

Резьбовые фрезы
Классификация резьбовых фрез
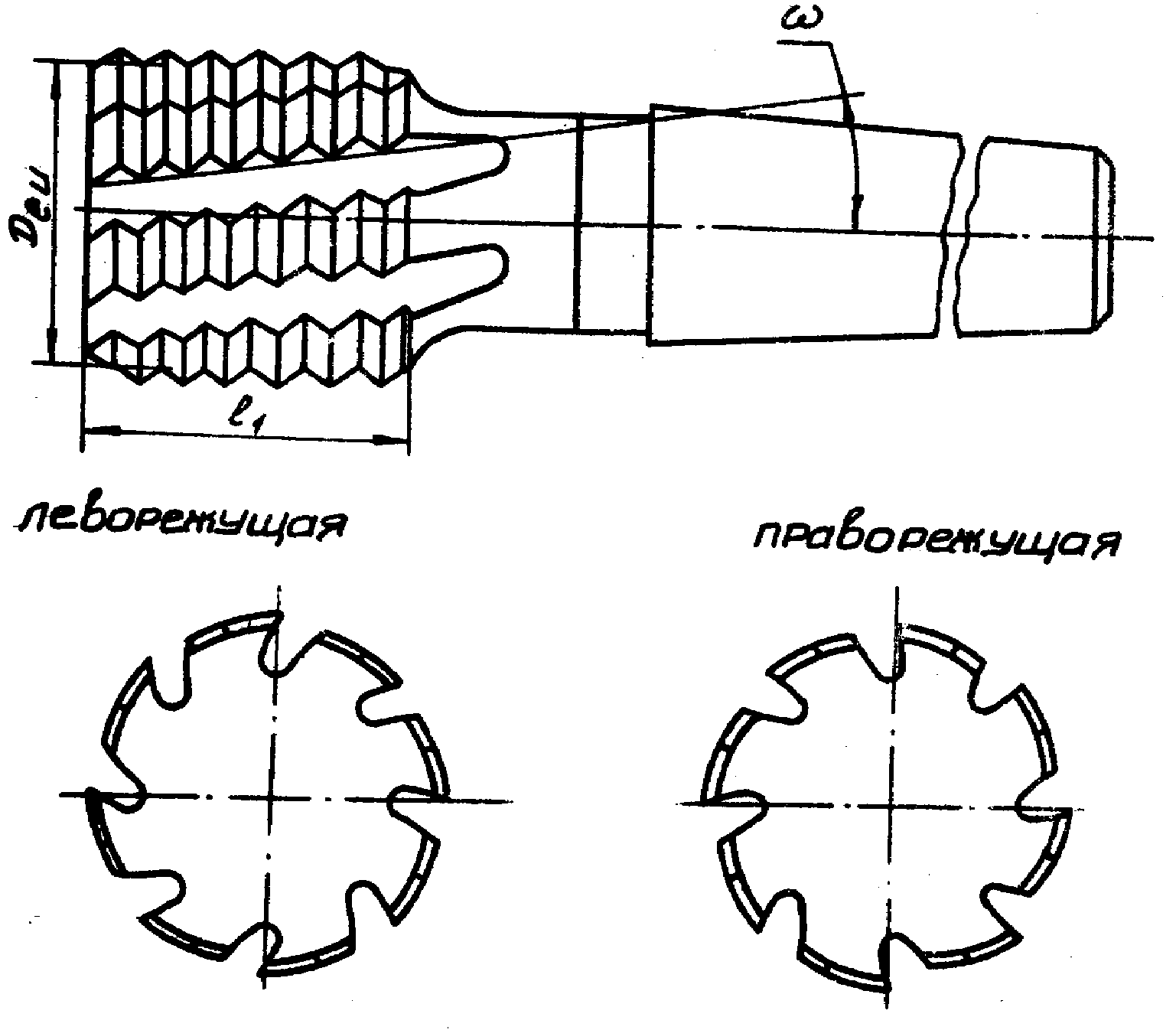
Резьбовые фрезы по конструкции подразделяются на типы: гребенчатые хвостовые фрезы (рис.29,а), гребенчатые насадные (рис.29,б) и дисковые фрезы (рис.30).
Конструкция гребенчатой фрезы представляет собой затылованную фрезу с кольцевыми витками, хвостовую диаметром до 40 мм или насадную диаметром свыше 40 мм. Фрезы отличаются высокой производительностью, но из-за наличия кольцевых витков профиль резьбы искажается, поэтому они применяются в основном для нарезания наружной и внутренней короткой и, главным образом, крепежной метрической резьбы на резьбофрезерных станках.
