

Фрезы с затылованными зубьями
Фасонные фрезы. Фасонные фрезы (рис. 22) широко применяются в промышленности для обработки поверхностей и канавок сложного фасонного профиля. В основном они выпускаются с затылованными зубьями и стандартизированы: фрезы полукруглые выпуклые и вогнутые (ГОСТ 9305-69), фрезы пазовые (ГОСТ 8543-71), фрезы для нарезания зубчатых колес и др.
Последовательность проектирования фрез с затылованными зубьями.
-
Определить высоту профиля фрезы
H
= h![]() +
(1…2) мм,
+
(1…2) мм,
где h![]()
глубина обрабатываемой канавки, мм.
глубина обрабатываемой канавки, мм.
-
Определить ширину фрезы
В
= b![]() +
(1…3) мм,
+
(1…3) мм,
где b![]()
ширина обрабатываемой канавки, мм.
ширина обрабатываемой канавки, мм.
3. Определить наружный диаметр D фрезы
![]() ,
,
где d
= 5,28 h![]()
b
b![]()
диаметр оправки, мм.
диаметр оправки, мм.
После расчета диаметр d округлить до размеров стандартных оправок 16, 19, 22, 27, 32, 40, 50 и 60 мм, а диаметр D округлить с кратностью 5 мм.

Р

Р

Рис. 22. Фреза дисковая фасонная
4. Найти число зубьев фрезы. Оно обычно рассчитывается из условия равномерности фрезерования, при котором отношение угла контакта РК с поверхностью резания к угловому шагу зубьев составляет не менее 2.

Вычисленное значение Zс округлять до большего целого числа: 8, 9, 10, 12, 14. 16…
5.
Назначить величину заднего угла ![]() = 10
= 10![]() …15
…15![]() и
величину переднего угла
= 0.
и
величину переднего угла
= 0.
6. Определить величину радиального затылования фрезы шлифовальным кругом:
![]() .
.
Определить величину предварительного затылования резцом:
![]()
Полученные значения K и K1 округлять до ближайшей большей величины подъема затыловочного кулачка по табл. 9.
Таблица 9. Величины подъема затыловочных кулачков
|
K, K1, мм |
Интервал изменения, мм |
|
0,25…2 |
0,25 |
|
2…10 |
0,5 |
|
Свыше 10 |
1,0 |
7. Рассчитать задний угол на наклонных участках профиля зуба фрезы:
![]() ,
,
где угол наклона касательной к профилю зуба фрезы в рассматриваемой точке (определить графически).
8. Определить глубину стружечной канавки (рис. 23):
![]()
где
![]() –
радиус дна канавки, который следует
округлить до большего значения: 1; 1,5; 2;
2,5; 3… мм.
–
радиус дна канавки, который следует
округлить до большего значения: 1; 1,5; 2;
2,5; 3… мм.
Размер Н также округлить с точностью до 0,5 мм в большую сторону.
9. Рассчитать угол стружечной канавки. Стружечная канавка должна обеспечивать:
– выход шлифовального круга перед последующим зубом из затылования;
– достаточное количество переточек;
– прочность зуба фрезы и размещение стружки.
Вначале следует найти минимально необходимый угол канавки, полагая передний угол равным нулю,
![]() ,
,
где
![]()
угол холостого хода кулачка, который
принять равным 60°.
угол холостого хода кулачка, который
принять равным 60°.
Для
увеличения объема канавки предусмотреть
скос от точки М
(рис. 23) под углом 5…10
к линии ОА
и полученную величину утла
= ![]() округлить до ближайшего значения угла
при вершине (18, 22, 25, 30)° нормализованных
фрез с условным профилем [1, 2, и др.].
округлить до ближайшего значения угла
при вершине (18, 22, 25, 30)° нормализованных
фрез с условным профилем [1, 2, и др.].
D D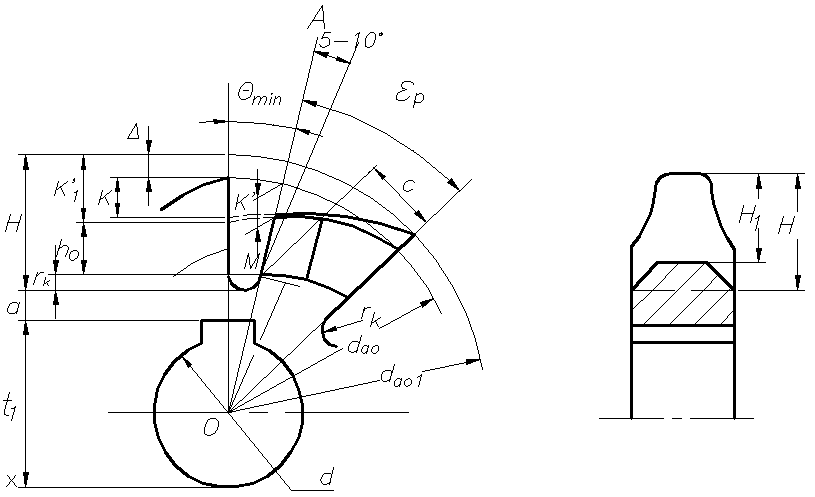
![]()
Рис. 23. Расчет затылованной фрезы на прочность