

Вопросы для самоконтроля
Что такое допуск на измерение?
Какие условия необходимо выполнить при выборе измерительного средства и его точности?
Что означают параметры m, n и C?
Что такое приемочные границы и правила их назначения?
Как определить допуск на измерение при отсутствии стандартизаванных значений?
Задача 12 Выбор измерительных средств с несколькими звеньями измерительного канала
Условия. Выбрать средство измерений (рычажно-зубчатую головку) минимально допустимой точности для контроля отклонения от круглости (рис. 12.1), от перпендикулярности (рис. 12.2) и от параллельности (рис. 12.3) по вариантам, приведенным в табл. 12.1.
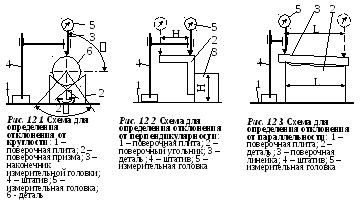
Таблица 12.1
|
Вариант
|
Диаметр, мм |
Допуск круглости, мкм |
Число граней |
Вариант
|
Длина поверхности Н, мм |
Допуск перпендикулярности, мкм |
Вариант
|
Высота Н, мм |
Длина поверхности L, мм |
Допуск парал-лельности, мкм |
|
1 |
20 |
25 |
3 |
2 |
90 |
50 |
3 |
25 |
50 |
40 |
|
4 |
24 |
40 |
5 |
5 |
100 |
80 |
6 |
35 |
60 |
50 |
|
7 |
30 |
60 |
7 |
8 |
120 |
60 |
9 |
50 |
100 |
60 |
|
10 |
40 |
50 |
9 |
11 |
150 |
100 |
12 |
70 |
120 |
80 |
|
13 |
60 |
100 |
8 |
14 |
160 |
160 |
15 |
120 |
300 |
100 |
|
16 |
80 |
160 |
3 |
17 |
200 |
120 |
18 |
160 |
200 |
160 |
|
19 |
100 |
60 |
5 |
20 |
140 |
40 |
21 |
200 |
400 |
120 |
|
22 |
150 |
80 |
7 |
23 |
60 |
60 |
24 |
220 |
450 |
80 |
|
25 |
180 |
120 |
9 |
26 |
100 |
160 |
27 |
250 |
500 |
200 |
|
28 |
200 |
200 |
8 |
29 |
160 |
200 |
30 |
300 |
600 |
250 |
Указания к решению
Выбор измерительного средства определяется допуском на измерение, который зависит от допуска на конролируемый параметр. При отсутствии рекомендаций в нормативно технических документах допуск на измерение
изм = 0,33Т ,
где Т – допуск на контролируемый параметр.
Например, для измерения отклонений формы и расположения допустимую абсолютную погрешность измерения искомого средства измерения определяют по выражению
![]() ,
(12.1)
,
(12.1)
где изм - абсолютная погрешность измерения точности формы или расположения, которая не должны быть больше 0,33Тф (здесь Тф - заданный допуск формы или расположения);
i - абсолютные погрешности n звеньев измерительного канала.
При определении отклонений от круглости одним из способов является способ разностей, при котором находят разность между последовательными значениями размеров исследуемого изделия с помощью двух- или трехконтактных приборов. В трехконтактном приборе измеряемую деталь 6 (см. рис. 12.1) устанавливают в призму 2 с углом раскрытия и ощупывают наконечником измерительной головки 3, закрепленной в штативе 4, в направлении под углом к линии, параллельной плите 1 (табл. 12.2). Измерительной головкой 5, тип которой необходимо выбрать, фиксируют максимальное изменение показаний А за один оборот контролируемой детали 6. При этом отклонение от круглости определяют как кр = А/К, где К– коэффициент воспроизведения огранки , зависящий от количества неровностей на периметре контролируемой детали и угла раскрытия призмы (см. табл. 12.2).
Суммарная погрешность по круглости не должна превышать кр Тф, а погрешность измерения в данной схеме не должна превышать изм 0,33Тф.
Размеры и абсолютные погрешности звеньев, входящих в схему измерений, приведены в табл. 12.3; 12.4; 12.5 и 12.6.
При определении отклонений от перпендикулярности угольник 2 плотно прижимают к контролируемой поверхности детали 3 и касаются его наконечником измерительной головки 5 в двух точках на расстоянии Н, равном длине контролируемой поверхности. Разность показаний измерительной головки является отклонением от перпендикулярности. Размеры и абсолютные погрешности звеньев, входящих в схему измерений, приведены в табл. 12.3; 12.4; 12.6 и 12.7.
При определении отклонения от параллельности на проверяемую поверхность детали 2 кладут поверочную линейку 3 и касаются ее наконечником измерительной головки 5 в двух точках на расстоянии L, равном длине контролируемой поверхности. Размеры и абсолютные погрешности звеньев, входящих в схему измерений, приведены в табл. 12.3; 12.4; 12.6 и 12.8.
Таблица 12.2