Метод фрезерования резьбы гребенчатой фрезой эффективнее по сравнению с обычным нарезанием резьбы резцом. Это объясняется широким фронтом работы фрезы, небольшой длиной обработки(1,25 оборота заготовки) и отсутствием обратных ходов.
Для нарезания конических резьб используются гребенчатые конические фрезы, которые по своей конструкции и проектированию имеют много общего с гребенчатыми цилиндрическими фрезами.
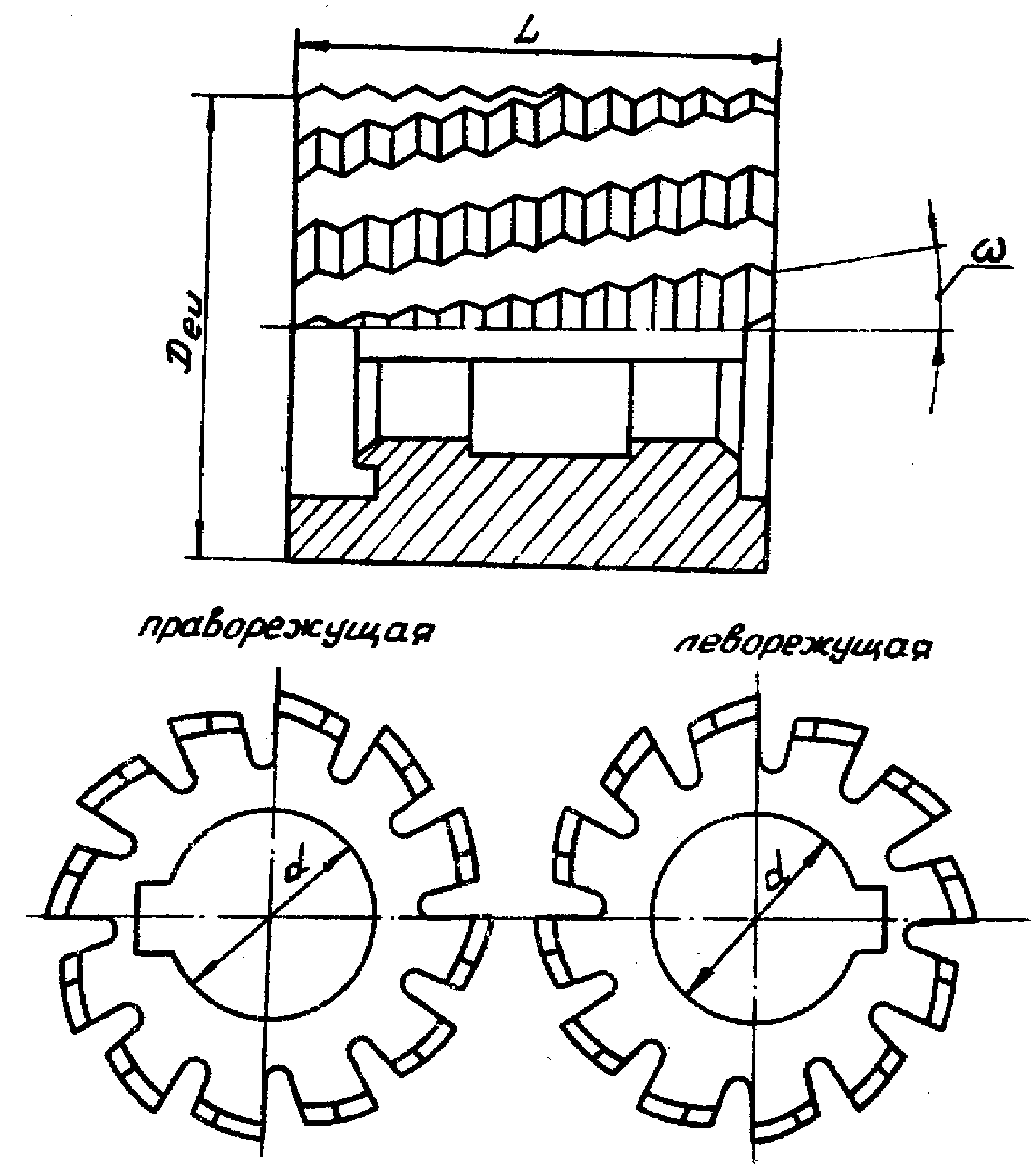
Дисковые фрезы (рис.30) применяют для нарезания трапецеидальных резьб с крупным шагом большого диаметра. По форме зуба фрезы выполняют острозаточенными с чередующимися зубьями, поэтому каждый зуб работает только одной стороной, но с повышенной толщиной среза. У фрезы предусмотрен один контрольный зуб с полным профилем. Число зубьев выбирается из условия получения равномерности фрезерования, т.е. чтобы в процессе работы находилось одновременно не менее двух зубьев. Угол контакта определяется таким же образом, как и для гребенчатых фрез. Ось фрезы при нарезании резьбы устанавливается под углом к оси заготовки, равным углу подъема резьбы.
