

Метчики Классификация и конструкция метчиков
Ручные (слесарные) метчики предназначены для нарезания метрических, дюймовых и трубных резьб вручную с помощью воротка. Их конструкция (рис.1) подробно описана ниже. Так как эти метчики работают при малых скоростях резания, их целесообразно изготовлять из дешевых и недефицитных углеродистых сталей, например У9А, У10А, У11А и т. п.

Рис.1. Метчик ручной
Машинные метчики (рис.2) предназначены для нарезания цилиндрических и конических резьб на станках (токарных, сверлильных, специальных и др.). Закрепление их производится в специальных патронах. Отличаются от ручных формой хвостовой части. Машинные метчики чаще всего делаются одинарными, но при больших величинах шага (например Р > 3 мм) и диаметрах резьбы (более 24 мм) рекомендуется применение комплекта из двух штук. Машинные метчики изготовляются из легированных (9ХС, ХВГ) или быстрорежущих (Р6М5) инструментальных сталей.
Метчики, предназначенные для нарезания резьб как вручную, так и на станке, получили название машинно-ручных. Отличаются от ручных и машинных формой хвостовой части.

Рис.2. Метчик машинный
Метчики с винтовыми канавками (рис.3) обеспечивают сход стружки в заданном направлении. Канавки могут иметь правое (для резьб в сквозных отверстиях) и левое (для глухих) направление. Угол наклона винтовых канавок =15...30. Применение таких метчиков весьма эффективно при нарезании резьб в материалах, образующих сливную стружку (легкие сплавы, нержавеющие стали, жаропрочные сплавы и др.).
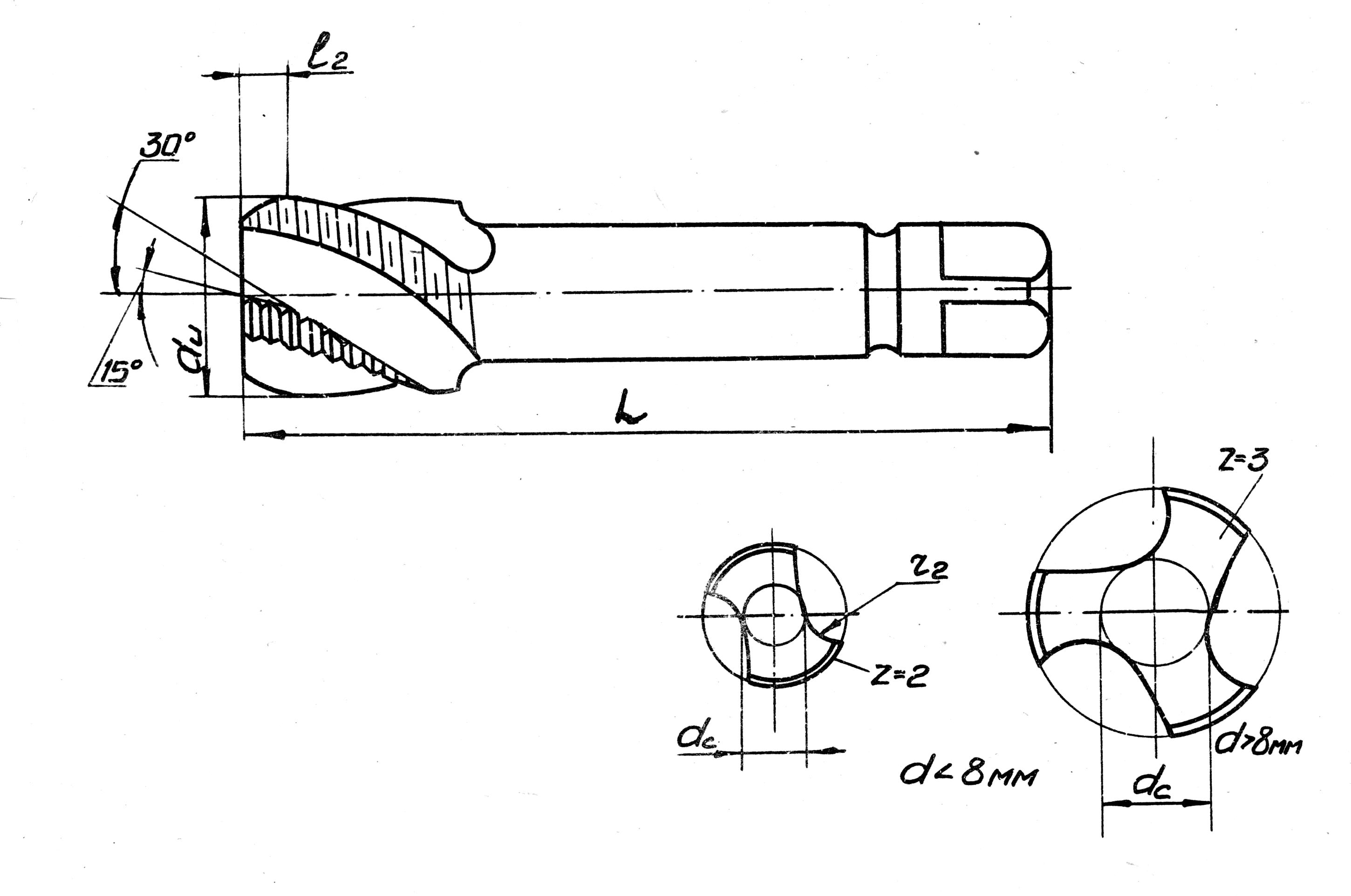
Рис.3. Метчик с винтовфми канавками
Гаечные метчики (рис.4) предназначены для нарезания резьб в гайках. Длина резьбы в гайках сравнительно невелика и, следовательно, крутящие моменты, возникающие в процессе резания, имеют небольшую величину. Это позволяет делать такие метчики одинарными, что обусловливает сравнительно большую длину их режущей части и короткую калибрующую.
Метчики могут быть с коротким или длинным прямым хвостовиком, который служит накопителем гаек. Это дает возможность сократить время на обработку за счет исключения вывинчивания метчика из гайки. В массовом производстве
применяются метчики с изогнутым хвостовиком (рис.4, б), что позволяет сделать процесс обработки непрерывным.

