

Метчики
Для образования или калибрования внутренней резьбы наиболее распространенными инструментами являются метчики. Метчик представляет собою винт с соответствующей резьбой, превращенный в режущий инструмент за счет:
- прорезания стружечных канавок, т.е. создания передней поверхности и пространства для размещения стружки;
образования заборной части, необходимой для постепенного врезания и срезания припуска;
- затылования задних резьбовых поверхностей с целью придания им необходимых задних углов.
На рис. 9 схематично показана конструкция метчика.
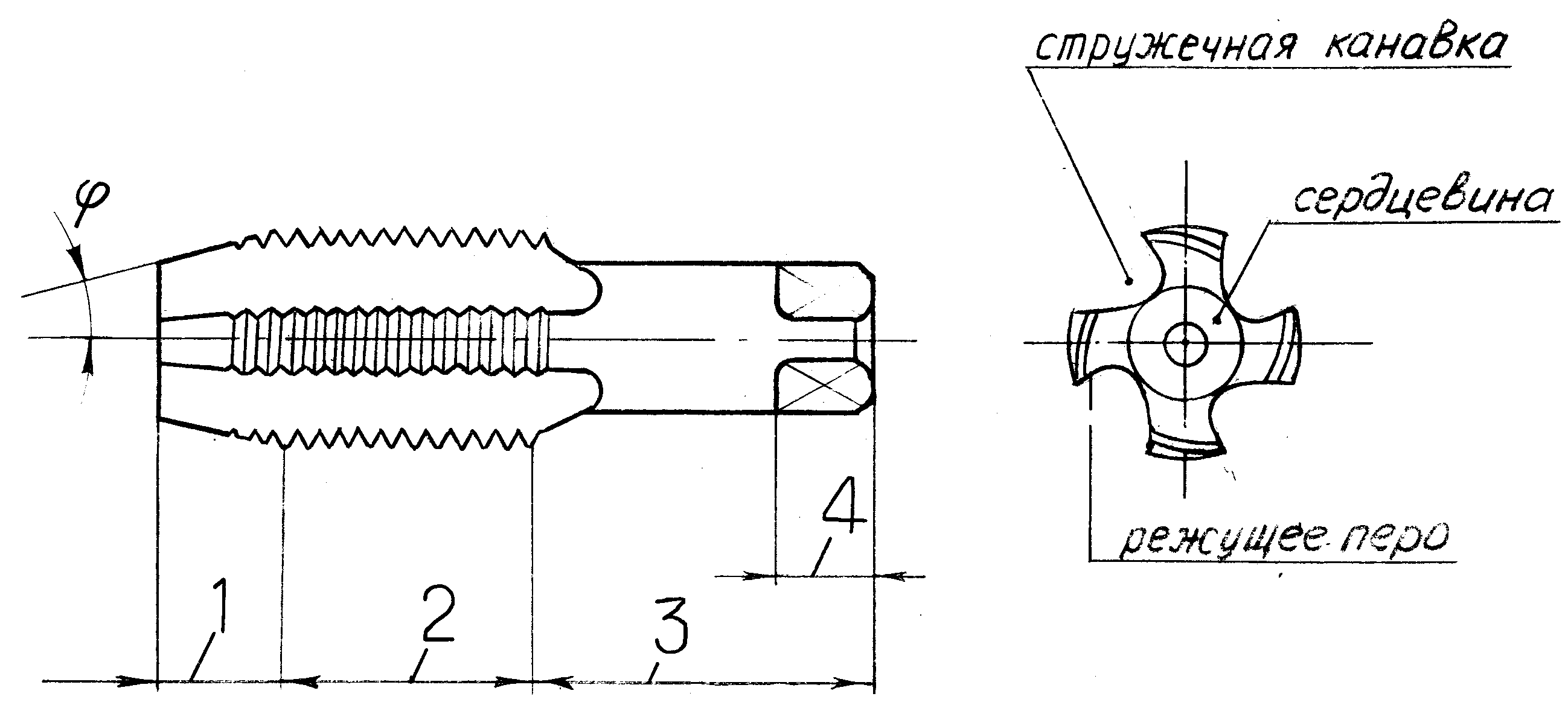
Рис. 9. Элементы конструкции метчика: 1 – заборная часть;
2 – калибрующая часть; 3 – хвостовик и зажимная часть; 4 - квадрат
По конструкции и применению различают следующие типы метчиков:
- ручные или слесарные – для нарезания резьбы вручную, состоящие обычно из одного, двух или трех штук в комплекте;
- машинные – для нарезания резьбы на станках или при помощи дрелей;
- гаечные – для нарезания резьбы в гайках на гайконарезных станках; они изготавливаются с короткими, длинными, а также с изогнутыми хвостовиками;
- плашечные и маточные – для нарезания и калибрования резьбы в плашках.
