

16.3 Методы обработки на зубофрезерных станках
Нарезание цилиндрических колес с прямыми зубьями (рисунок 16.5). Заготовка при обработке находится в зацеплении с воображаемой производящей движущейся зубчатой рейкой, которая воспроизводится в пространстве режущими кромками фрезы 1 при ее вращательном I и поступательном II движениях.
Нарезание цилиндрических зубчатых колес с винтовыми зубьями. В этом случае ось фрезы к торцу заготовки устанавливают под углом = ± , где — угол наклона зубьев нарезаемого колеса. Знак «плюс» берут при разноименных направлениях винтовых линий зубьев нарезаемого колеса и фрезы, знак «минус» — при одноименных направлениях.
Схемы установки фрезы при нарезании винтовых зубьев колес для различных вариантов показаны на рисунке 16.6. Для получения винтового зуба необходимы четыре движения: вращение фрезы, вращение заготовки, вертикальная подача фрезы и дополнительное вращение заготовки. Первые три движения такие же, как и при нарезании прямозубых цилиндрических колес.
16.4 Зубофрезерный станок 53а50
Зубофрезерный универсальный станок 53А50 является полуавтоматом, работает по методу обкатки и предназначен для нарезания зубьев цилиндрических и червячных колес в условиях мелко- и среднесерийного производства. В качестве инструмента используют червячные фрезы. Полуавтомат выполнен по вертикальной компоновке с неподвижной инструментальной стойкой и подвижным в горизонтальном направлении столом.
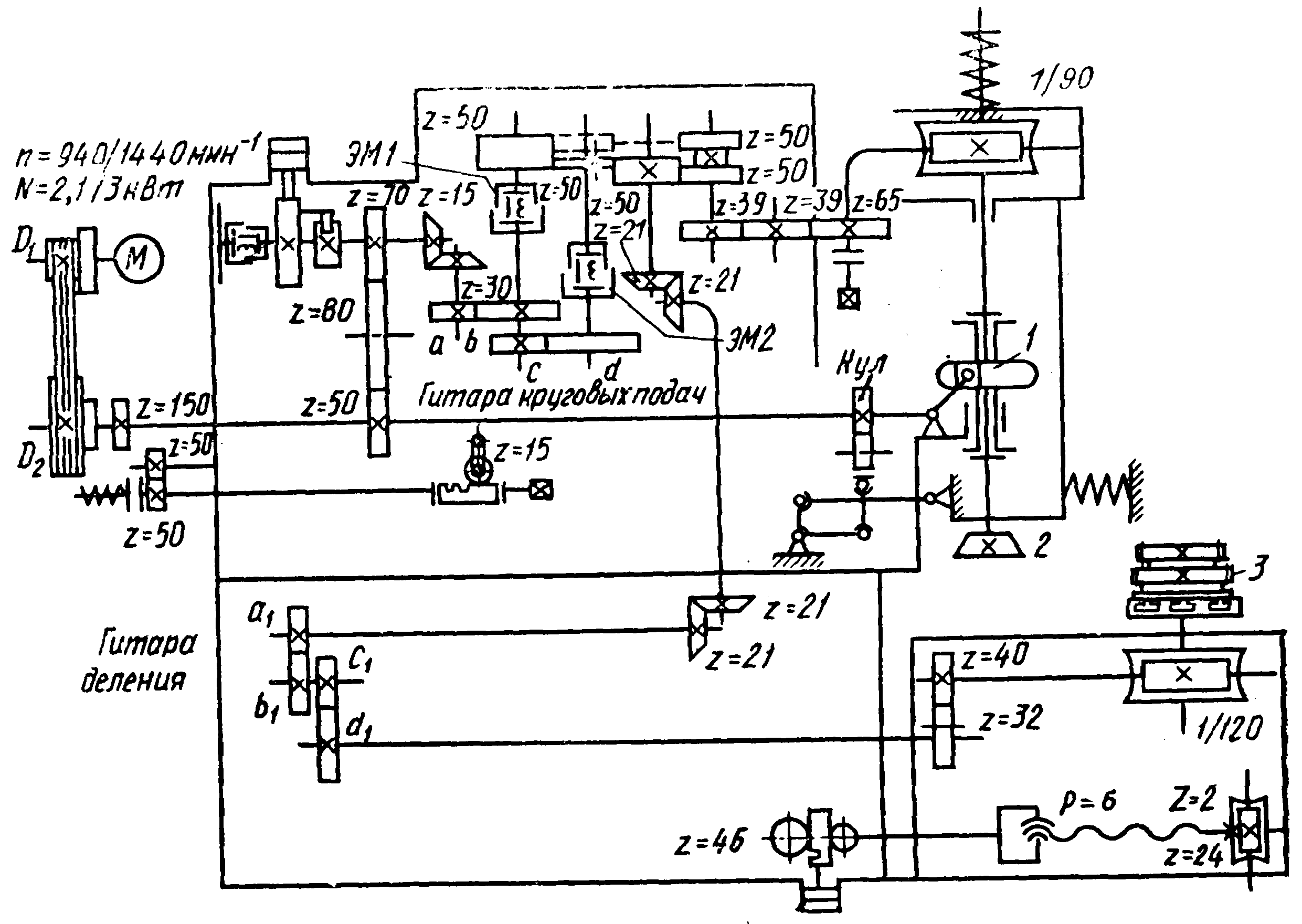
Рисунок 16.3 – Кинематическая схема зубодолбежного станка 5122