Рис.4. Метчики гаечные с хвостовиком: а – прямые; б – изогнутые
Калибровочные метчики (рис.5) предназначены для калибрования и зачистки резьбы, предварительно нарезанной другими инструментами (резьбовыми резцами, резьбовыми фрезами и др.). Снимают небольшой припуск. В сравнении с обычными метчиками, ручными или машинными, калибровочные метчики имеют более короткую режущую часть и значительно большее количество перьев.

Рис.5. Метчик калибровочный
Плашечные метчики (рис.6) предназначены для предварительного нарезания резьбы в плашках. Для повышения точности и снижения шероховатости нарезаемой резьбы рабочая часть их делается удлиненной: режущая часть (36 шагов) нарезается 16 шагов по конусу с углом 120, остальная 20 шагов - по цилиндру. Такая конструкция обеспечивает работу первых зубьев по всему профилю резьбы и работу остальных зубьев по вершинам профиля, что способствует достижению низкой шероховатости.

Рис.6. Метчик плашечный
Маточные метчики (рис.7) предназначены для окончательной обработки резьбы в плашке. Они используются после сверления стружечных отверстий, а также для удаления заусенцев по краям отверстия. Нагрузка на маточные метчики невелика, поэтому режущая часть у них короче, чем у плашечных. Режущая часть 12 шагов выполняется по конусу с углом 012 и затылуется по всему профилю.
Калибрующая часть имеет 10 шагов. Во избежание поломок во время работы стружечные канавки у маточных метчиков делаются винтовыми с углом =3...6. Их число не должно быть равным или кратным числу стружечных отверстий в плашке.

Рис.7. Метчик маточный
Метчики с укороченными канавками (бесканавочные) предназначены главным образом для нарезания сквозных отверстий (рис.8). Их основное преимущество - высокая по сравнению с обычными метчиками прочность. Эта прочность достигается за счет того, что стружечные канавки делаются не на всей рабочей длине метчиков, а лишь на длине, равной двум длинам режущей части. Для направления стружки в нарезанное отверстие угол наклона винтовой канавки =9...12° выполняется обратным направлению вращения метчика. Во избежание заклинивания калибрующая часть бесканавочных метчиков имеет увеличенную обратную конусность до 0,2 мм на 100 мм длины.

Рис.8. Метчик бесканавочный
Метчики бесстружечные (рис.9) предназначены для образования резьб методом пластического деформирования без образования стружки. Их иногда называют раскатниками. При этом увеличивается статическая и циклическая прочность,
повышается точность и снижается шероховатость обрабатываемых деталей. Вместо стружечных канавок рабочая часть в сечении имеет многогранник. На заборной части резьба шлифована на конус, затылование отсутствует. Длина заборной части 2…6 витков. Область применения их ограничена главным образом нарезанием резьб в мягких вязких материалах.


Рис.9. Метчик бесстружечный
Метчики конические (рис.10) применяют для нарезания конических резьб, как правило, в хрупких материалах типа серых чугунов. Метчики имеют невысокую стойкость. Коническая резьба в детали нарезается одновременно всей рабочей частью метчика. Метчики имеют короткую заборную часть с углом 12…15° и режущую часть с зубьями полного профиля резьбы.

Рис.10. Метчик конический
Метчики с прерывной резьбой (рис.11) используют для нарезания резьбы в вязких и труднообрабатываемых материалах, а также в тонкостенных деталях. Зубья этих метчиков срезаются через зуб в шахматном порядке на калибрующей части.

