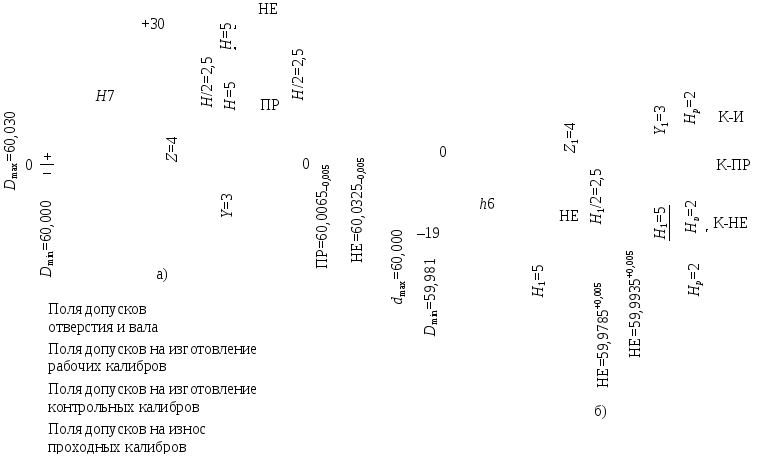
Рис. 6.7. Схемы расположения полей допусков калибров-пробок (а), калибров-скоб (б)

Рис. 6.8. Схема рабочих эскизов калибра-пробки (а) и калибра-скобы (б)