а
б
Рис.29. Резьбовые фрезы: а – гребенчатая хвостовая;
б – гребенчатая насадная

Рис.30. Дисковая резьбовая фреза
Проектирование гребенчатых резьбовых фрез
1. В соответствии с заданием
выбрать тип фрезы и ввести исходные
данные для проектирования: нарезаемая
резьба (например, М10–6h); длина нарезаемой резьбы![]() ,
мм; длина шейки
,
мм; длина шейки![]() и
диаметр ее
и
диаметр ее![]() ,
мм; обрабатываемый материал.
,
мм; обрабатываемый материал.

Диалог выбора типа фрезы и ввода исходных данных
После вызова команды на экране ПК появляется диалог выбора типа фрезы, а также ввода исходных данных. Шаг резьбы назначается в соответствии с ГОСТ 24705–81 или табл.3.
2. Определить наружный диаметр Deu.. Наружный диаметр резьбовых фрез, предназначенных для нарезания наружных резьб, определяется в зависимости от наружного диаметра нарезаемой резьбы, ее шага и числа заходов по номограмме рис.31. При этом в целях экономии инструментального материала необходимо стремиться выбрать его наименьший диаметр.
Так, например, для нарезания наружной двухзаходной резьбы М50х3 номограмма предлагает ряд диаметров: 30; 40; 60; 80; 100 мм. Выбрав наименьший из них – 30 мм, необходимо убедиться в возможности нарезания такой фрезой резьбы с шагом Р =3 мм; номограмма допускает предельный шаг для двухзаходной резьбы 3,5 мм.
Наружный диаметр резьбовых фрез, предназначенных для нарезания внутренних резьб, определяется аналогичным образом по номограмме рис.32. При этом он не должен превышать 2/3 наружного диаметра нарезаемой резьбы.