Рис.11. Метчик с прерывной резьбой
Метчики-протяжки
(рис.12) предназначены для нарезания
многозаходных трапецеидальных и
метрических резьб. Метчик предварительно
вставляют в нарезаемую заготовку, как
при протягивании. Нарезание резьбы
производится без реверсирования.
Основной особенностью их является
расположение хвостовика впереди режущей
части. Профиль резьбы затылуется, задний
угол
=
8...12°. Длина калибрующей части 46
витков. Имеются конструкции метчиков
без калибрующей части. Угол наклона
канавок
![]() =2
=2![]() ,
где
,
где![]()
угол подъема резьбы. Для правой резьбы
применяются левые винтовые канавки,
для левой резьбы
–
правые.
угол подъема резьбы. Для правой резьбы
применяются левые винтовые канавки,
для левой резьбы
–
правые.
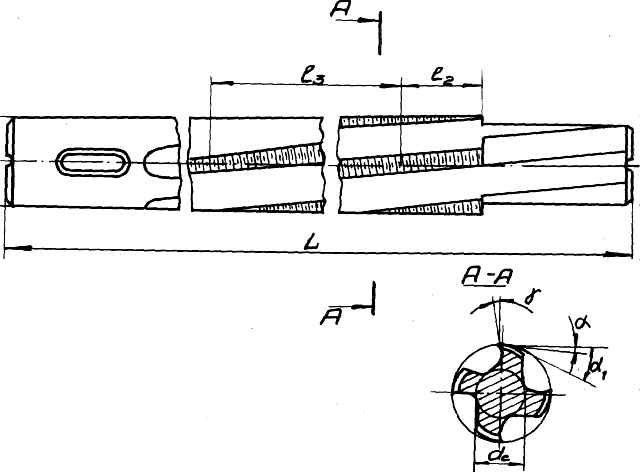
Рис.12. Метчик - протяжка
Сборные метчики подразделяются на три вида. Нерегулируемые, метчики выполняются со вставными гребенками, которые закрепляются в корпусе метчика. Основное назначение такой конструкции экономия инструментальных сталей. Регулируемые метчики (рис.13) имеют вставные гребенки, которые могут устанавливаться на заданный размер резьбы. Такие конструкции значительно увеличивают долговечность метчика. Самовыключающиеся метчики, кроме регулировки на заданный размер резьбы, позволяют в конце рабочего хода сближать гребенки так, что обратный ход производится без вывинчивания метчиков из нарезанного отверстия. Это предохраняет метчики от повреждения и сокращает время на вывод их из отверстия. Конструкция таких метчиков достаточно сложна и осуществима при диаметрах резьбы М36 и более.

Рис.13. Метчик сборный
Метчики комбинированные (рис.14) используют для последовательного выполнения нескольких переходов обработки: сверления и нарезания резьбы, развертывания и нарезания резьбы и т.п.

Рис.14. Метчик комбинированный
Проектирование метчиков
1. В соответствии с заданием выбрать тип метчика и ввести исходные данные для проектирования.
2. Определить класс точности резьбы метчика в зависимости от степени точности нарезаемой резьбы (табл.1).

