

Шумахер У. Полупроводниковая электроника
.pdf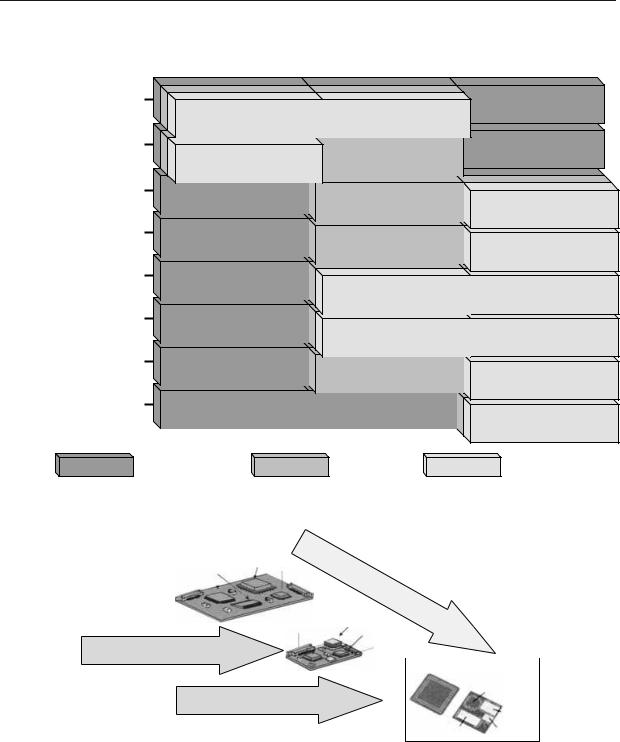

INFSEMI_2-Text.fm, стр. 524 из 590 (September 6, 2010, 19:32)
524 14. Корпуса ИС
дартные двухили четырёхслойные печат- |
проблему замены свинца, входящего в со- |
|||||||||||
ные платы с шириной/шагом проводящих |
став припоя, на более экологически безо- |
|||||||||||
дорожек 0.15 мм, которые вполне подходят |
пасный материал. За небольшими исключе- |
|||||||||||
для размещения корпусов P-QFP, P-SO или |
ниями, с середины 2006 года все электрон- |
|||||||||||
P-BGA. Для корпуса P-FBGA шаг выводов |
ные компоненты должны производиться с |
|||||||||||
в матрице составляет 0.5 или 0.8 мм, и раз- |
соблюдением соответствующих норм. |
|
||||||||||
водка сигналов может быть осуществлена |
14.7.1. Бессвинцовые и безгалогенные |
|||||||||||
лишь при использовании многослойной |
||||||||||||
печатной платы с тонкими дорожками или |
корпуса |
|
|
|
||||||||
с технологией наращивания. |
|
|
В наибольшей степени указанные дирек- |
|||||||||
В последнее время, наряду с тенденцией |
||||||||||||
тивы применимы к поверхностям, покры- |
||||||||||||
к миниатюризации корпусов, всё отчётли- |
||||||||||||
тым припоем. При использовании корпусов |
||||||||||||
вее проявляется тенденция к так называе- |
||||||||||||
для поверхностного монтажа |
оловянно- |
|||||||||||
мой прямой интеграции (Рис. 14.14), когда |
||||||||||||
свинцовые (SnPb) покрытия заменяются на |
||||||||||||
несколько полупроводниковых микросхем |
||||||||||||
чисто оловянные. В технологии BGA в ка- |
||||||||||||
и модулей памяти объединяются в одном |
||||||||||||
честве такой замены используется оловян- |
||||||||||||
общем корпусе. Сюда же относится и ин- |
||||||||||||
но-серебряно-медный сплав (SnAgCu). Из- |
||||||||||||
теграция |
пассивных |
компонентов |
внутри |
|||||||||
менение состава паяльной пасты оказывает |
||||||||||||
корпуса |
ИС (так |
называемые решения |
||||||||||
непосредственное влияние на |
технологи- |
|||||||||||
«система-в-корпусе»). Результатом |
будет |
|||||||||||
ческий процесс покрытия печатной платы |
||||||||||||
слияние технологий корпусирования и про- |
||||||||||||
припоем. Особенно сильно это сказывается |
||||||||||||
изводства полупроводниковых кристаллов. |
||||||||||||
при замене оловянно-свинцовых паст, тем- |
||||||||||||
Многие |
производители |
полупроводнико- |
||||||||||
пература |
плавления которых |
составляет |
||||||||||
вых компонентов уже сегодня размещают |
||||||||||||
+179GC, |
оловянно-серебряно-медными |
с |
||||||||||
технологические линии |
для |
производства |
||||||||||
температурой плавления +217GC. Соответ- |
||||||||||||
кристаллов ИС и для производства корпу- |
||||||||||||
ственно, тепловое воздействие на полупро- |
||||||||||||
сов по технологии Flip Chip (включающей в |
||||||||||||
водниковые |
компоненты |
в процессе |
их |
|||||||||
себя металлизацию под столбиковыми вы- |
||||||||||||
пайки существенно увеличивается. |
|
|||||||||||
водами (UBM) и применение шариковых |
|
|||||||||||
Переход к использованию новых припо- |
||||||||||||
выводов) на одном заводе. |
|
|
||||||||||
|
|
ев требует внесения дополнений в много- |
||||||||||
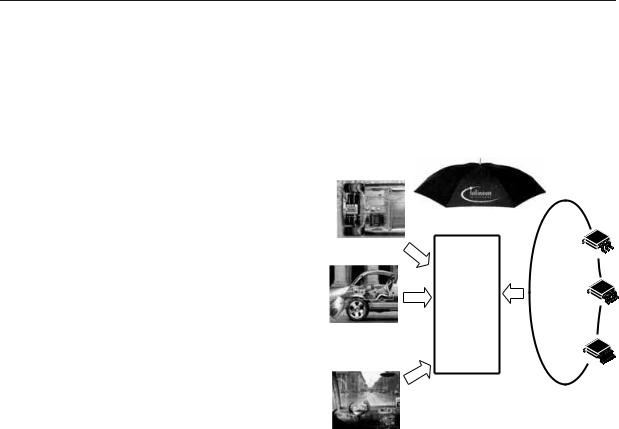
Продолжая обсуждение растущих воз- |
||||||||||||
численные технологические стандарты |
и |
|||||||||||
можностей технологий производства кор- |
||||||||||||
нормы. Компания Infineon, со своей сторо- |
||||||||||||
пусов для полупроводниковых компонен- |
||||||||||||
ны, участвует в этом процессе и, в рамках |