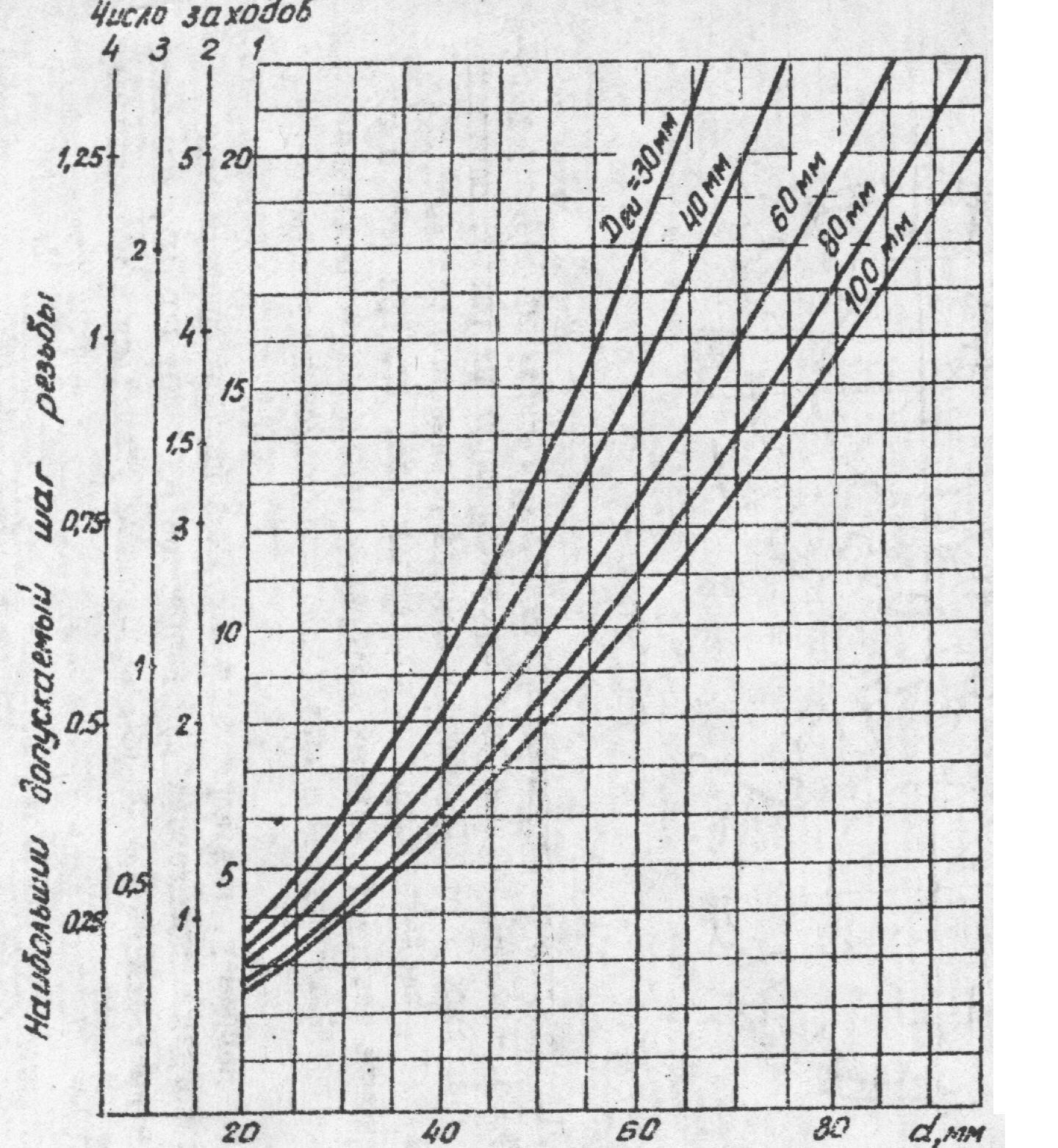
Рис.31. Определение диаметра фрез для нарезания наружных резьб
3. Определить длину режущей части фрезы по формуле
![]() ,
(17)
,
(17)
где
![]() –
длина нарезаемой резьбы, мм.
–
длина нарезаемой резьбы, мм.
4. Рассчитать число зубьев фрезы
![]() .
(18)
.
(18)
Полученную величину уточнить в соответствии с ГОСТ 1336 –77 или [1,4].


Рис.32. Определение диаметра фрез для нарезания внутренних резьб
 5. Определить
конструктивные размеры зуба фрезы и
стружечной канавки в соответствии с
рис.33 и табл.22.
5. Определить
конструктивные размеры зуба фрезы и
стружечной канавки в соответствии с
рис.33 и табл.22.
Рис.33. Выбор конструктивных параметров фрезы
Таблица 22
|
Шаг резьбы Р |
Диаметр фрезы Deu. |
Ширина пера зуба a |
Высота зуба Н |
Радиус канавки r |
Угол канавки |
|
мм |
град | ||||
|
1,5 |
10 12 |
– – |
2,5 |
0,75 |
45 |
|
2,5 | |||||
|
2,0 |
15 18 20 |
– |
3,0 |
1,0 | |
|
3,5 |
3,5 | ||||
|
3,5 |
4,0 |
1,5 | |||
|
3,0 |
25 30 35 40 |
3,5 |
4,5 | ||
|
4,0 |
4,5 | ||||
|
4,0 |
5,5 |
2,0 |
30 | ||
|
4,0 |
5,5 | ||||
|
4,0 |
45 |
4,0 |
6,0 | ||
|
5,0 |
55 65 |
5,0 |
7,0 | ||
|
5,0 |
7,0 |
2,5 | |||
|
6,0 |
80 90 |
6,0 |
8,0 |
3,0 | |
|
6,0 |
8,0 | ||||
6. Выбрать тип стружечной канавки (прямую или винтовую) с углом подъема винтовой линии =5…15. Шаг винтовой канавки
![]() . (19)
. (19)
После вызова команды на экране ПК появляется диалог выбора угла подъема винтовой линии, а также шага винтовой канавки (рис.34).