 Таблица
1
Таблица
1
3. Определить количество метчиков в комплекте в соответствии с их назначением и размерами нарезаемой резьбы (табл.2).
 Таблица
2
Таблица
2
Примечание. При нарезании резьб в труднообрабатываемых материалах количество метчиков может быть больше указанного в таблице.
4. Определить исходные размеры нарезаемой резьбы (рис.15) в соответствии с ГОСТ 2470581 или табл. 3.
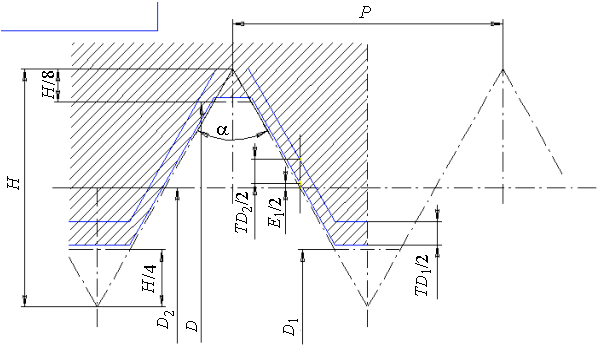
Рис.15.
Профиль нарезаемой резьбы гайки: D
номинальный наружный диаметр;
![]()
внутренний
диаметр; D2
средний диаметр; Р
– шаг резьбы;
угол профиля резьбы; Н
– высота исходного треугольника;
![]() – нижнее отклонение среднего диаметра;
– нижнее отклонение среднего диаметра;![]() –
допуск на
–
допуск на
внутренний
диаметр;
![]()
допуск на средний диаметр.
допуск на средний диаметр.
5. В соответствии с размерами и степенью точности нарезаемой резьбы рассчитать исполнительные размеры диаметров резьбы чистового (или одинарного) метчика по ГОСТ 1692593 или табл. 46 и допуски на них: d наружного диаметра резьбы метчика; d2 среднего диаметра; d1 внутреннего диаметра.
Исполнительные размеры диаметров резьбы предварительных метчиков в комплекте, если они необходимы, определить согласно ГОСТ 1692593 или табл. 14. Согласно этим же источникам назначить допуски на шаг резьбы метчика и половину угла профиля.
Метчики со шлифованным профилем резьбы должны изготовляться 1–3-го классов точности, с нешлифованным профилем резьбы – 4-го класса.
Классы точности устанавливаются
в зависимости от поля допуска среднего
диаметра. Допуски всех классов точности
определяются в единицах допуска t,
величина которого равна допуску
![]() ,
резьбы степени точности 5.
,
резьбы степени точности 5.
Пример расчета размеров резьбовой части метчика приведен ниже.
Таблица 3
|
Диаметр резьбы d, |
Шаг Р, |
Диаметры резьбы, мм |
Диаметр резьбы d, |
Шаг Р, |
Диаметры резьбы, мм | ||||
|
мм |
d = D |
d2 = D2 |
|
мм d = D |
d2= D2 |
| |||
|
2 |
0,4 |
2 |
1,74 |
1,567 |
24 |
3 |
24 |
22,051 |
20,752 |
|
2,5 |
0,45 |
2,5 |
2,208 |
2,013 |
|
2 |
|
22,701 |
21,835 |
|
3 |
0,5 |
3 |
2,675 |
2,459 |
|
1,5 |
|
23,026 |
22,376 |
|
3,5 |
0,6 |
3,5 |
3,11 |
2,85 |
27 |
3 |
27 |
25,051 |
23,752 |
|
4 |
0,7 |
4 |
3,545 |
3,242 |
|
2 |
|
25,701 |
24,835 |
|
4,5 |
0,75 |
4,5 |
4,013 |
3,688 |
|
1,5 |
|
26,026 |
25,376 |
|
5 |
0,8 |
5 |
4,48 |
4,134 |
|
1 |
|
26,35 |
25,917 |
|
|
0,5 |
|
4,675 |
4,459 |
28 |
2 |
28 |
26,701 |
25,835 |
|
6 |
1 |
6 |
5,35 |
4,917 |
|
1,5 |
|
27,026 |
26,376 |
|
|
0,75 |
|
5,513 |
5,188 |
|
1 |
|
27,35 |
26,917 |
|
8 |
1,25 |
8 |
7,188 |
6,647 |
30 |
3,5 |
30 |
27,727 |
26,211 |
|
|
1 |
|
7,35 |
6,917 |
|
3 |
|
28,051 |
26,752 |
|
|
0,75 |
|
7,513 |
7,188 |
|
2 |
|
28,701 |
27,835 |
|
9 |
1,25 |
9 |
8,188 |
7,647 |
|
1,5 |
|
29,026 |
28,376 |
|
|
1 |
|
8,35 |
7,917 |
33 |
3,5 |
33 |
30,727 |
29,211 |
|
|
0,75 |
|
8,513 |
8,188 |
|
3 |
|
31,051 |
29,752 |
|
10 |
1,5 |
10 |
9,026 |
8,376 |
|
2 |
|
31,701 |
30,835 |
|
|
1,25 |
|
9,188 |
8,647 |
|
1,5 |
|
32,026 |
31,376 |
|
|
1 |
|
9,35 |
8,917 |
36 |
4 |
36 |
33,402 |
31,67 |
|
|
0,75 |
|
9,513 |
9,188 |
|
3 |
|
34,051 |
32,752 |
|
12 |
1,75 |
12 |
10,863 |
10,106 |
|
2 |
|
34,701 |
33,835 |
|
|
1,5 |
|
11,026 |
10,376 |
|
1,5 |
|
35,026 |
34,376 |
|
|
1,25 |
|
11,188 |
10,647 |
39 |
4 |
39 |
36,402 |
34,67 |
|
|
1 |
|
11,35 |
10,917 |
|
3 |
|
37,051 |
35,752 |
|
|
0,75 |
|
11,513 |
11,188 |
|
2 |
|
37,701 |
36,835 |
|
14 |
2 |
14 |
12,701 |
11,835 |
|
1,5 |
|
38,026 |
37,376 |
|
|