Конструктивные элементы и геометрические параметры метчиков
Основными конструктивными элементами метчика являются: режущая, калибрующая и зажимная части; число, профиль и направление стружечных канавок, углы резания, элементы резьбы метчика, утонение калибрующей части (рис. 9, 10).
Заборная (режущая) часть метчика выполняет основную работу резания и должна быть по возможности короче, так как при этом снижается машинное время, уменьшаются удельная сила резания и нагрузка на инструмент в связи с увеличением толщины среза, сила трения и защемление стружки, а также опасность поломки метчика, уменьшается крутящий момент.

Рис. 10. Конструктивные элементы и геометрия режущей и калибрующей частей метчика:
p - шаг резьбы,h - высота профиля;Н – полная (теоретическая) высота профиля;
d– наружный диаметр резьбы;l3- длина заборной части,φ- угол заборного конуса;
К– величина затылования
В зависимости от точности резьбы, ее размеров, материала детали метчики могут изготавливаться комплектами из одного, двух или трех штук. Например, при p=3 мм комплект метчиков состоит из двух штук, а для p≥3 - из трех штук.
Если в комплекте два метчика, то припуск и нагрузка делятся так: черновой метчик снимает 75% припуска, а чистовой метчик – 25%. Для комплекта из трех метчиков соответственно 56...60% припуска снимает черновой, 28...30% - промежуточный и 16...20% - чистовой метчик. В таких же соотношениях разбивается и длина заборной части, расчет которой приведен ниже.
Длина заборной части определяется исходя из элементарной толщины среза, снимаемой одной режущей кромкой:
![]() ,
(13)
,
(13)
где z – число зубьев на заборной части.
В свою очередь
![]() ,
(14)
,
(14)
где l3 - длина заборной части; n – число перьев метчика (на рис. 10 справа их четыре); l3/s - число витков (зубьев) на одном пере; s=кр - ход резьбы; к – заходность резьбы.
Из (14) имеем:
![]() .
(15)
.
(15)
Выражая
из (13)
![]() и подставляя это значение в (15), получим
окончательно
и подставляя это значение в (15), получим
окончательно
![]() .
(16)
.
(16)
Величину az следует принимать в зависимости от материала детали, в которой нарезается резьба (табл. 1).
Таблица 1 Значения толщин среза для метчиков
|
Толщина
среза
|
Обрабатываемый материал | ||
|
серый чугун |
сталь конструкционная, ковкий чугун |
высоколегированные стали | |
|
Рекомендуемая |
0,04...0,10 |
0,03...0,05 |
0,025...0,03 |
|
Предельная |
0,04...0,20 |
0,02...0,15 |
0,02...0,05 |
Число перьев «n» у метчиков выбирается в зависимости от диаметра резьбы: для d=1...17мм число перьев – n=3, а для d=14...52мм – n=4.
Калибрующая часть метчика служит для зачистки поверхностей резьбы, придания ей правильной геометрической формы и окончательных размеров, а также для направления метчика в процессе формирования резьбы заборной частью.
Для уменьшения разбивки и трения между метчиком и отверстием резьба калибрующей части имеет обратную конусность (0,05...0,10мм на 100мм длины рабочей части). Разбивка будет тем меньше, чем короче калибрующая часть, меньше ширина перьев и их количество. Длину калибрующей части метчика рекомендуется принимать в пределах
![]() ,
(17)
,
(17)
где s – ход резьбы.
В итоге длина рабочей части метчика составляет
![]() .
(18)
.
(18)