Рис.34. Выбор угла подьема винтовой линии и шага винтовой канавки
7. В зависимости от обрабатываемого материала назначить величину переднего угла :
твердые стали с В 800 МПа, твердая латунь, бронза, чугун (НВ >220)……. 0;
стали с В < 800 МПа, титановые сплавы с В = 980…1370 МПа …………..….3;
титановые сплавы с В < 980 МПа ………………………………………………..5;
мягкая сталь, легкие сплавы………………………………………………………10.
8. Назначить величину заднего угла в пределах 8…12.Величину затылования (см.рис.33) вычислить по формуле
![]() (20)
(20)
Величину предварительного затылования определить как
K1 = (1,2…1,5)K. (21)
Величины K иK1округлить кратно 0,5 мм.
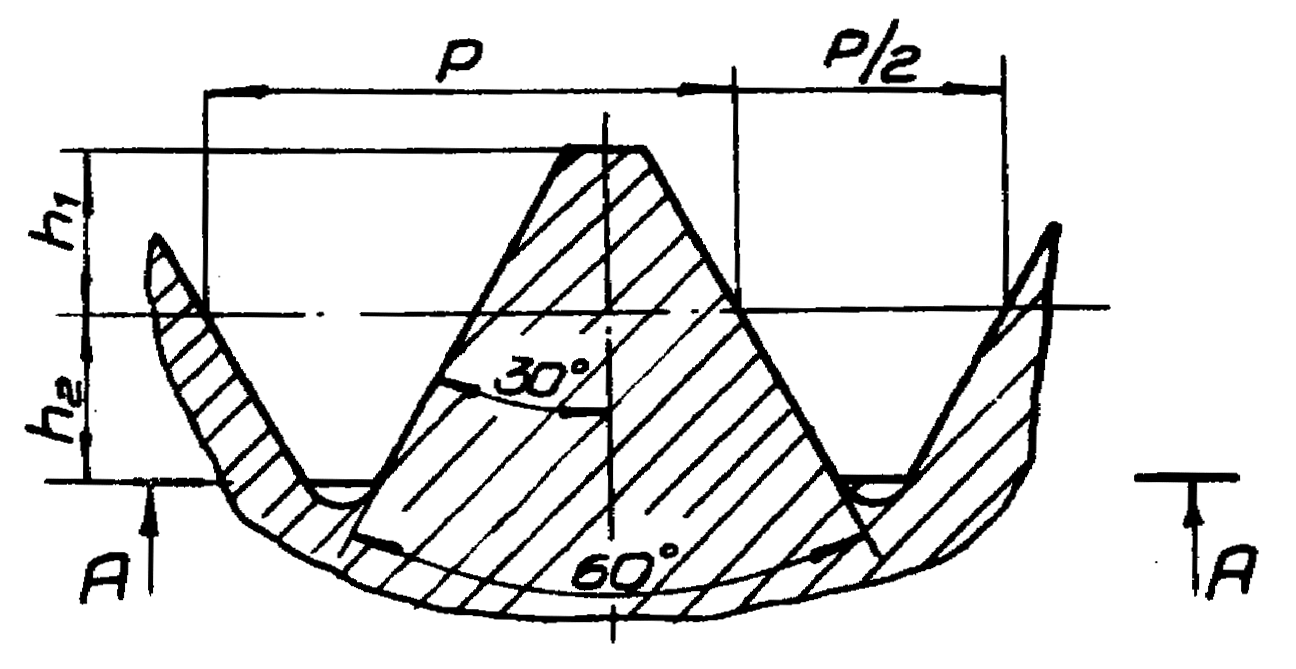
9. Определить исполнительные размеры резьбы фрезы (рис.35).

Рис.35. Профиль резьбы
Размеры профиля резьбы фрез для наружной резьбы выбрать по ГОСТ 1336 –77 или табл.23, для внутренней резьбы – по табл.24. Величины углов профиля резьбы, отклонения по углу профиля и шагу представлены в табл.25. При этом необходимо иметь в виду, что профиль резьбы ниже линии А – А не регламентируется.
 Таблица
23
Таблица
23
 Таблица
24
Таблица
24
 Таблица
25
Таблица
25
Выполнить рабочий чертеж фрезы.
Резьбофрезы рекомендуется изготовлять из быстрорежущих инструментальных сталей Р6М5, Р6М3 при нарезании резьбы в деталях из конструкционных сталей, чугуна, бронзы и т.д. или Р9К5, Р6М5К5 при нарезании резьбы в деталях из труднообрабатываемых материалов и титановых сплавов. При нарезании резьбы в деталях из легких сплавов рекомендуется легированная инструментальная сталь ХВГ.
