

Заточка метчиков
Заточка (затылование) метчиков по заборному конусу с целью получения необходимых задних углов производится на специальных станках и с помощью приспособлений. В зависимости от способа заточки и назначения метчиков форма их задней поверхности может быть криволинейной, комбинированной или прямолинейной.
П лоская
заточка
задних поверхностей наиболее проста,
позволяет затыловать метчики со
сточенными центрами и не требует
специальных станков и приспособлений.
лоская
заточка
задних поверхностей наиболее проста,
позволяет затыловать метчики со
сточенными центрами и не требует
специальных станков и приспособлений.
М
а
б
Рис.
21. Метчики с двойной задней поверхностью
Комбинированная заточка (рис. 21,б) применяется у метчиков для нарезания резьб в относительно вязких сталях, когда одной из главных причин преждевременного выхода инструмента их строя являются сколы зубьев на заборной части.
Комбинированно-затылованная часть метчика в поперечном сечении представляет комбинацию кривых – спирали Архимеда (см.участок ab.рис. 21,б) и дуги окружности (см. участок bc, рис. 21,б). Место перехода этих кривых очерчено дугой окружности с радиусом шлифовального круга. Гарантированная величина зазора «δ» устраняет выкрашивание при вывинчивании метчика и обеспечивает 3...10-кратное увеличение стойкости.
Криволинейное затылование осуществляется по спирали Архимеда (см. рис. 10), которое обеспечивает затылование на нужную величину «К» с задним углом α. Заточка по спирали Архимеда производится шлифовальным кругом с одновременным получением угла заборного конуса φ. Величина затылования «К», отнесенная к следующему перу и необходимая для получения α, определяется по формуле:
 ,
(26)
,
(26)
где d - диаметр резьбы; z - число перьев метчика; α - задний угол.
Разновидностью криволинейного затылования может служить оформление задних поверхностей зубьев метчика по дуге окружности.
З атылование
по дуге окружности
производится с помощью специального
приспособления на универсально-заточном
станке (рис. 22).
атылование
по дуге окружности
производится с помощью специального
приспособления на универсально-заточном
станке (рис. 22).
З
Рис.
22. Схема затылования метчика по дуге
окружности
![]() рамка с метчиком и поворотной частью
приспособления поворачиваются вокруг
вертикальной оси.
рамка с метчиком и поворотной частью
приспособления поворачиваются вокруг
вертикальной оси.
Для определения заднего угла α в текущей точке по ширине пера составлена расчетная схема (рис. 23).
Из треугольника ОО1А, видим, что
![]() ,
(27)
,
(27)
где r – радиус метчика.
Текущий задний угол αx точки x, определяемый углом θ, равен
 ,
(28)
,
(28)
г деμx
- угол между радиусом-вектором точки х
и касательной к затыловочной кривой;
rx
- текущий радиус-вектор точки x;
r’x
- производная
выражения для rx.
деμx
- угол между радиусом-вектором точки х
и касательной к затыловочной кривой;
rx
- текущий радиус-вектор точки x;
r’x
- производная
выражения для rx.
Из косоугольного треугольника ОО1Х найдем:
Рис.
23. Расчетная схема для определения
заднего угла
Прибавим к левой части выражения H2sin2θ,
тогда
![]()
![]()
![]() .
(29)
.
(29)
В выражении (29) R – радиус окружности затылования, описанной из центра О.
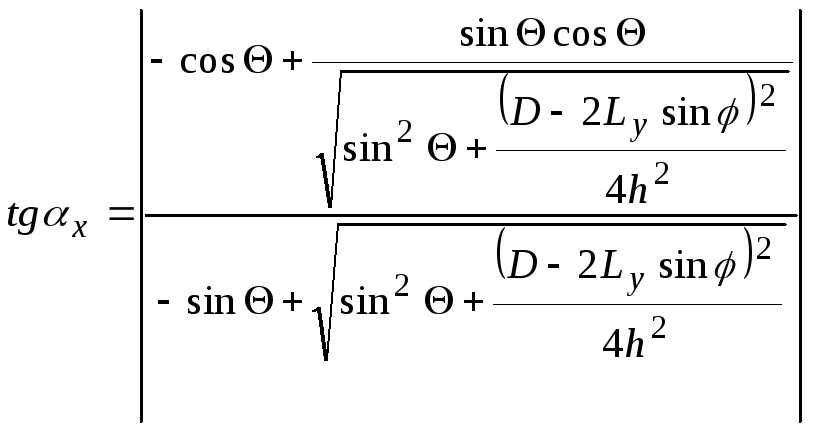
Взяв производную выражения (29) и подставляя rx и r’x в (28), после преобразований получим
 .
(30)
.
(30)
Рассчитанные по (30) значения αx следует брать по абсолютной величине.
Зависимость (30) не учитывает влияние на αx угла заборного конуса φ, т.е. она действительна для определения задних углов на калибрующей части. На заборном конусе радиус-вектор точки y отличен от r и является переменной величиной. Из рис. 24 имеем:
![]()
 (Δ-к
АСУ);
(Δ-к
АСУ);
![]() (31)
(31)
г
Рис.
24. К определению координат точки на
заборном конусе
Введя значение ry из (31) в (30) вместо r и выразив радиус через диаметр метчика, получим:
 (32)
(32)
Как видно, текущий угол α зависит от ширины пера, определяемой углом θ, диаметра метчика D, положения точки на заборном конусе (ly), угла φ и величины смещения h.
Для точки профиля на радиусе R угол θ=0o, αx=α и зависимость (32) примет вид:
 (33)
(33)
Рис.
25. Изменение текущего заднего угла
метчика при переточках
(рис.
25а; метчик М18, l=0,
φ=20o)
и
по длине заборного конуса
(рис.
25б, метчик М18, φ=20o,θ=0o)
Из рис. 25 видно, что с увеличением угла θ, т.е. по мере стачивания метчика по передней поверхности, угол αx при заточке по спирали Архимеда увеличивается, а при заточке по дуге окружности – уменьшается на 30’-10 по сравнению с заданным α, что вполне допустимо с точки зрения сохранения профиля при переточках; с увеличением заданного α величина αx изменяется больше.
Зависимость αx=f(l) (рис. 25,б) показывает: αx увеличивается к торцу метчика на величину, не превышающую 30, что не оказывает существенного влияния на ослабление прочности режущего лезвия.