1,5 |
|
13,026 |
12,376 |
40 |
3 |
40 |
38,051 |
36,752 |
|
|
1,25 |
|
13,188 |
12,647 |
|
2 |
|
38,701 |
37,835 |
|
|
1 |
|
13,35 |
12,917 |
|
1,5 |
|
39,026 |
38,376 |
|
|
0,75 |
|
13,513 |
13,188 |
42 |
4,5 |
42 |
39,077 |
37,129 |
|
15 |
1,5 |
15 |
14,026 |
13,376 |
|
4 |
|
39,402 |
37,67 |
|
|
1 |
|
14,35 |
13,917 |
|
3 |
|
40,051 |
38,752 |
|
16 |
2 |
16 |
14,701 |
13,835 |
|
2 |
|
40,701 |
39,835 |
|
|
1,5 |
|
15,026 |
14,376 |
|
1,5 |
|
41,026 |
40,376 |
|
|
1 |
|
41,35 |
40,917 |
45 |
4,5 |
45 |
42,077 |
40,129 |
|
|
0,75 |
|
15,513 |
15,188 |
|
4 |
|
42,402 |
40,67 |
|
18 |
2,5 |
18 |
16,376 |
15,294 |
|
3 |
|
43,051 |
41,752 |
|
|
2 |
|
16,701 |
15,835 |
|
2 |
|
43,701 |
42,835 |
|
|
1,5 |
|
17,026 |
16,376 |
|
1,5 |
|
44,026 |
43,376 |
|
|
1 |
|
17,35 |
16,917 |
48 |
5 |
48 |
44,752 |
42,587 |
|
|
0,75 |
|
17,513 |
17,188 |
|
4 |
|
45,402 |
43,67 |
|
20 |
2,5 |
20 |
18,376 |
17,294 |
|
3 |
|
46,051 |
44,752 |
|
|
2 |
|
18,701 |
17,835 |
|
2 |
|
46,701 |
45,835 |
|
|
1,5 |
|
19,026 |
18,376 |
|
1,5 |
|
47,026 |
46,376 |
|
|
1 |
|
19,35 |
18,917 |
50 |
3 |
50 |
48,051 |
46,752 |
|
|
0,75 |
|
19,513 |
19,188 |
|
2 |
|
48,701 |
47,835 |
|
22 |
2,5 |
22 |
20,376 |
19,294 |
|
1,2 |
|
49,026 |
48,376 |
|
|
2 |
|
20,701 |
19,835 |
52 |
5 |
52 |
48,752 |
46,587 |
|
|
1,5 |
|
21,026 |
20,376 |
|
4 |
|
49,402 |
47,67 |
|
|
1 |
|
21,35 |
20,917 |
|
3 |
|
50,051 |
48,752 |
|
|
0,75 |
|
21,513 |
21,188 |
|
2 |
|
50,701 |
49,835 |
Таблица 4
|
Диаметр резьбы d, мм |
Шаг резьбы Р, мм |
Нижнее отклонение наружного диаметра, мкм |
Предельные отклонения среднего диаметра, мкм, для метчика класса точности | |||||||
|
1 |
2 |
3 |
4 | |||||||
|
верх. |
нижн. |
верх. |
нижн. |
верх. |
нижн. |
верх. |
нижн. | |||
|
1…1,4 |
0,2 |
+20 |
+15 |
+5 |
+25 |
+15 |
+35 |
+25 |
+35 |
+15 |
|
1…1,4 |
0,25 |
+22 |
+17 |
+6 |
+28 |
+17 |
+39 |
+28 |
+39 |
+17 |
|
1…1,4 |
0,3 |
+24 |
+18 |
+6 |
+30 |
+18 |
+42 |
+30 |
+42 |
+18 |
|
1,4…2,8 |
0,2 |
+24 |
+16 |
+5 |
+27 |
+16 |
+39 |
+27 |
+39 |
+16 |
|
1,4…2,8 |
0,35 |
+27 |
+20 |
+7 |
+34 |
+20 |
+47 |
+34 |
+47 |
+20 |
|
1,4…2,8 |
0,4 |
+28 |
+21 |
+7 |
+36 |
+21 |
+49 |
+36 |
+49 |
+21 |
|
1,4…2,8 |
0,45 |
+30 |
+23 |
+8 |
+38 |
+23 |
+53 |
+38 |
+53 |
+23 |
|
2,8…5,6 |
0,35 |
+28 |
+21 |
+7 |
+36 |
+21 |
+50 |
+36 |
+50 |
+21 |
|
2,8…5,6 |
0,5 |
+32 |
+24 |
+8 |
+40 |
+24 |
+56 |
+40 |
+56 |
+24 |
|
2,8…5,6 |
0,6 |
+36 |
+27 |
+9 |
+45 |
+27 |
+63 |
+45 |
+ 63 |
+27 |
|
2,8…5,6 |
07 |
+38 |
+29 |
+10 |
+48 |
+29 |
+67 |
+48 |
+67 |
+29 |
|
2,8…5,6 |
0,75 |
+38 |
+29 |
+10 |
+48 |
+29 |
+67 |
+48 |
+67 |
+29 |
|
2,8 … 5,6 |
0,8 |
+40 |
+30 |
+10 |
+50 |
+30 |
+70 |
+50 |
+70 |
+30 |
|
5,6…11,2 |
0,5 |
+36 |
+27 |
+9 |
+45 |
+27 |
+63 |
+45 |
+63 |
+27 |
|
5,6…11,2 |
0,75 |
+42 |
+32 |
+11 |
+53 |
+32 |
+74 |
+53 |
+74 |
+ 32 |
|
5,6…11,2 |
1 |
+47 |
+35 |
+12 |
+59 |
+35 |
+83 |
+59 |
+83 |
+35 |
|
5,6…11,2 |
1,25 |
+50 |
+38 |
+13 |
+63 |
+38 |
+88 |
+63 |
+88 |
+38 |
|
5,6…11,2 |
1,5 |
+56 |
+42 |
+14 |
+70 |
+42 |
+98 |
+70 |
+98 |
+42 |
|
11,2…22,4 |
0,5 |
+38 |
+29 |
+10 |
+48 |
+29 |
+67 |
+48 |
+67 |
+29 |
|
11,2…22,4 |
0,75 |
+45 |
+34 |
+11 |
+57 |
+34 |
+80 |
+57 |
+80 |
+34 |
|
11,2…22,4 |
1 |
+50 |
+38 |
+13 |
+63 |
+38 |
+88 |
+63 |
+88 |
+38 |
|
11,2…22,4 |
1,25 |
+56 |
+42 |
+14 |
+70 |
+42 |
+98 |
+70 |
+98 |
+42 |
|
11,2…22,4 |
1,5 |
+60 |
+45 |
+15 |
+75 |
+45 |
+105 |
+75 |
+105 |
+45 |
|
11,2…22,4 |
1,75 |
+64 |
+48 |
+16 |
+80 |
+48 |
+112 |
+80 |
+112 |
+48 |
|
11,2…22,4 |