||||||||||||
тов, следует сказать, что на данный момент |
||||||||||||
технической |
поддержки |
пользователей, |
||||||||||
наиболее перспективной из них представ- |
||||||||||||
предоставляет им соответствующие дан- |
||||||||||||
ляется технология корпусирования на уров- |
||||||||||||
ные. Несмотря на то что официально датой |
||||||||||||
не пластины (WLP). Она подразумевает |
||||||||||||
введения в действия новых стандартов в Ев- |
||||||||||||
наибольшую степень слияния технологий |
||||||||||||
ропе считается 1 июля 2006 года, «сцена- |
||||||||||||
производства кристалла и корпуса. В насто- |
||||||||||||
рий» этого события жёстко не прописан и |
||||||||||||
ящее время во всём мире ведутся активные |
||||||||||||
предполагает |
определённый |
переходный |
||||||||||
исследования и разработки в этом направ- |
||||||||||||
период, в течение которого возможно про- |
||||||||||||
лении. |
|
|
|
|
|
|||||||
|
|
|
|
|
изводство электронной продукции с ис- |
|||||||
|
|
|
|
|
|
|||||||
14.7. Материалы, используемые |
пользованием как бессвинцовых техноло- |
|||||||||||
гий, так |
и технологий с |
использованием |
||||||||||
при производстве корпусов |
||||||||||||
свинца. Длительность переходного периода |
||||||||||||
|
|
|
|
|
|
|||||||
В феврале 2003 года страны Евросоюза |
должна быть сведена к минимуму произ- |
|||||||||||
водственными и логистическими мерами. |
||||||||||||
приняли директивы о порядке использова- |
||||||||||||
Указанная возможность зависит от того, на- |
||||||||||||
ния и утилизации электрического и элект- |
||||||||||||
сколько процесс покрытия печатной платы |
||||||||||||
ронного оборудования, в соответствии с ко- |
||||||||||||
припоем отвечает заданным требованиям и |
||||||||||||
торым запрещается |
применение в |
элект- |
||||||||||
наличием совместимых с этим процессом |
||||||||||||
ронном |
оборудовании ряда |
экологически |
||||||||||
бессвинцовых технологий. |
|
|
|
|||||||||
опасных |
материалов. |
Эти |
директивы |
|
|
|
||||||
Вплотную к проблеме производства не |
||||||||||||
(WEEE, RoHS) заставляют руководителей |
||||||||||||
содержащих |
свинца электронных компо- |
|||||||||||
промышленности обратить внимание на |
||||||||||||
|
|
|
|
|
|
|||||||

INFSEMI_2-Text.fm, стр. 526 из 590 (September 6, 2010, 19:32)
526 14. Корпуса ИС
рые являются источниками альфа-частиц. |
ектировании микросхем SRAM с техноло- |
|
Свинец, который входит в состав шарико- |
гической нормой 0.18 мкм и менее необхо- |
|
вых выводов корпусов, выполненных по |
димо |
предусматривать соответствующие |
технологии Flip Chip, также «производит» |
меры по защите от воздействия альфа-излу- |
|
альфа-частицы. Проблема альфа-излучения |
чения. |
Например, можно реализовать |
в материалах корпусов ИС, как и меры по |
встроенные логические схемы коррекции |
|
защите от воздействия этого излучения, из- |
ошибок, либо в качестве заполнителя (ком- |
|
вестны достаточно давно из DRAM-техно- |
паунда) следует использовать материал, не |
|
логии. |
содержащий радиоактивных элементов (ис- |
|
В связи с тем, что в настоящее время су- |
точников альфа-частиц). Проблема альфа- |
|
ществует тенденция к уменьшению разме- |
излучения свинца, входящего в состав ша- |
|
ров транзисторов и снижению их рабочих |
риковых выводов корпусов, выполненных |
|
напряжений (например, МОП-транзисто- |
по технологии Flip Chip, разрешается путём |
|
ры могут работать при напряжениях пита- |
применения не содержащих свинца мате- |
|
ния 1.2…1.5 В), повышается вероятность |
риалов, например SnAg или SnAgCu. Что же |
