

Расчет величины сварочного тока.
Силу тока можно найти по формулам:
J = (40 - 50) dэ при dэ = 4 - 6 мм;
J = (20 + 6dэ) ⋅ dэ при dэ < 4 и dэ > 6 мм,
где J - сварочный ток, А
dэ - диаметр электрода, мм.
Длина дуги при РДС зависит от марки электрода и устанавливается
сварщиком в пределах 3-5 мм. Ориентировочно
Lд=0,52(Dэл+2) , (d,)мм
Напряжение дуги
Uд = a + в*Lд
где а - падение напряжения в приэлектродных областях:
у катода до 25, у анода до 5 В;
в - падение напряжения в дуге, в=(1-5) В/мм.
Можно принять а = 20 В, в = 3 В/мм.
Расчёт количества требуемых для сварки электродов.
Для определения количества требуемых для сварки электродов необходимо рассчитать суммарную массу наплавленного в сварные швы металла, в различных типах швов (стыкового. нахлесточного, углового, таврового) по формуле:

где Fш – площадь поперечного сечения соответствующего вида шва, см2;
Lш – длина соответствующего вида шва, см;
γ
– плотность стали, γ
= 7,85

где - коэффициент усиления шва, = 1,15
Fр – площадь поперечного сечения разделки сварного соединения, см2;
Для таврового шва Т1 площадь стыка сварного соединения

где К1 – катет шва.
Для таврового шва Т3

где К - катет шва;
g – усиление шва.-
Для нахлесточного шва Н1

Для углового шва У4

Для стыкового шва

где S –толщина свариваемого металла.
Расчет суммы потерь электродного металла
Количество
расплавленного электродного металла
больше чем наплавленного в сварной шов
металла, так как часть металла теряется
при его разбрызгивании и угаре. Потери
на угар и разбрызгивание выражаются
коэффициентом
 .
При ручной дуговой сварке на постоянном
токе
.
При ручной дуговой сварке на постоянном
токе
 .
.
Потери
на огарки выражаются коэффициентом
 ,
при этом длина огарка допускается не
более 5си, тогда
,
при этом длина огарка допускается не
более 5си, тогда

где Lог – длина огарка;
Lэл – длина электрода.
Тогда сумма потерь электродного металла:

Расчет массы электродов для выполнения сварного соединения

Масса стержня одногоэлектрода

Количество электродов, требуемых на выполнение изделия

Расчет времени сварки
Машинное время сварки

где
 -
коэффициент наплавки;
-
коэффициент наплавки;
Вспомогательное время сварки

Полное время сварки

Выбор источника питания ручной дуговой сварки.
Расчет скорости сварки
При выборе источника питания необходимо руководствоваться требованиями технологического процесса: способом и режимом дуговой сварки, свойствами свариваемого металла, условиями сварочных работ.
После выбора способа сварки необходимо выбрать род тока (если, конечно, данный способ сварки позволяет выполнять сварку, как на постоянном, так и на переменном токе), а также требуемую форму ВВАХ источника питания. Ниже в таблице представлены данные для выбора рода тока и формы ВВАХ источника питания в зависимости от способа дуговой сварки.
|
Способ сварки |
Постоянный ток |
Переменный ток | |
|
Падающая ВВАХ |
Жесткая ВВАХ |
Падающая ВВАХ | |
|
Сварка неплавящимся электродом: ТИГ Сварка плавящимся электродом: ММА МИГ/МАГ Импульсно-дуговая сварка Сварка порошковой проволокой
|
Да
Да Возможна Специальная Да
|
Нет
Нет Да Специальная Да
|
Да
Да Нет Нет На стадии эксперимента |
Сварочные источники питания выпускаются для разных диапазонов сварочного тока. Следует выбирать источник питания, номинальный ток которого близок к требуемому току сварки. Источник питания со слишком высоким номинальным током будет использоваться не эффективно. Он также будет потреблять значительную энергию при работе на холостом ходу. Сварочные источники питания также рассчитываются на разные режимы работы (непрерывный или повторно-кратковременный).
Повторно-кратковременный режим оценивается относительной продолжительностью работы (ПР; иногда обозначается ПН – Период Нагрузки):
|
ПР |
= |
время работы (сварки) |
· 100% |
|
время всего цикла (сварки и паузы) |
Длительность всего цикла работы (сварки и паузы) для источников, предназначенных для ручной дуговой сварки, принята равной 5 мин (в странах СНГ). Например, если ПР = 20%, то это означает, что после 1 минуты сварки на номинальном токе необходимо, чтобы источник остывал не менее чем 4 минуты. В противном случае он может перегреться и выйти из строя.
Внимание! В Европе длительность цикла работы принята равной 5 мин Например, если номинальный ток 300 А при ПР = 40%, а сварка выполняется на токе 200 А, то реальное значение ПР будет:
|
Новое значение ПР |
= |
(300)2 |
· 40% |
= 90% |
|
(200)2 |
То есть, данным источником питания можно выполнять сварку током 200 А практически непрерывно.
При выборе источника питания необходимо учитывать и параметры силовой сети (одно- или трехфазная), к которой предполагается подключить источник питания. На табличке с техническими данными источника питания обычно указываются: требования к сети питания, номинальный ток сварки, напряжение холостого хода, форма ВВАХ, ПР (ПН) и другие технические сведения об источнике питания.
Расчет скорости сварки