Указать профиль резьбы фрезы со всеми размерами и допусками на них (рис.35 и табл.23–25), профиль стружечной канавки со всеми необходимыми размерами и предельные отклонения наружного диаметра Deu.
В технических требованиях указать:
– допустимую конусообразность резьбы;
– радиальное биение по наружному диаметру, профилю резьбы и опорным торцам в соответствии с ГОСТ 1336 –77.
– при выполнении винтовых канавок – шаг канавки.
В маркировке указать диаметр и точность нарезаемой резьбы, марку инструментального материала. Например, М20х2,5 6h, Р6М5.
РЕЗЬБОНАКАТНЫЕ РОЛИКИ
Резьбонакатные ролики используются для накатывания цилиндрической и конической резьбы. Конструкция цилиндрических роликов (ГОСТ 9539–72) представляет собой комплект роликов с правой и левой многозаходной резьбой (рис.36). Для накатывания конических резьб используются конические ролики.
Затылованные ролики отличаются от цилиндрических наличием заборной, калибрующей и сбрасывающей частей. Они обеспечивают повышенную стойкость и высокое качество накатываемой резьбы и рекомендуются для накатывания резьб на высокопрочных материалах.
Проектирование цилиндрических роликов
1. В соответствии с заданием выбрать тип ролика и ввести исходные данные
 для проектирования: накатываемая
резьба
для проектирования: накатываемая
резьба
(например, М10–6h); длина накатываемой
резьбы
![]() мм; обрабатываемый материал;
мм; обрабатываемый материал;
точность ролика; максимальный диаметр
ролика Dmax(по паспорту станка).
2. Определить исходные размеры нарезаемой резьбы болта в соответствии с ГОСТ 24705–81 или (см. табл.3).
3 .
Определить основные параметры ролика:
наружныйDeu,
средний D2u,
число заходов i.
Для увеличения стойкости инструмента
диаметр ролика должен быть как можно
больше. Выбор его ограничивается
конструкцией станка и числом заходов,
которое не должно превышать 70. При i
70 ухудшается шлифование резьбы роликов.
Эти параметры определяются в соответствии
с ГОСТ 9539–72 в зависимости от диаметра
накатываемой резьбы и максимального
диаметра ролика Dmax,
предусматриваемого паспортными данными
станка.
.
Определить основные параметры ролика:
наружныйDeu,
средний D2u,
число заходов i.
Для увеличения стойкости инструмента
диаметр ролика должен быть как можно
больше. Выбор его ограничивается
конструкцией станка и числом заходов,
которое не должно превышать 70. При i
70 ухудшается шлифование резьбы роликов.
Эти параметры определяются в соответствии
с ГОСТ 9539–72 в зависимости от диаметра
накатываемой резьбы и максимального
диаметра ролика Dmax,
предусматриваемого паспортными данными
станка.
Рис. 36. Ролики резьбонакатные
4. Определить толщину ролика
В![]() ,
(22)
,
(22)
где l – длина накатываемой резьбы.
Полученную величину округлить до стандартного значения (табл.26).
 5.
Определить исполнительные размеры
резьбы (рис.37). по ГОСТ 9539–72 (исполнение
I
или II)
или табл. 26. При этом необходимо иметь
в виду, что профиль резьбы ниже линии
А–А не регламентируется.
5.
Определить исполнительные размеры
резьбы (рис.37). по ГОСТ 9539–72 (исполнение
I
или II)
или табл. 26. При этом необходимо иметь
в виду, что профиль резьбы ниже линии
А–А не регламентируется.