2 |
+68 |
+51 |
+17 |
+85 |
+51 |
+119 |
+85 |
+119 |
+51 |
|
11,2…22,4 |
2,5 |
+72 |
+54 |
+18 |
+90 |
+54 |
+126 |
+90 |
+126 |
+54 |
|
22,4…45 |
0,75 |
+47 |
+35 |
+12 |
+58 |
+35 |
+81 |
+58 |
+81 |
+35 |
|
22,4…45 |
1 |
+53 |
+40 |
+13 |
+66 |
+40 |
+92 |
+66 |
+92 |
+40 |
|
22,4…45 |
1,5 |
+64 |
+48 |
+16 |
+80 |
+48 |
+112 |
+80 |
+112 |
+48 |
|
22,4…45 |
2 |
+72 |
+54 |
+18 |
+90 |
+54 |
+126 |
+90 |
+126 |
+54 |
|
22,4…45 |
3 |
+85 |
+64 |
+21 |
+106 |
+ 64 |
+148 |
+106 |
+148 |
+64 |
|
22,4…45 |
3,5 |
+90 |
+67 |
22 |
+112 |
+67 |
+157 |
+112 |
+157 |
+67 |
|
22,4…45 |
4 |
+94 |
+71 |
24 |
+118 |
+71 |
+165 |
+118 |
+165 |
+71 |
|
22,4…45 |
4,5 |
+100 |
+75 |
25 |
+125 |
+75 |
+175 |
+125 |
+175 |
+75 |
|
45…90 |
1 |
+60 |
+45 |
+15 |
+75 |
+45 |
+105 |
+75 |
+105 |
+45 |
|
45…90 |
1,5 |
+68 |
+51 |
+17 |
+85 |
+51 |
+119 |
+85 |
+119 |
+51 |
|
45…90 |
2 |
+76 |
+57 |
+19 |
+95 |
+57 |
+133 |
+95 |
+133 |
+57 |
|
45…90 |
3 |
+90 |
+67 |
+22 |
+112 |
+67 |
+157 |
+112 |
+157 |
+67 |
|
45…90 |
4 |
+100 |
+75 |
+25 |
+125 |
+75 |
+175 |
+125 |
+175 |
+75 |
|
45…90 |
5 |
+106 |
+80 |
+27 |
+133 |
+80 |
+186 |
+133 |
+186 |
+80 |
|
45…90 |
5,5 |
+112 |
+84 |
+28 |
+140 |
+84 |
+196 |
+140 |
+196 |
+84 |
|
45…90 |
6 |
+120 |
+90 |
+30 |
+150 |
+90 |
+210 |
+150 |
+210 |
+90 |
Таблица 5
-
Шаг резьбы Р, мм
Длина измерения
в количестве
шагов
Предельные отклонения шага резьбы, мкм, для метчика класса точности
1, 2, 3
4
0,20; 0,25; 0,30; 0,40;
0,45; 0,50; 0,60
12
± 8
± 25
0,70; 0,75; 0,80; 1,00; 1,25
9
± 8
± 25
1,50
7
± 8
± 45
1,75
± 9
2,00; 2,50
± 10
3,00
± 12
3,5
± 13
± 50
4,00
± 14
± 60
4,50
± 15
± 60
5,00
± 16
± 70
5,50
± 17
± 80
6,00
± 18
± 80
Примечание. Предельное отклонение шага для любого числа шагов
устанавливается равным ± 0,05% базовой длины, но не менее ± 0,008 мм.
Таблица 6
-
Шаг резьбы Р, мм
Предельные отклонения половины
угла профиля, мин,
/2
0,20; 0,25
± 70
0,30; 0,35; 0,40
± 50
0,45; 0,50; 0,60
± 35
0,70; 0,75; 0,80
± 30
1,00; 1,25; 1,50
± 25
1,75; 2,00; 2,50; 3,00
± 20
3,50; 4,00; 4,50; 5,00; 5,50; 6,00
± 15
Примечание. Допуск на /2 принят равным 10% допуска на средний диаметр ТD2 резьбы степени точности 5 для шага до 0,4 мм и 8% для шага свыше 0,4 мм.
Пример. Рассчитать резьбовую часть метчика М14, класс 2.
|
Обозначение метчика |
М14, класс 2 |
|
Характеристика метчика |
D номинальный диаметр, равный 14 мм; шаг 2 мм; длина резьбовой части 30 мм |
|
Основные данные, по ГОСТ 2470581 (см. табл.3) |
d2=D2=12,701 мм |
|
Наименьший наружный диаметр dmin |
dmin = 14,000 + 0,068 = 14,068 мм
|
|
Наименьший средний диаметр d2 min |
d2 (ном.) = 12,701 мм; Em (0,3t) = 0,051 мм (см. табл.4);
|
|
Наибольший
средний диаметр
|
d2 (ном.) = ... 12,701 мм; Es (0,5t) = ... 0,085 мм (см. табл.4);
|
|
Внутренний диаметр |
Не устанавливается. Наибольший внутренний диаметр не должен превышать номинального внутреннего диаметра резьбы D1. |
|
Предельное отклонение половины угла профиля /2 |
Для шага 2 мм 20 (см. табл.6) |
|
Накопленная ошибка шага |
Для шага 2 мм 10 мкм (см. табл.5) |
Примечание. t = ТD2 (величина допуска среднего диаметра резьбы степени точности 5)
6. Построить профиль резьбы
метчика со всеми необходимыми размерами
и допусками (рис.16). При этом диаметры
метчика следует рассматривать как
диаметры вала в системе отверстия и
соответственно проставлять исполнительные
размеры. Так, например, средний диаметр
резьбы метчика М14 класса точности 2
равный
![]() следует представить как
следует представить как![]() .
.

