

Определение исполнительных размеров плашек
Наружный диаметр плашки D определяется внутренним диаметром резьбы d1, диаметром стружечных отверстий dc и размером e1, определяющим прочность корпуса плашки (см. рис.26):
![]() (38)
(38)
В целях уменьшения номенклатуры крепежных патронов диаметр D должен укладываться в размерный ряд по ГОСТ 9740-71 (12, 16, 20, 25, 30, 38, 95, 55, 65, 75, 90 мм).
Ширина плашки Н=(0,18-0,4)D и по размеру соответствует ряду 3, 5, 7, 9, 10, 11, 14, 16, 18, 20, 22, 25, 30 и 36 мм; при этом выдерживается соотношение H/p=6…10.
Ш ирина
пера
f
и ширина просвета f1
(см. рис.26), как и размер D
плашки, зависят от внутреннего диаметра
резьбы плашки d1,
причем f/f1=0,65…0,7.
ирина
пера
f
и ширина просвета f1
(см. рис.26), как и размер D
плашки, зависят от внутреннего диаметра
резьбы плашки d1,
причем f/f1=0,65…0,7.
Из рис. 28 следует: f1=d1sinτ; f1=d1sinω
 (39)
(39)
Параметры стружечных отверстий плашки определяются радиусами r и Ro расположения их центров.
Для криволинейной передней поверхности из рис. 28 имеем:
![]() (Δ-к
ОАВ);
(Δ-к
ОАВ);
![]() (Δ-к
АВО1)
(Δ-к
АВО1)
Рис.
28. Схема к определению ширины пера и
параметров стружечных отверстий плашки
![]()
или
 (40)
(40)

![]() (41)
(41)
где
![]() .
.
При плоской форме передней поверхности указанные радиусы определяются по зависимостям:
 ;
(42)
;
(42)
![]() ;
(43)
;
(43)
 ,
,
где
![]() ;
;
![]() .
.
При полученных значениях r и Ro необходимо проверить толщину перемычки e1 по формуле
 ,
(44)
,
(44)
а величина e1 должна быть в пределах (0,15...0,12)D - для z=3-5; и (0,10 и 0,09)D – для z =(6-8).
Резьбовые фрезы
Д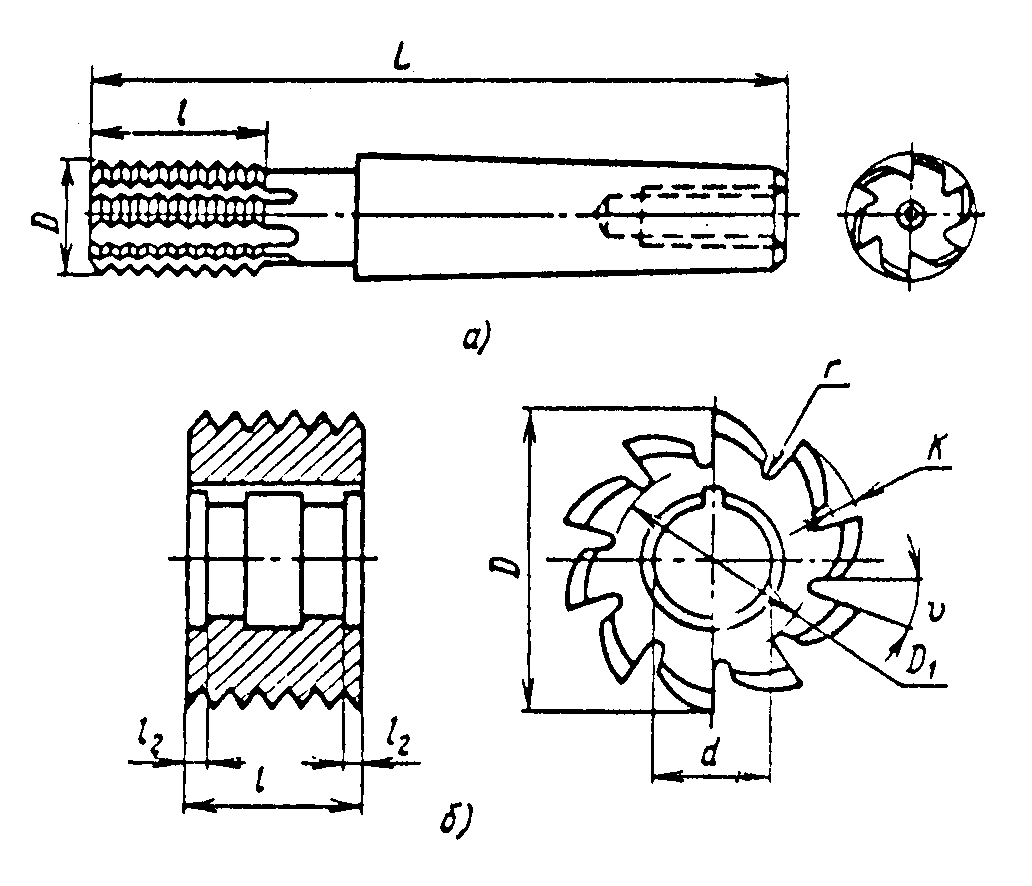 ля
фрезерования резьбы применяются
гребенчатые цилиндрические и дисковые
фрезы. Гребенчатые фрезы (рис. 29)
предназначены для нарезания коротких
резьб с мелким шагом и обеспечивают
многократное повышение производительности
по сравнению с нарезанием резьбы резцом.
ля
фрезерования резьбы применяются
гребенчатые цилиндрические и дисковые
фрезы. Гребенчатые фрезы (рис. 29)
предназначены для нарезания коротких
