

Углы заточки проходных резцов
Статические углы резцов называют так же углами заточки, т. к. все углы могут быть установлены на лимбах трех поворотных тисков заточного станка. Значения углов заточки резцов зависят от технологической системы, главным образом – от жесткости и виброустойчивости. Так, среднее значение переднего угла равно 10°. Однако, если не проходит выкрашивания режущей кромки, этот угол можно увеличить до 15…20°, а для ее упрочнения затачивают упрочняющую фаску f под углом γf = 0…-5°, шириной примерно равной толщине срезаемого слоя а. На передней поверхности часто затачивают лунку для обеспечения завивания стружки.
Задний угол затачивают под углом 8…12°. Меньшие значения применяют для черновой обработки, большее – для чистовой.
Главный угол в плане изменяется в пределах 30…90°. Меньшие значения используют в условиях повышенной жесткости технологической системы. Угол γ = 90° рекомендуется для обработки нежестких заготовок, что ведет к уменьшению радиальной силы резания Py и к увеличению точности обработки. Вспомогательный угол в плане φ1 влияет на качество обработанной поверхности. При высоких требованиях к качеству поверхности этот угол уменьшают до 5…10°, а иногда делают нулевым (для резцов с зачищающими режущими кромками).
Угол наклона режущей кромки λ изменяется в пределах ±5° и влияет на направление схода стружки и на прочность режущего клина. При положительных углах λ стружка сходит в направлении к обработанной поверхности, при отрицательных углах λ – в направлении к обрабатываемой поверхности.
Другие типы токарных резцов применяются для обработки деталей типа ступенчатых валов, дисков, втулок и др. (рис. 5).

а) б) в)
Рис. 5. Схемы обработки ступенчатого вала (а), подрезание торца диска (б), растачивания отверстия втулки (в), n – частота вращения заготовки; S – подача; t – глубина резания;
1 – проходной упорный резец; 2 – подрезной резец; 3 – расточной резец
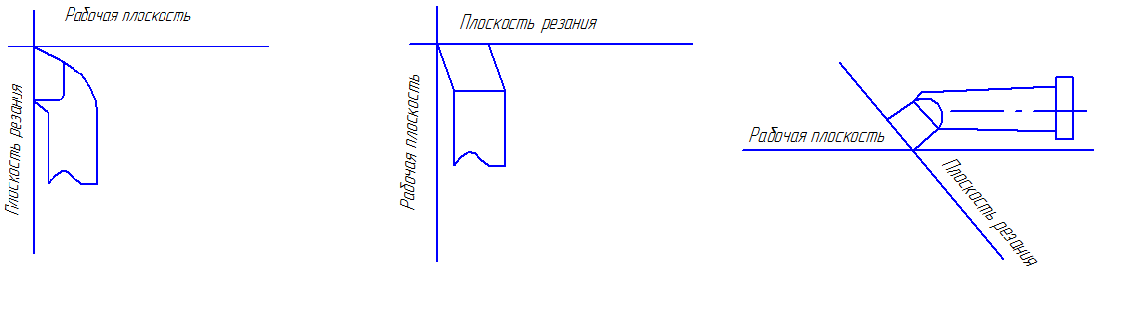
Координаты плоскости для этих резцов показаны на рис. 6.
а) б) в)
Рис. 6. Координатные плоскости для токарного упорного резца (а)
токарного подрезного резца (б) и токарного расточного резца (в)
Примечание: основная плоскость для всех резцов совпадает с плоскостью чертежа.
Измерение углов токарных резцов
Для измерения углов резцов контактным методом применяются угломеры, которые подразделяются на нониусные и оптические. Погрешность измерения углов 2…5°. Для более точных измерений используют уровни, измерительные микроскопы и др. (на рис. 7 показан угломер с нониусом).

Рис. 7. Угломер с нониусом
Порядок выполнения работы
Получить задание.
Определить кинематические характеристики резания.
Дать эскиз резца и показать его рабочие поверхности и режущей кромки.
Показать статические углы резца в буквенных обозначениях.
Измерить геометрические параметры резца и занести результаты измерения в табл. 1.
Таблица 1
|
Тип резца |
Углы режущей части, …° | |||||||
|
γ |
α |
β |
φ |
φ 1 |
ε |
α1 |
λ | |
|
|
|
|
|
|
|
|
|
|