|
того, что альфа-излучение радиоактивных |
касается влияния альфа-излучения на рабо- |
|
материалов будет влиять на состояние ячеек |
ту тех или иных логических схем ИС, то в |
|
памяти SRAM (т.е. при попадании альфа- |
настоящее время проводятся исследования |
|
частицы в ячейку памяти значение бита мо- |
по данному вопросу. |
|
жет измениться с 1 на 0). Поэтому при про- |
|
|




INFSEMI_2-Text.fm, стр. 531 из 590 (September 6, 2010, 19:32)
15.3. Технологичность с точки зрения пользователя 531
Таблица 15.2. Испытания на надёжность
Воздействие/нагрузка |
Испытуемые элементы |
Условия испытаний |
Примечания |
|
|
|
|
Испытания на долговечность (с учётом конструкции испытуемых устройств и воздействия внешних |
|||
факторов) |
|
|
|
|
|
|
|
Эксплуатационные ста- |
Отдельные элементы |
Условия, специфические |
Значения параметров |
тические/динамичес- |
или узлы испытуемого |
для физических механиз- |
должны выходить за |
кие: |
изделия, чувствитель- |
мов, определяющих про- |
рамки предельно до- |
– температура |
ные к измеряемой физи- |
цесс работы испытуемых |
пустимых для данно- |
– напряжённость элект- |
ческой величине |
элементов |
го компонента (испы- |
рического поля |
|
|
тания в «экстре- |
– плотность тока |
|
|
мальном» режиме) |
|
|
|
|
Обусловленные окружа- |
Отдельные типы корпу- |
Соответствующие макси- |
|
ющими условиями: |
сов (пластиковые) |
мально допустимым режи- |
— |
|
|
мам работы, например: |
|
– температура |
|
+150°C |
|
– относительная влаж- |
|
85% (при +85°C) |
|
ность |
|
|
|
– перепад температур |
|
–40/+150°C |
|
|
|
|
|
Испытания на работоспособность (обычно выполняются в максимальных режимах работы изделия или в условиях, указанных производителем)
Электрические |
Изделие в целом |
Зависят от функции испы- |
Для всего ожидаемого |
процессы |
|
туемого компонента, на- |
срока службы компо- |
|
|
пример: статические / ди- |
нента |
|
|
намические / цикл |
|
|
|
перезапуска / цикл чте- |
|
|
|
ния/стирания данных |
|
|
|
|
|
Испытания для оценки надёжности на начальном этапе (обычно выполняются в максимальных режимах работы изделия или в условиях, указанных производителем)
Надёжность на началь- |
Типичный представи- |
Зависят от функции испы- |
Для всего ожидаемого |
ном этапе эксплуатации |
тель семейства полупро- |
туемого компонента, на- |
срока службы компо- |
|
водниковых компонен- |
пример: статические / ди- |
нента |
|
тов, выполненных по |
намические / цикл |
|
|
одной и той же техноло- |
перезапуска |
|
|
гии |
|
|
|
|
|
|
Испытания на технологичность (с точки зрения OEM-производителей),
часто предшествуют испытаниям, связанным с оценкой влияния окружающей среды
Нагрев при пайке |
Отдельные типы корпу- |
|
— |
|
сов (пластиковые) |
|
|
|
|
|
|
|
|
|
|
|
Корпуса для монтажа |
Заданная характеристика |
|
|
в сквозные отверстия |
распределения тепла при |
— |
|
|
пайке |
|
|
|
|
|
Влажность окружаю- |
Корпуса для поверхнос- |
Предварительная обра- |
* Моделируется эф- |
щей среды при хране- |
тного монтажа |
ботка* + заданная харак- |
фект поглощения |
нии и транспортировке |
|
теристика распределения |
влаги |
изделия |
|
тепла при пайке |
|
|
|
|
|
Испытания на устойчивость к внешним электрическим воздействиям и нагрузкам |
|
||
|
|
|
|
Электростатический |
Изделие в целом |
– модель человеческого |
|
разряд (ESD) |
|
тела (HBM) |
— |
|
|
– модель заряженного |
|
|
|
|
|
|
|
устройства (CDM) |
|
|
|
|
|
Тиристорный эффект |
Изделие в целом |
— |
— |
|
|
|
|
Электромагнитные по- |
Изделие в целом |
— |
— |
мехи (EMI) |
|
||
|
|
|
|
|
|
|
|