

Плашки Конструктивные элементы плашек
Плашки предназначены для нарезания цилиндрических и конических наружных резьб. По типу нарезаемой резьбы они подразделяются на:
- плашки круглые для метрической резьбы (ГОСТ 2705-81);
- плашки круглые для круглой резьбы (ГОСТ 14714-69);
- плашки круглые для конической резьбы (ГОСТ 6228-80);
- плашки круглые для нарезания трубной цилиндрической резьбы (ГОСТ 6357-81) и др.
К основным конструктивным элементам круглой плашки относятся: режущая часть, калибрующая часть, число, диаметр и расположение стружечных отверстий, ширина и форма пера, наружный диаметр D, ширина плашки Н, элементы крепления (рис. 26).


Рис.
26. Конструкция резьбонарезной плашки:
общий вид (а) и
элементы режущей части (б)
Плашки имеют две режущие части, расположенные с торцов, что увеличивает срок их службы.
Режущая часть плашки характеризуется следующими параметрами: углом в плане φ, длиной l1, формой передней и задней поверхностей, передним γ и задним α углами, размерами и формой резьбовых участков, числом режущих кромок. Режущая часть выполняет основную работу по удалению металла из впадины резьбы. Угол φ и длина режущей части l1 выбираются в зависимости от материала нарезаемой резьбы: для высокопрочных сталей 2φ=30o; легких и цветных металлов 2φ=50o и 70o соответственно. В общем случае величина 2φ выбирается в пределах 25…90o.
Длина режущей части l1 определяется по формуле:
 ,
(34)
,
(34)
где d – наружный диаметр резьбы; d1 - внутренний диаметр резьбы болта;
d1=d-1,228p; 2e=0,1…0,3 мм.
Угол в плане φ и длина l1 определяют нагрузки на режущие кромки плашки, при этом выполняется соотношение
![]() ,
(35)
,
(35)
где a - толщина среза (см. рис. 26,б); z – число режущих кромок (перьев). Для стандартных плашек a=0,038...0,38 мм.
Режущую часть плашек затачивают по передней (см. рис.26) и задней поверхностям. Передний угол γ задается на внутреннем диаметре резьбы и выбирается в пределах 10…30o в зависимости от материала обрабатываемой детали. Для твердой стали, серого чугуна и бронзы γ=10…12о, для стали средней твердости, ковкого чугуна, латуни γ=15…20о, для мягкой стали и сплавов алюминия γ=20…30о.
Передний угол измеряется в плоскости, перпендикулярной оси плашки. Если рассматривать передний угол в сечении, нормальном к образующей заборного конуса, то угол γN в этом сечении определяется по формуле
![]()
 .
(36)
.
(36)
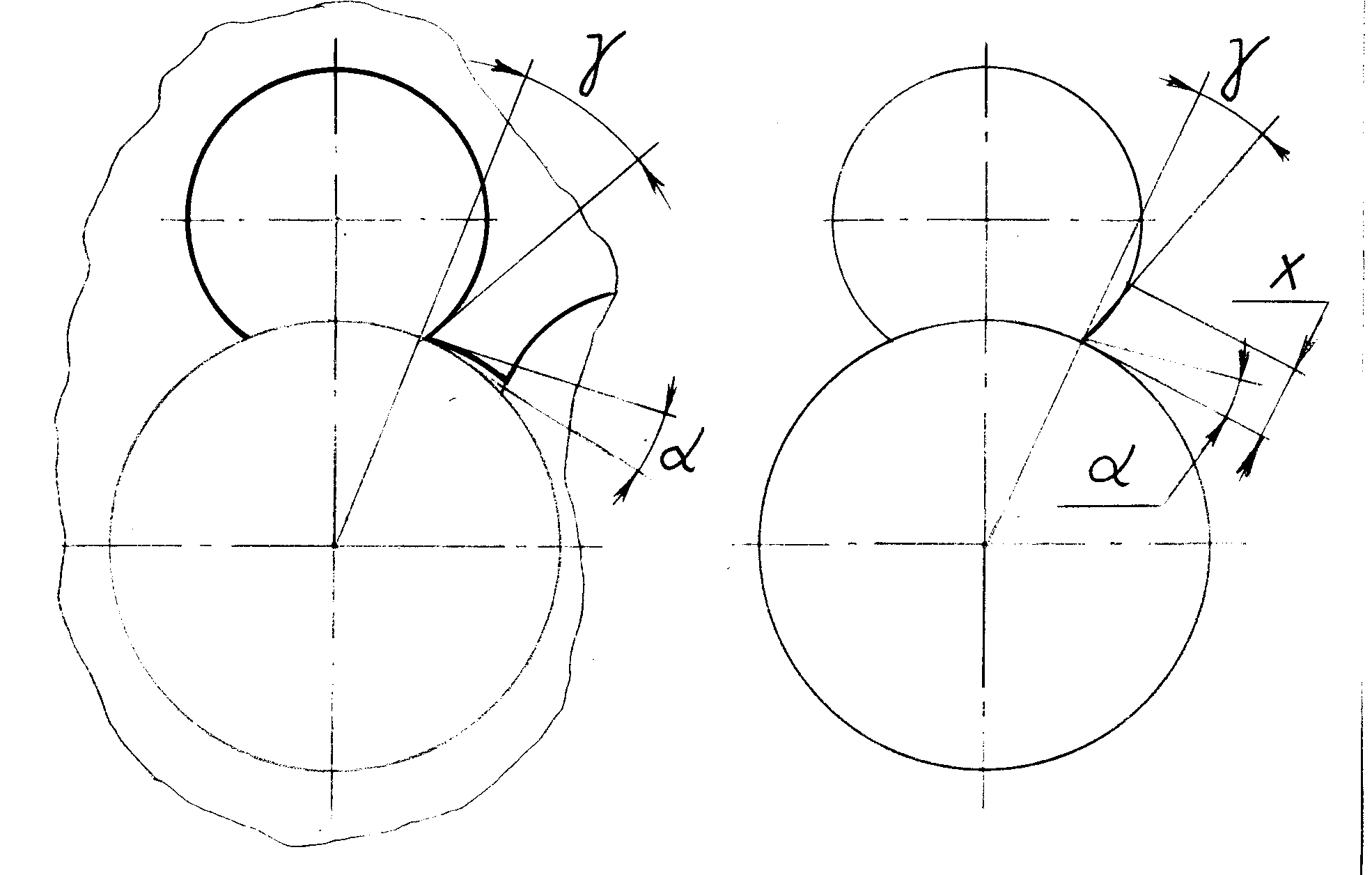
Большое значение имеет форма передней поверхности плашки. Существуют две формы передней поверхности: криволинейная (рис.27,а) и плоская (рис.27,б).
Задний угол α=6…9o задается также на внутреннем диаметре и определяется величиной затылования
а)
б)
Рис.
27. Формы передней поверхности плашек![]()
Калибрующая часть. Длина калибрующей части плашки принимается равной (3…5)p, а общая длина режущей и калибрующей частей составляет (6…10)p. На калибрующей части плашки не затылуются и задний угол α=0o. Плашки не шлифуются по профилю, поэтому они нарезают резьбы степени точности не выше 6h, 8h, 6g, 6e, 6d.