Рисунок 16.4 – Схема хода долбяка

Рисунок 16.5 –Схема нарезания цилиндрических зубчатых колес червячными фрезами:
а) – схема процесса; б) – установка фрезы

Рисунок 16.6 – Схемы установки червячной фрезы при нарезании винтовых зубьев
Техническая характеристика станка 53А50 представлена в таблице 16.2.
Таблица 16.2 - Техническая характеристика станка
|
Наибольший диаметр нарезаемых колес, мм |
500 |
|
Наибольший модуль зубьев нарезаемых колес, мм |
8 |
|
Наибольший угол наклона зубьев нарезаемых колес, град. |
±60 |
|
Наибольший вертикальный ход фрезы, мм |
360 |
|
Наибольший диаметр фрезы, установленной в суппорте, мм. |
180 |
|
Осевое перемещение фрезы, мм |
200 |
|
Частота вращения шпинделя фрезы, мин-1 |
40—405 |
|
Подача, мм/об: Вертикальная Радиальная Осевая |
0,75—7,5 0,2—2,25 0,13—2,6 |
|
Мощность главного электродвигателя, кВт |
8/10/12,5 |
|
Масса, т |
9,7 |
Полуавтомат 53А50 (рисунок 16.7) состоит из станины 7, в которой размещены гидропривод, привод для подвода смазочного материала, конвейер для отвода стружки, коробка главного привода, а также резервуары гидросистемы и системы охлаждения. С левой стороны станины наверху жестко закреплена стойка 10, в которой находятся механизмы гитар деления и дифференциала. По вертикальным призматическим направляющим стойки перемещается каретка 12 с фрезерным суппортом 14. К передней стенке корпуса стойки прикреплены коробка распределения движений 4 и пульт управления 7. На передней стенке станины слева расположена коробка скоростей 2 со сменными зубчатыми колесами гитары скоростей, а справа — коробка 23 с конечными выключателями и сигнальными лампами.
Стол 17 служит для установки заготовки. На корпусе стола, перемещаемом по горизонтальным направляющим станины, установлена стойка 16 с контрподдержкой 15 для оправки. Управление станком осуществляется рукоятками и кнопками, расположенными на пульте управления 7. На коробке 4 находятся рукоятка 3 включения вертикальной подачи, квадрат 6 валика ручного перемещения каретки и кнопка включения 5 гидрораспределителя для подачи смазочного материала в ползушку суппорта. На стойке 10

Рисунок 16.7 – Зубофрезерный станок 53А50

Рисунок 16.8 – Кинематическая схема фрезерного станка 53А50
расположены рукоятка 9 реверса тангенциальной подачи и рукоятка 11 переключения блока тангенциальной подачи. Суппорт на заданный угол поворачивается при вращении валика 13 за квадратный конец. На переднюю стенку задней стойки 16 выведена рукоятка 18, при повороте которой происходит перемещение контрподдержки. На корпусе стола ниже задней стойки расположены рукоятка 19 ручного насоса подачи смазочного материала, конец валика 20, при вращении которого происходит перемещение стола, и рукоятка 21 перемещения упора стола. Ход каретки 12 ограничивает упор 8, а ход стола 17 — упор 22.
Кинематическая схема станка представлена на рисунке 16.8.