

6. Инструменты для обработки зубчатых колес
6.1. Общие замечания
В настоящее время в машиностроении применяются исключительно зубчатые колеса с эвольвентным профилем зуба и соответственно эвольвентные зуборезные инструменты. Эвольвентное зацепление с технологической и конструкторской точки зрения обеспечивает следующие преимущества зуборезным инструментам:
1. Так как эвольвента получается при качении без скольжения прямой по окружности (см. п. 6.2), то основой зуборезных инструментов является прямолинейный контур (рейка). Такие зуборезные инструменты с криволинейным (эвольвентным) профилем, как долбяки, по профилю обрабатываются шлифовальными кругами с прямолинейным профилем.
2. Прямолинейная форма инструментальной рейки позволяет сравнительно просто осуществить контроль не только зубчатых колес, но и зуборезных инструментов, что также повышает их точность и упрощает конструирование и производство.
3. Свойство эвольвенты сохранять правильность зацепления при произвольном расстоянии между осями колес позволяет считать зуборезный инструмент как инструмент неопределенной установки по отношению к нарезаемому колесу.
4. Корригированные колеса получаются путем сдвига исходного контура рейки без изменения профиля самого инструмента. Благодаря этому одним и тем же инструментом можно получить наиболее целесообразные для зацепления профили.
З убчатые
колеса изготавливаются двумя методами:
копирования и обкатки.
убчатые
колеса изготавливаются двумя методами:
копирования и обкатки.
Рис. 6.1. Обработка зубчатых колес методом копирования
пальцевой (а) и дисковой (б) фрезой
Метод копирования (рис. 6.1) заключается в том, что режущему инструменту (фрезе) придают профиль впадин зубчатого колеса. Фрезерование чередуется с делением или поворотом заготовки на один зуб после окончания обработки каждой впадины. Для нарезания прямо- и косозубых цилиндрических колес методом копирования в качестве инструмента используются:
1) пальцевые зуборезные фрезы;
2) дисковые зуборезные (модульные) фрезы;
3) протяжки для прямозубых и косозубых колес;
4 )
зубодолбежные головки, одновременно
нарезающие все зубья колеса.
)
зубодолбежные головки, одновременно
нарезающие все зубья колеса.
Рис. 6.2. Схема зубонарезания методом обкатки
Метод обкатки заключается в том, что режущим инструментом является инструментальная рейка (гребенка) или инструментальное колесо (долбяк). Между инструментом и нарезаемым колесом осуществляется то относительное движение, которое имели бы они, находясь в действительном зацеплении (рис.6.2). Это означает, что их начальные окружности в процессе обработки катятся одна по другой без скольжения. При обкатке режущие кромки инструмента занимают ряд последовательных положений, образуя профиль нарезаемого колеса.
В зависимости от вида инструмента различают следующие способы обработки колес методом обкатки: зуборезными гребенками, зуборезными долбяками, червячными зуборезными фрезами, шеверами.
6.3. Модульные фасонные фрезы
Модульные фрезы предназначены для обработки зубьев колес в индивидуальном производстве методом копирования. Различают два типа модульных фасонных фрез: дисковые и пальцевые.
Дисковые модульные фрезы предназначены для обработки прямых, косозубых, конических, а также шевронных колес с канавкой на ободе (для выхода инструмента). При наличии специальных приспособлений дисковыми модульными фрезами можно нарезать на зубофрезерных станках и колеса с внутренним зацеплением.
При обработке прямозубых колес дисковые фрезы работают методом копирования, при обработке косозубых и шевронных – методом бесцентроидного огибания (центроиды на инструменте и детали в процессе нарезания отсутствуют), когда профиль фрезы ни в какой момент огибания не совпадает с профилем окончательно нарезанной впадины. В соответствии с ОСТ 2 И41-14-87 дисковые модульные фрезы изготавливаются наборами из 8 фрез и предназначены для нарезания колес 10-й степени точности по ГОСТ
1643-81 с модулями
m=1...16
мм. Эти фрезы имеют наружные диаметры
![]() =50...180
мм, диаметры посадочных отверстий
=50...180
мм, диаметры посадочных отверстий
![]() =19...50
мм, число зубьев
=19...50
мм, число зубьев
![]() =14...10
и ширину
=14...10
и ширину
![]() =4...53
мм. По этому стандарту дисковые фрезы
изготавливаются и с «половинными»
номерами (
=4...53
мм. По этому стандарту дисковые фрезы
изготавливаются и с «половинными»
номерами (![]() ,
т.е. набором из 15 инструментов.
,
т.е. набором из 15 инструментов.
ГОСТ 13838-68
регламентирует дисковые мелкомодульные
фрезы для нарезания цилиндрических
колес 9-й степени точности и ниже модулей
m=0,2...0,9
мм в комплексе из 8 или 15 инструментов.