Рис.16. Профиль резьбы метчика: d = D – номинальный наружный диаметр метчика;
dmin
–
допустимый минимальный наружный
диаметр; JS
– нижнее отклонение наружного
диаметра; d2
= D2
– средний диаметр;
![]() –
минимальный средний диаметр;
–
минимальный средний диаметр;
![]() –
максимальный средний диаметр; Es
– верхнее отклонение среднего диаметра;
–
максимальный средний диаметр; Es
– верхнее отклонение среднего диаметра;
Em
– нижнее отклонение среднего
диаметра;![]() –
допуск на средний диаметр
–
допуск на средний диаметр
7. Определить диаметр метчика на переднем торце (рис.17):
![]() (1)
(1)
Для метчиков диаметром до 18 мм = 0,1…0,15 мм; диаметром 20…38 мм = 0,2…0,25 мм; диаметром 42…52 мм = 0,3…0,35 мм.

Рис.17. Конструктивные параметры метчика
8. В зависимости от вида обрабатываемого материала и диаметра резьбы выбрать число стружечных канавок метчика. Число стружечных канавок влияет на толщину среза, усилие и мощность, затрачиваемые на резание, на объем пространства для размещения стружки.
Число канавок назначается 2 – 6 при изменении наружного диаметра в пределах 2…52 мм. Их число выбрать в соответствии с ГОСТ 3266–81 или табл.7. Угол наклона канавок у ручных метчиков, как правило, равен нулю.
Таблица 7
|
Обрабатываемый материал |
Диаметры метчиков, мм | |||||
|
2…6 |
8…14 |
16…20 |
22…24 |
27…36 |
39…52 | |
|
Число стружечных канавок | ||||||
|
Чугун, сталь |
2…3 |
3 |
3 |
3…4 |
4 |
4…6 |
|
Легкие сплавы |
2 |
2…3 |
3 |
3…4 |
4 |
4…6 |
9. Назначить величину толщины сечения среза az (мм). В целях упрощения расчетных формул на рис.18 эта величина показана в сечении, перпендикулярном оси метчика.
При нарезании резьбы метчиками из быстрорежущих сталей в различных обрабатываемых материалах величину az следует принимать: для стали – 0,2…0,05 мм, для чугуна – 0,04…0,07 мм, для титановых и жаропрочных сплавов – 0,015…0,02 мм, для легких сплавов – 0,05…0,06 мм.
При нарезании резьбы метчиками из твердых сплавов az принимают равной 0,03…0,04 мм.
10. Рассчитать длину режущей части метчика l1 (рис.18) по формуле
 ,
(2)
,
(2)
где Zu – число перьев метчика, равное числу стружечных канавок.

