

4.7 Общая скрутка телефонных кабелей
Повивная, пучковая
Скрутка вокруг сердечника
Агрегаты
* SZ смкрутка: от 2 -100 жил, заготовок небольшого сечения
В иды:
1- вращение приставки всегда в одну
сторону – переодическое изменение
направления скрутки. 2- попеременное
изменение вращения
иды:
1- вращение приставки всегда в одну
сторону – переодическое изменение
направления скрутки. 2- попеременное
изменение вращения
Минус: измение направления скрутки – необходимо тормозить и разгонять – изменяется шаг скрутки в момент остановки и пкска, невозможно создания необходимой степени обжатия при скрутке.
Плюс: очень высокая производительность.
Используется как приставка.
* Рамочные машины одинарной скрутки
* Комбинированные машины скручивающие пары в пучек. Малое число отдающих барабанов, практическая часть устанавливается как приставка на крутильную часть (до 10 пар)
1 -
опорный диск
-
опорный диск
2- паракрутильная приставка
3- распределительная розетка
4- калибр
5- тяговое устройство(гусеничное)
6-приемное устройство
*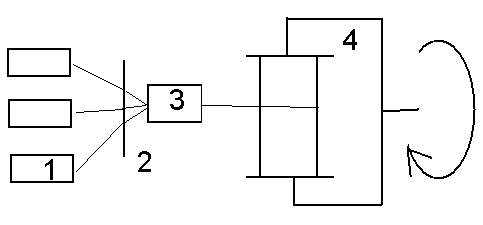 При большом количестве пар применяют
агрегаты с вращающимся приемным
устройством (скрутка 30-50 пар)
При большом количестве пар применяют
агрегаты с вращающимся приемным
устройством (скрутка 30-50 пар)
1- паракрутильная приставка
2- распределительная розетка
3- калибр
4- вращающееся приемное устройство
5.1 Сушка бумажной изоляции. Виды влаги. Кинетика процесса сушки.
Назначение операции: Удалить влагу из бумаги, чтобы увеличить долговечность кабеля и исходные параметры.
Влажность, до которой необходимо высушить:0,5 – 0,2 %, до 35 кВ включительно.
Меньше 0,1 %, 110 кВ и выше.
Бумага является каллойдным, волокнистым материалом ( 95% из целлюлозы )
Содержание влаги увеличивает гибкость но значительно ухудшает электрические параметры
Влага
уменьшает электрические характеристики
бумаги, V
уменьшается, tg
увеличивается,![]() практически
не изменяется. Влага вызывает кристаллизацию
канифоли пропиточном составе (изменяется
объём и возникают пустоты, в которых
может возникнуть поляризация и старение
изоляции )
практически
не изменяется. Влага вызывает кристаллизацию
канифоли пропиточном составе (изменяется
объём и возникают пустоты, в которых
может возникнуть поляризация и старение
изоляции )
Требования:
Удалить влагу до необходимой степени.
Сушку произвести так чтобы не было термического разрушения.
Время сушки min
Виды влаги:
химически связанная влага – группа ОН входящая в состав целлюлозы, удалить эту влагу нельзя.
абсорбционная – мономолекулярный слой воды скапливающийся на поверхности бумаги и капилляров. Удаляют с помощью сушки, но требует большого количества энергии.
капиллярная влага – непосредственно находится в капиллярах. Удаляют сушкой. Самое простое.
Кинетика процесса сушки: сушка – испарение влаги с поверхности бумаги в окружающую среду.
Необходимо обеспечить:
пр. влагопереноса (из толщины на поверхность)
само испарение с поверхности
Испарение с поверхности определяется i = B (Ps-Po)*S, i – кол-во испарения, В – коэф испарения, Ps – давления пара у поверхности изоляции, Po – давление окружающей среды.
Влагоперенос может осуществлятся:
Влагопроводность.
В![]() се
виды переноса в сторону уменьшения
влажности под действием внешних факторов.
К - коэффициент влагопроводности,0
– удельный
вес воды. U
– градиент влажности.
се
виды переноса в сторону уменьшения
влажности под действием внешних факторов.
К - коэффициент влагопроводности,0
– удельный
вес воды. U
– градиент влажности.
Т
 ермовлагопроводность
– перемещение влаги под действием
градиента температур.
- термо-влагопроводность материала
- градиент температуры.
ермовлагопроводность
– перемещение влаги под действием
градиента температур.
- термо-влагопроводность материала
- градиент температуры.
Оптимальный вариант когда они совпадают iИ и iT и направлены к поверхности i = iИ + iT