Так как при равных диаметрах профили
зубьев колес с равным числом зубьев
неодинаковы, то для нарезания методом
копирования колеса с определенным
числом зубьев требуется отдельная фреза
со своим профилем. Для нарезания колес
с
![]() зубьев нужно иметь теоретически
бесконечное число дисковых фрез.
зубьев нужно иметь теоретически
бесконечное число дисковых фрез.
Практически
поступают следующим образом. Вычерчивают
профили колес
![]() и
и
![]() и полученную максимальную разницу делят
на 8 или 15 частей и определяют, какому
числу зубьев соответствуют профили 1,
2, 3, ... 8 (рис. 6.9). Например, профиль №4 в
точности соответствует профилю колеса
с
и полученную максимальную разницу делят
на 8 или 15 частей и определяют, какому
числу зубьев соответствуют профили 1,
2, 3, ... 8 (рис. 6.9). Например, профиль №4 в
точности соответствует профилю колеса
с
![]() ,
а профиль №5 –
,
а профиль №5 –
![]() ,
поэтому фреза №4 предназначается для
колес с
,
поэтому фреза №4 предназначается для
колес с
![]() ,
а №8 – для колес с числом зубьев
,
а №8 – для колес с числом зубьев
![]() и зубчатых реек (
и зубчатых реек (![]() ).
).
П
Рис. 6.9. Формы боковых сторон зубчатого
колеса с разным числом зубьев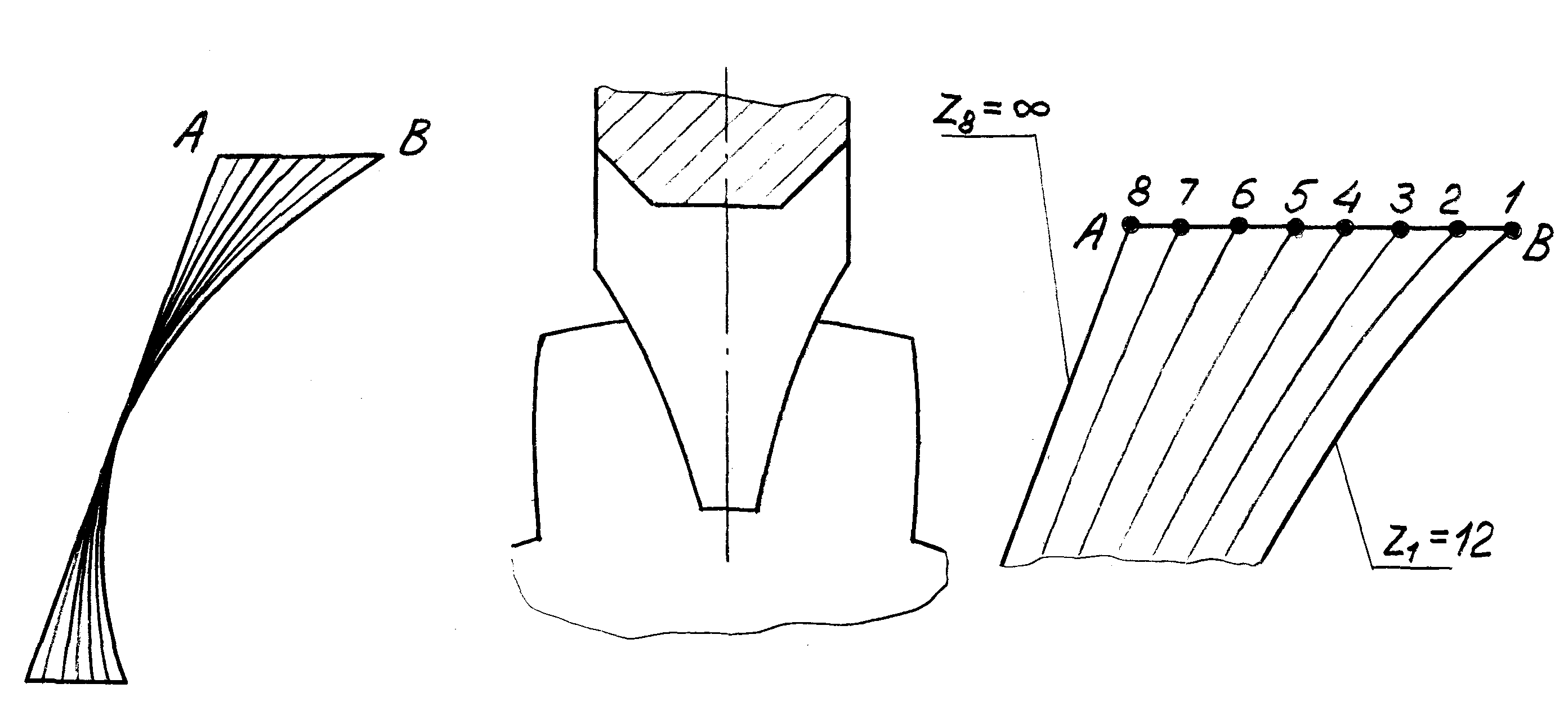 остроение
профилей фрез стандартных наборов по
этой схеме закладывает погрешности
нарезаемых колес, поэтому дисковыми
модульными фрезами можно получить
колеса не выше 9-й степени точности.