Рис.18. Определение величин az и l1
Рассчитанную по формуле (2) величину l1следует округлить до целого числа шагов резьбы (nР) и обозначить на чертеже. Например, приl1 = 24 мм иP= 3 мм следует обозначитьl1 = 8Р. Для гаечных метчиков длина режущей части обычно ограничивается величинойl1 = 12Р.
Данная методика расчета длины режущей части метчика оправданна для нарезания резьб в сквозных отверстиях. Для нарезания резьб в глухих отверстиях длина режущей части должна быть не более длины сбега резьбы детали, обычно принимают l1 = (1,5…2)Р.
Формула (2) справедлива при нарезании резьбы одним метчиком. При нарезании резьб как в сквозных, так и в глухих отверстиях комплектом метчиков l1 назначается в соответствии с табл.8.
Таблица 8
-
Количество метчиков в комплекте
Длина l1, выраженная в числе шагов
1-й метчик
2-й метчик
3-й метчик
2
3
6Р
5Р
2Р
2,5Р
–
1,5Р
11. Назначить геометрические параметры метчика. Величину переднего угла на режущей и калибрующей частях выбрать по табл.9.
Таблица 9

12. Задний угол на режущей части для машинных и гаечных метчиков назначается равным 8…10; для ручных – 6…8; для метчиков, предназначенных для нарезания резьб в деталях из легких сплавов, – 5…6.
Задняя поверхность режущей части образуется затылованием по наружному диаметру. Величина затылования определяется по формуле
![]() (3)
(3)
Величину затылования следует округлить кратно 0,1 мм. На чертеже метчика эта величина обозначается на передней поверхности последующего зуба (рис.9,а).

Рис.19. Затылование метчиков на режущей и калибрующей частях
Задний угол 1 на калибрующей части назначают равным 0, чтобы исключить уменьшение диаметральных размеров резьбы при переточках. Это значительно повышает силы трения и крутящий момент, поэтому назначение 1=0 допустимо только для метчиков 4-го класса точности.
Для метчиков 1-,2-,3-го классов точности рекомендуется производить затылование на 2/3 ширины пера (рис.19,б).
Для метчиков, предназначенных для нарезания резьб в жаропрочных и титановых сплавах, рекомендуется форма, показанная на рис.19,в. Величина затылования в этом случае указывается в крайней точке пера.
13. Главный угол в плане вычислить по формуле
![]() (4)
(4)
14. Назначить длину калибрующей части и обратную конусность (табл.10).
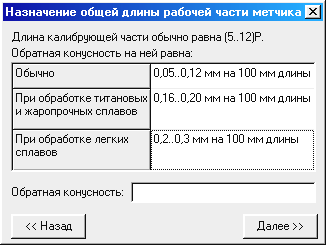 Таблица
10
Таблица
10
15. Выбрать профиль и назначить размеры стружечных канавок.
Данные о диаметре сердцевины метчика d0 и ширине пера b представлены в табл.11 в долях диаметра резьбы метчика.
Таблица 11
|
Размеры, мм |
Число перьев zu | ||||
|
2 |
3 |
4 |
5 |
6 | |
|
d0 |
0,36…0,38 |
0,38…0,40 |
0,42…0,45 |
0,50…0,52 |
0,52…0,55 |
|
b |
0,40…0,45 |
0,30…0,32 |
0,20…0,22 |
0,17…0,20 |
0,16…0,18 |
Наиболее распространен профиль, применяемый на инструментальном заводе «Фрезер» (рис.20 и табл.12).Рекомендации по выбору профилей канавок, указанных в табл.12, приведены в табл.13.

Рис.20. Профиль стружечных канавок метчиков
Таблица 12




Таблица 13
|
Тип метчика
|
Номер профиля канавки при номинальном диаметре метчика, мм
| ||||||||||||
|
6 |
7 |
8 |
9 |
10 |
11 |
12 |
14 |
16 |
18 |
20 |
22 |
24 | |
|
Ручные |
3 |
3 |
4 |
5 |
5 |
5 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Гаечные |
3 |
3 |
4 |
5 |
6 |
7 |
7 |
9 |
10 |
9 |
10 |
11 |
12 |
|
| |||||||||||||
|
Тип метчика |
Номер профиля канавки при номинальном диаметре метчика, мм
| ||||||||||||
|
27 |
30 |
32 |
33 |
36 |
38 |
39 |
40 |
42 |
45 |
48 |
50 |
52 | |
|
Ручные |
13 |
14 |
14 |
15 |
16 |
17 |
18 |
18 |
19 |
19 |
20 |
20 |
20 |
|
Гаечные |
13 |
14 |
14 |
15 |
16 |
17 |
17 |
18 |
19 |
19 |
20 |
20 |
20 |