Рис. 37. Профиль резьбы
Таблица 26
|
Накатываемая резьба, мм |
Ширина ролика В, мм
|
С, мм |
|
Профиль резьбы | |||
|
Высота
головки
|
Высота
ножки
| ||||||
|
d |
P | ||||||
|
наим. |
наиб. |
наим. | |||||
|
3 |
0,5 |
25 |
1,0 |
|
0,144 0,144 |
0,169 0,169 |
0,162 0,162 |
|
4-6 |
32 | ||||||
|
8-10 |
40 |
0,217 |
0,246 |
0,244 | |||
|
4 |
0,7 |
40 |
1,3 |
10 |
0,202 0,217 |
0,231 0,246 |
0,227 0,244 |
|
6-18 |
0,75 |
1,5 | |||||
|
20-22 |
50 |
12 |
0,217 |
0,246 |
0,244 | ||
|
5 |
0,8 |
40 |
10 |
0,231 |
0,261 |
0,260 | |
|
6-18 |
1,0 |
1,8 |
12 |
0,288 0,288 |
0,320 0,320 |
0,325 0,325 | |
|
20-30 |
50 | ||||||
|
8-12 |
1,25 |
40 |
2,2 |
10 |
0,361 0,432 |
0,396 0,469 |
0,406 0,487 |
|
10-18 |
1,5 |
2,8 | |||||
|
20-30 |
50 |
|
12 |
0,432 |
0,469 |
0,487 | |
|
36 |
1,5 |
50 |
3,2 |
12 |
0,432 |
0,469 |
0,487 |
|
12 |
1,75 |
40 |
3,2 |
10 |
0,505 0,576
|
0,544 0,616 |
0,569 0,650 |
|
14-18 |
2,0 |
3,5 | |||||
|
20-30 |
50
|
12 |
0,576 |
0,616 |
0,650 | ||
|
36-48 |
2,0 |
3,5 |
12 |
0,576 |
0,616 |
0,650 | |
|
20 |
2,5 |
63
|
4,5 |
15
|
0,721 |
0,764 |
0,812 |
|
24-48 |
3,0 |
5,2 |
0,864 |
0,910 |
0,975 | ||
|
30 |
3,5 |
5,2 |
1,008 |
1,057 |
1,137 | ||
|
36-48 |
4,0 |
7,1 |
1,152 |
1,203 |
1,299 | ||
6. Выполнить рабочий чертеж ролика.
Резьбонакатные ролики рекомендуется изготовлять из легированных инструментальных сталей Х12М, Х6ВФ, Х12Ф1. Твердость HRCЭ 58…61.
Указать профиль резьбы ролика (исполнение I или II) со всеми размерами и допусками на них согласно ГОСТ 9539–72 и табл. 26. В технических условиях указать:
– что один из роликов в комплекте имеет правую, а другой левую резьбу.
– допуск на наружный диаметр Deu , конусообразность его на длине В;
– биение Deu и D2u относительно оси;
– половину угла профиля резьбы в зависимости от шага;
– размеры D2u нового ролика и изношенного исходя из дополнительной величины m на износ и перешлифование: m = 0,0175 D2u;
D2u нов = D2u расч + m;
D2u нов = D2u расч – m.
В маркировке указать диаметр и точность накатываемой резьбы, маркировку инструментального материала. Например, М8–7h, Х12М.
РЕЗЬБОНАКАТНЫЕ ПЛАШКИ
Конструкция представляет собою комплект, состоящий из неподвижной 1 и подвижной 2 плашек, работающих по схеме рис.38.

Рис.38. Схема накатывания резьбы накатными плашками
Проектирование резьбонакатных плашек
1. Выполнить расчеты по пп.1. и 2 предыдущего раздела.
2. Определить длину рабочей части неподвижной плашки (рис.39)
lраб = l1 + l2 + l3, (23)
где l1 – длина заборной части, мм; l2 – длина калибрующей части, мм; l3 – длина участка сброса детали (обычно l3 = l1), мм.
На длине заборной части происходит образование резьбы; при ее увеличении точность резьбы возрастает. Для резьб обычной точности
l1 = (0,5…2,0) d2, (24)
для резьб повышенной точности
l1 = (3,0…4,0) d2, (25)
г деd2
– средний диаметр накатываемой резьбы,
мм.
деd2
– средний диаметр накатываемой резьбы,
мм.
Рис.39. Плашка резьбонакатная неподвижная
Длина калибрирующей части
l2 = (2,0…3,0) d2. (26)
3. Определить общую длину неподвижной плашки
![]() = lраб + 2(Н – а)ctg 85,
(27)
= lраб + 2(Н – а)ctg 85,
(27)
а также габаритные размеры: высоту Н и ширину В плашки. Для этой цели воспользоваться ГОСТ 2248–80 или табл.27.
Ширину
плашки выбрать с учетом длины
![]() резьбы, накатываемой
на детали, и возможности двойной
переустановки плашки по ширине
резьбы, накатываемой
на детали, и возможности двойной
переустановки плашки по ширине
В
= 2
![]() + (2…3) Р.