где
 -
длина всех сварных швов.
-
длина всех сварных швов.

Расход электроэнергии на выполнение сварочных работ

где
 – напряжение
на дуге
– напряжение
на дуге

Мощность холостого хода

Вариант 1

|
№ |
Марка стали |
Размеры мм | |||
|
А |
В |
| |||
|
1 |
17ГСБ |
50 |
4 |
5 | |
|
2 |
12ХМ |
70 |
5 |
7 | |
|
3 |
08 |
80 |
6 |
10 | |
|
4 |
15Г |
100 |
6 |
12 | |
|
5 |
15ХМ |
120 |
8 |
15 | |
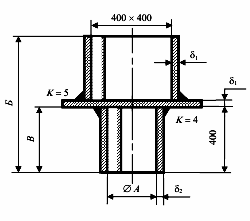
Вариант 2

|
№ |
Марка стали |
Размеры мм | ||||
|
А |
В |
К |
1 |
2 | ||
|
6 |
15Г |
1500 |
2000 |
6 |
8 |
15 |
|
7 |
15Х5 |
1800 |
2500 |
8 |
10 |
20 |
|
8 |
10ХСНД |
2000 |
2500 |
8 |
12 |
20 |
|
9 |
Ст4 |
2200 |
2800 |
8 |
12 |
20 |
|
10 |
08 |
2200 |
2500 |
8 |
10 |
20 |
Вариант 3

|
№ |
Марка стали |
Размеры мм | |||
|
А |
Б |
1 |
2 | ||
|
11 |
10 |
800 |
300 |
8 |
10 |
|
12 |
15 |
1000 |
400 |
10 |
12 |
|
13 |
20 |
1200 |
500 |
10 |
12 |
|
14 |
25 |
850 |
350 |
8 |
10 |
|
15 |
15Г |
700 |
250 |
6 |
5 |
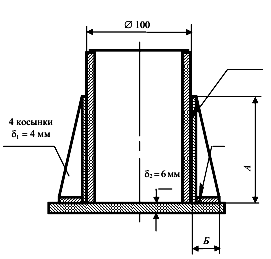
Вариант4

|
№ |
Марка стали |
Размеры мм | |
|
А |
Б | ||
|
16 |
10 |
800 |
10 |
|
17 |
20 |
1200 |
10 |
|
18 |
Ст3 |
3000 |
18 |
|
19 |
Ст1 |
6000 |
20 |
|
20 |
Ст3 |
2000 |
15 |
Вариант 5

|
№ |
Марка стали |
Размеры мм | ||
|
21 |
20ХГСА |
А |
Б |
К |
|
22 |
15ХА |
200 |
8 |
6 |
|
23 |
25 |
300 |
8 |
6 |
|
24 |
10 |
350 |
9 |
7 |
|
25 |
Ст4 |
400 |
10 |
8 |
|
26 |
Ст2 |
500 |
10 |
8 |
Вариант 6
|
№ |
Марка стали |
Размеры мм | |
|
А |
Б | ||
|
27 |
Ст1 |
300 |
150 |
|
28 |
08 |
350 |
170 |
|
29 |
30 |
400 |
200 |
|
30 |
35 |
450 |
200 |
|
31 |
20Г |
250 |
180 |
Вариант 7
|
№ |
Марка стали |
Размеры мм | ||||
|
А |
Б |
В |
1 |
2 | ||
|
32 |
20Х |
220 |
600 |
150 |
6 |
4 |
|
33 |
20Г |
250 |
800 |
200 |
6 |
5 |
|
34 |
15ХМ |
180 |
600 |
300 |
5 |
4 |
|
35 |
Ст3 |
150 |
550 |
200 |
5 |
4 |
|
36 |
Ст4 |
200 |
700 |
250 |
6 |
4 |