остроение
профилей фрез стандартных наборов по
этой схеме закладывает погрешности
нарезаемых колес, поэтому дисковыми
модульными фрезами можно получить
колеса не выше 9-й степени точности.
Кроме этого,
дисковые модульные фрезы имеют низкую
стойкость и производительность из-за
![]() ,
малого наружного диаметра, числа зубьев
и малых задних углов на боковых кромках
(
,
малого наружного диаметра, числа зубьев
и малых задних углов на боковых кромках
(![]() ).
).
Рис. 6.10. Схема обработки
шевронного колеса пальцевой фрезой
 альцевые
модульные фрезы предназначены для
нарезания прямозубых, косозубых и
шевронных колес (с числом шевронов 2 и
более) без канавки (рис. 6.10), когда другой
инструмент нельзя применить, например,
с модулемm>50.
Но стойкость и производительность
пальцевых фрез малы, так как число зубьев
(4...8) мало, крепление их на станке нежесткое
(консольное) и условия работы (угол
контакта между фрезой и заготовкой
равен около
альцевые
модульные фрезы предназначены для
нарезания прямозубых, косозубых и
шевронных колес (с числом шевронов 2 и
более) без канавки (рис. 6.10), когда другой
инструмент нельзя применить, например,
с модулемm>50.
Но стойкость и производительность
пальцевых фрез малы, так как число зубьев
(4...8) мало, крепление их на станке нежесткое
(консольное) и условия работы (угол
контакта между фрезой и заготовкой
равен около
![]() )
неблагоприятные.
)
неблагоприятные.
Профилирование модульных фрез для прямозубых колес. Так как профиль фрезы должен быть точной копией впадины между зубьями при нарезании методом копирования, то он должен обеспечивать получение рабочего участия профиля в виде эвольвенты и нерабочего – в виде прямых или кривых. Определим координаты эвольвентной части профиля. Начало координат поместим в центр колеса, а ось расположим симметрично впадине (рис. 6.11).

Рис. 6.11. Схема для определения профиля модульной фрезы
Ширина впадины по аналогии с толщиной зуба (см. формулу 6.8) для точки А определяется по формуле
![]() .
(6.10)
.
(6.10)
Координаты точки А равны:
![]() .
(6.11)
.
(6.11)
Но из рис. 6.11 следует, что
![]() .
(6.12)
.
(6.12)
Приравняв правые части (6.10) и (6.12), получим
 .
(6.13)
.
(6.13)
Но
![]() и
и
![]() .
.
Тогда
 .
(6.14)
.
(6.14)
Здесь в выражении
![]()
![]() -
профильный угол. В формуле для
-
профильный угол. В формуле для
![]() угол
угол
![]() определяется по зависимости
определяется по зависимости
![]() ,
(6.15)
,
(6.15)
где
![]() - угол зацепления, определяемый из
соотношения
- угол зацепления, определяемый из
соотношения
![]() и
и
![]() .
.
Определив
![]() в градусах с точностью до секунды по
формуле (6.15), по таблицам эвольвентных
функций находим
в градусах с точностью до секунды по
формуле (6.15), по таблицам эвольвентных
функций находим
![]() .
Данные таблиц этих функций следует
интерполировать также с точностью до
секунды.
.
Данные таблиц этих функций следует
интерполировать также с точностью до
секунды.
Теперь значение
![]() подставим в формулу (6.14) и найдем угол
подставим в формулу (6.14) и найдем угол
![]() .
При подставке
.
При подставке
![]() в формулы (6.11) для
в формулы (6.11) для
![]() и
и
![]() его надо перевести в градусное измерение,
т.е. умножить на 206264,8”.
его надо перевести в градусное измерение,
т.е. умножить на 206264,8”.
 Задаваясь
рядом значений
Задаваясь
рядом значений
![]() ,
определяют
,
определяют
![]() ,
,
![]() и
и
![]() и
и
![]() .
.
Для проверки
профиля фрезы проектируется шаблон.
Для нахождения уравнения его профиля
начало координат следует перенести в
нижнюю точку профиля зуба колеса,
определяемую радиусом
![]() (рис. 6.12), при этом:
(рис. 6.12), при этом:
Рис. 6.12. Система координат
для определения профиля шаблона
![]() .
(6.16)
.
(6.16)
Значение
![]() и
и
![]() в (6.16) следует принять из расчетов по
зависимостям (6.11).
в (6.16) следует принять из расчетов по
зависимостям (6.11).