(28)
+ (2…3) Р.
(28)
Таблица 27
-
Диаметр накатываемой резьбы d
Длина
подвижной
плашки

Длина
неподвижной
плашки
 .
.Ширина
плашки В
Высота
плашки Н
мм
1,8
60
55
20
25
2
85
78
25
2,5
3
3,5
32
4
40
4,5
125
110
5
6
170
150
45
32
7
8
220
200
50
40
9
10
250
230
63
45
11
12
14
310
285
65
50
15
16
17
18
400
375
70
50
20
22
24
25
400
375
80
50
27
4. Определить глубину захвата неподвижной плашки
a= 1, 2h, (29)
где высота накатываемой резьбы
![]() .
(30) Размеры
накатываемой резьбы приведены в ГОСТ
24705–81 или табл.3.
.
(30) Размеры
накатываемой резьбы приведены в ГОСТ
24705–81 или табл.3.
5. Определить угол скоса заборной части
=arctg
![]() .
(31)
.
(31)
Этот размер в чертеже указывается как справочный.
6. Определить общую длину подвижной плашки
![]() .=
.=![]() + (15…25)мм.
(32)
+ (15…25)мм.
(32)
Округлить до стандартного размера (см.табл.27).
7. Рассчитать угол подъема резьбы плашки
=arctg![]() (33)
(33)
8. Определить исполнительные размеры резьбы (см. рис.37). Для этой цели воспользоваться табл. 28. При этом необходимо иметь в виду, что профиль резьбы ниже линии А–А не регламентируется и может быть произвольным.
Таблица 28
-
Шаг резьбы
Р, мм
Высота головки
 ,
мм
,
ммВысота ножки
 ,мм
,ммне менее
Предельные отклонения половины угла профиля
 2,
мин
2,
мин
Доп. отклонение
0,2
0,058
0,019
0,065
80
0,25
0,072
0,02
0,081
80
0,35
0,101
0,022
0,114
60
0,4
0,116
0,024
0,130
55
0,45
0,130
0,025
0,146
50
0,5
0,144
0,025
0,162
50
0,6
0,173
0,027
0,195
45
0,7
0,202
0,029
0,227
40
0,75
0,217
0,029
0,244
40
0,8
0,231
0,030
0,260
35
1,0
0,288
0,032
0,325
35
1,25
0,361
0,035
0,406
30
1,5
0,433
0,037
0,487
30
1,75
0,505
0,039
0,569
25
2,0
0,577
0,040
0,650
20
2,5
0,721
0,043
0,812
20
3,0
0,866
0,046
0,975
20
9. Выполнить рабочий чертеж резьбонакатной плашки.
Резьбонакатные плашки рекомендуется изготовлять из легированных инструментальных сталей Х12М, Х6ВФ, Х12Ф1 по ГОСТ 5950–73. Твердость HRCЭ 58…61.
Конструктивные размеры и геометрические параметры плашек назначить в соответствии с ГОСТ 2248–80 или по табл.27.
 Указать
форму и размеры заборной части плашки
(рис.40). В соответствии с ГОСТ 2248–80
рекомендуются формы a
и д,
но это не исключает использование других
форм, показанных на рис.40.
Указать
форму и размеры заборной части плашки
(рис.40). В соответствии с ГОСТ 2248–80
рекомендуются формы a
и д,
но это не исключает использование других
форм, показанных на рис.40.
Рис.40. Формы заборной части накатной плашки
Указать профиль резьбы резьбонакатной плашки со всеми размерами и допусками на них согласно ГОСТ 2248–80 или табл.28.
Указать, что при накатывании правой резьбы неподвижная плашка имеет правое направление резьбовых канавок, а подвижная – левое. Обе плашки можно показать на одном чертеже.
В соответствии с ГОСТ 2248–80 указать:
– допускаемую разность размеров плашек в комплекте;
– непараллельность вершин резьбы и опорной поверхности;
– предельное отклонение канавки резьбы на длине 100 мм;
– предельные отклонения длины L, высоты H и ширины B плашек – h14;
– предельные
отклонения шага между двумя любыми
нитками
![]() 0,03
мм на длине 25 мм;
0,03
мм на длине 25 мм;
– допуск радиального биение наружной цилиндрической поверхности и торцового биения (до разрезки плашек).
В маркировке указать диаметр и точность накатываемой резьбы, марку инструментального материала. Например, М10 – 7h, Х12Ф1.