

10.1.15.6. Проектирование монтажного стыка сварной балки
По условиям перевозки (ограничение массы и габаритов) балка расчленяется по возможности на одинаковые отправочные элементы (марки). В разрезной балке монтажный стык выполняется в одном сечении (универсальный стык) и чаще располагается в середине пролета, где Mmax и, соответственно, максимальные нормальные напряженияσблизки к расчетному сопротивлению основного металлаRy.
Стык элементов балки осуществляется стыковыми швами (рис. 10.34). Расчетные сопротивления сварных соединений для любого вида сварки принимаются (см. табл. 2.6): при сжатии соединения независимо от методов контроля качества швов Rwy = Ry, при растяжении и изгибе с физическим контролем качества швовRwy = RyиRwy = 0,85Ry, если физические методы контроля не используются.
На монтаже физические способы контроля затруднены, поэтому расчет растянутого стыкового соединения производится по его пониженному расчетному сопротивлению. Сжатый верхний пояс и стенка соединяются прямым швом, растянутый пояс – косым швом для увеличения длины шва, так как действительное напряжение в поясе σ превышаетRwy. Для обеспечения равнопрочности сварного стыка и основного сечения нижнего пояса достаточен скос с наклоном реза 2:1.
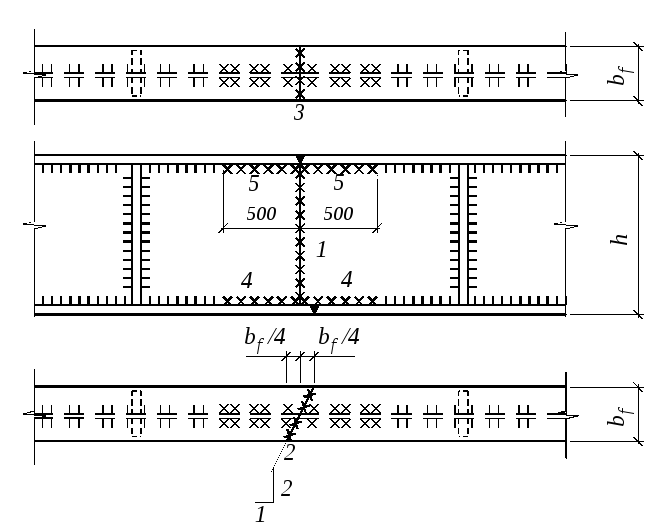
Рис. 10.34.Монтажный стык сварной балки
В монтажных условиях стык выполняют ручной сваркой, применяя электроды с индексом А (Э42А, Э50А), обеспечивающие повышенную пластичность наплавленного металла (см. табл. 2.5).
Для обеспечения качественного соединения при ручной сварке элементов толщиной более 8…10 мм производится V-образная разделка кромок, начало и конец шва выводятся на специальные технологические планки.
Для уменьшения сварочных напряжений соблюдается определенный порядок сварки (см. рис. 10.34): сначала сваривают поперечные стыковые швы стенки 1, поясов2и 3, имеющие наибольшую поперечную усадку, последними заваривают угловые швы4и5, имеющие небольшую продольную усадку. Оставленные незаверенными на заводе участки поясных швов длиной около 500 мм дают возможность поясным листам несколько вытянуться при усадке швов2. Это также позволяет при монтаже совместить торцы свариваемых элементов отправочных марок, имеющих отклонение в размерах в пределах технологических допусков.
10.1.15.7. Расчет сварного соединения на одновременное действие изгибающего момента м и перерезывающей силы q
Примером такого соединения может служить прикрепление подкрановой консоли к колонне.
Пример 10.10.Проверить прочность сварного соединения одностенчатой консоли с колонной. Сталь класса С255. Сварка механизированная в среде СО2сварочной проволокой марки Св-08Г2С диаметром 1,4 мм. Катет шваkf = 8 мм. К консоли приложена расчетная сосредоточенная силаF= 800 кН с эксцентриситетом (расстоянием от оси подкрановой балки до грани колонны)е = 350 мм. Размеры сечения консоли показаны на рис. 10.35.

Рис. 10.35. Прикрепление консоли к колонне:
а – прикрепление консоли; б – геометрические характеристики сечения;
в – расчетные длины швов; г – эпюры напряжений в шве
Предварительно определяем:
– Rwf = 215 МПа = 21,5 кН/см2– расчетное сопротивление металла шва (см. табл. 1.18);
– Rwz = 0,45Run= 0,45 ∙ 370 = 166,5 МПа = 16,65 кН/см2(см. табл. 1.16), здесьRun= 370 МПа для стали С255 при толщине свариваемых элементов от 10 до 20 мм (см. табл. 1.14);
– βf = 0,9 иβz = 1,05 – коэффициенты проплавления, принимаемые для механизированной сварки при диаметре сварочной проволоки 1,4 мм и катетах швов 8 мм (см. табл. 10.19);
– γwf = γwz= 1 – коэффициенты условий работы соединения.
Сравниваем:
βfRwf= 0,9 ∙ 215 = 193,5 МПа >βzRwz= 1,05 ∙ 166,5 = 174,8 МПа,
следовательно, рассчитываем сварные швы по металлу границы сплавления.
В месте прикрепления консоли действуют:
– изгибающий момент М = F е= 800 ∙ 0,35 = 280 кН∙м;
– поперечная сила Q = F= 800 кН.
Определяем геометрические характеристики сечения сварных швов в месте прикрепления консоли к колонне с учетом дефектов швов в начале и конце сварки по 10 мм (см. рис. 10.35, в). Суммарная расчетная длина швов, прикрепляющих один пояс,
∑l w,n = (bf – 1) + [bf – (tw + 2kf + 2 ∙ 0,5)] =
= (25 – 1) + [25 – (1 + 2 ∙ 0,8 +1)] = 45,4 cм.
Площадь сварного шва у пояса
Aw,n = βf kf ∑ lw,n= 1,05 ∙ 0,8 ∙ 45,4 = 38,14 см2.
Суммарная расчетная длина швов, прикрепляющих стенку,
∑ lw,ст = 2 (hw – 1) = 78 см.
Площадь сварного шва у стенки
Aw,ст = βz kf ∑ lw,cт = 1,05 ∙ 0,8 ∙ 78 = 65,52 см2.
Общая площадь всех сварных швов
Aw=Aw,ст + 2 Aw,n = 65,52 + 2 ∙ 38,14 =141,8 см2.
Момент инерции всех сварных швов относительно оси х-х
Iw = [2 βz kf (hw – 1)3] / 12 + 2[Aw.n (hf / 2)2] =
= [2 ∙ 1,05 ∙ 0,8 · (40 – 1)3] / 12 + 2 · [38,14 · (41,4 / 2)2] = 40989,9 см4.
Момент сопротивления швов
Ww = 2Jw / h= 2 ∙ 40989,9 / 42,8 = 1915,42 см3.
Срезающее напряжение в шве от М
τwМ = М / Ww= 28000 / 1915,42 = 14,62 кН/см2.
Срезающее напряжение в шве от Q
τwQ = Q / Aw= 800 / 141,8 = 5,64 кН/см2.
Проверяем суммарное напряжение в сварном шве
τw
=![]() =
=
![]() =15,67 кН/см2=
=15,67 кН/см2=
= 156,7 МПа < Rwz γwz γc = 166,5 МПа.
Прочность соединения обеспечена.