резьб с мелким шагом и обеспечивают
многократное повышение производительности
по сравнению с нарезанием резьбы резцом.
Рис.
29. Гребенчатые резьбовые фрезы
По конструкции гребенчатые резьбовые фрезы бывают концевыми с коническим хвостовиком по ГОСТ 24705-81 (рис. 29,а) и насадными (рис. 29,б) по ГОСТ 24705-82.
Диаметр фрезы D зависит от высоты зуба Н, диаметра отверстия d (для насадных), диаметра окружности впадин D1:
![]() ;
(45)
;
(45)
![]() ;
(46)
;
(46)
![]() ,
(47)
,
(47)
где H4 - высота профиля резьбы по ГОСТ; к – величина затылования; r – радиус закругления впадин зубьев; Δ - дополнительная величина на переточку.
Диаметр отверстия d (рис. 29,б) выбирают из условия устранения вибрации в процессе работы, а толщину фрезы назначают в пределах (0,3...0,4)d.
Для резьб с p=0,5…6 мм диаметры гребенчатых фрез находятся в пределах D=10...100 мм. Для внутренней резьбы диаметр фрезы должен быть не больше 0,85...0,9 диаметра отверстия.
Длина рабочей части фрез l=15…100 мм для обеспечения обработки по всей длине детали. Параметр l должен быть больше на 2-3 шага длины нарезаемой резьбы.
Фрезы затачивают по передней поверхности под углом r, который назначается в зависимости от материала детали: r=00 - для чугуна, бронзы, латуни и твердой стали; r=50 - для стали средней твердости и r=10…150 - для легких сплавов и мягких сталей. Задние углы на вершине зубьев выбираются в пределах r=8…100, на боковых сторонах r=4…50 и обеспечиваются на операциях затылования.
Д ля
нарезания трапецеидальных резьб с
крупным шагом и большого диаметра, а
также червяков применяют дисковые фрезы
(рис.30).
ля
нарезания трапецеидальных резьб с
крупным шагом и большого диаметра, а
также червяков применяют дисковые фрезы
(рис.30).
Рис.
30. Дисковая резьбонарезная фреза
Ось фрезы при резьбонарезании устанавливается под углом к оси заготовки, равном углу подъема резьбы.
Диаметры фрез для трапецеидальных резьб и червяков D=60...180 мм; диаметры отверстий под оправку d=27...60 мм, а высота фрез находится в пределах В=10...40 мм; число зубьев z=34...40.