

МЕТОДИЧКИ по лекциям ТСП / ТСП 2
.docНАЦИОНАЛЬНОЕ АГЕНТСТВО КОНТРОЛЯ И СВАРКИ
Негосударственное Образовательное Учреждение
НОУ «ГАЦ ВВР»
2
Б.П. Конищев
ТЕОРИЯ СВАРОЧНЫХ ПРОЦЕССОВ
Тепловые процессы сварки
Нижний Новгород
2011
|
|
|
|
|
|
|
Виды сварки |
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
Давлением |
|
Плавлением |
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
Кузнечная |
Контактная |
Трением |
Высокочастотная |
Холодная |
Ультразвуковая |
Диффузионная |
Взрывом |
|
Литейная |
Газовая |
Дуговая |
Плазменная |
Электроннолучевая |
Лазерная |
Электрошлаковая |
Термитная |
|
||||||||||||||||||
|
Стыковая |
Точечная |
Шовная |
Рельефная |
Покрытыми электродами |
В защитных газах |
Под флюсом |
|
||||||||||||||||||||||||||||

1. Сварочная дуга

2. Классификация
сварочной дуги
3. Эффективная тепловая мощность сварочной дуги
Наиболее распространённым источником теплоты для сварки и наплавки служит сварочная дуга, которая является мощным и достаточно концентрированным источником теплоты.
Электрическая мощность дуги, определяемая произведением тока дуги на напряжение, при сварки электродами с покрытием и в защитных газах (углекислом газе, аргоне и других) обычно находится в пределах 5-10 кВт, а мощность дуги при сварке под флюсом составляет 10-50 кВт.
Электрическая энергия, потребляемая дугой, в основном превращается в тепловую энергию. Поэтому дуга по праву считается мощным преобразователем электрической энергии в тепловую. Выделение тепловой энергии происходит в активных пятнах дуги (катодном и анодном) и в дуговом промежутке (столбе дуги).
Полная тепловая мощность дуги, т.е. количество теплоты, выделяемое сварочной дугой в единицу времени, определяется выражением:
qД=IСВUД, Вт или Дж/с
Ч асть
теплоты сварочной дуги теряется в
окружающей среде (путём конвективной,
лучистой и кондуктивной теплоотдачи,
а также светового излучения, звуковых
колебаний и т.п.), а большая часть идет
на нагрев и плавление основного и
электродного металлов, покрытия
электродов и флюса и на химические
реакции в зоне сварки. Примерная диаграмма
баланса энергии представлена на рисунке
1.
асть
теплоты сварочной дуги теряется в
окружающей среде (путём конвективной,
лучистой и кондуктивной теплоотдачи,
а также светового излучения, звуковых
колебаний и т.п.), а большая часть идет
на нагрев и плавление основного и
электродного металлов, покрытия
электродов и флюса и на химические
реакции в зоне сварки. Примерная диаграмма
баланса энергии представлена на рисунке
1.
qс
– потеря мощности в окружающую среду
на излучение и разбрызгивание
qэ
– мощность, идущая на нагрев электрода
qи
– мощность, идущая на нагрев изделия
(эффективная)
qд=qи+qэ+qc+…
Отношение эффективной тепловой мощности сварочной дуги к полной её мощности называется эффективным КПД нагрева изделия сварочной дугой или просто эффективным КПД сварочной дуги И:
![]()
Эффективный КПД И показывает какая часть полной мощности дуги затрачивается на нагрев и плавление изделия (основного металла).
Зная эффективный КПД, можно определить эффективную тепловую мощность сварочной дуги:
qИ = И IСВ UД

Рис. 1. Схема ввода теплоты в изделие сварочной дугой:


1 2

Uд(1) < Uд(2) Uд(3) = Uд(4) = Uд(2)
и(1) > и(2) и(3) > и(2)
и(4) > и(2)
4. Нагрев и охлаждение основного металла при наплавке на толстый лист
При дуговой наплавке на толстый лист расчет температуры производится по следующему уравнению:

![]()
Т, оС – температура в точке А
V, см/с – скорость сварки
qИ = И IСВ UД , Вт или Дж/с – эффективная тепловая мощность дуги;
![]() ,
см – пространственный радиус-вектор
точки А;
,
см – пространственный радиус-вектор
точки А;
=0,4 Вт/см град – коэффициент теплопроводности низкоуглеродистой стали;
=3,8 Вт/см град – коэффициент теплопроводности меди;
а = 0,08 см2/с – коэффициент температуропроводности;
3,14 – число ПИ
е 2,71 – основание натуральных логарифмов
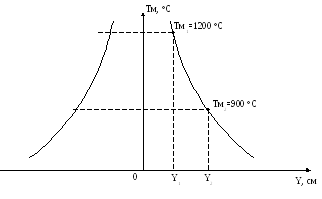
П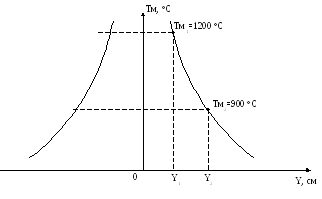 о
этому уравнению можно рассчитать
распределение максимальных температур
Тм по оси Y.
о
этому уравнению можно рассчитать
распределение максимальных температур
Тм по оси Y.
По уравнению можно также рассчитать кривые термических циклов и построить график зависимости Т, С от t, с. Термический цикл точки – зависимость температуры в данной точке от времени.


ТНУА = 500-600 С – температура наименьшей устойчивости аустенита. Быстрое охлаждение стали при этой температуре вызывает закалку стали, образование мартенсита, резкое увеличение твердости и прочности стали, значительное снижение ее пластичности и ударной вязкости, образование холодных трещин при сварке.
Скорость охлаждения при этой температуре определяется как тангенс угла наклона касательной к этой точке:
Wохл = tg
Скорость охлаждения можно также рассчитать по уравнению:
![]()
![]() оC/c
оC/c
Чтобы уменьшить скорость охлаждения надо:
-
Увеличить qИ = И IСВ UД;
-
Уменьшить скорость сварки V;
-
Применить подогрев (увеличить Т0): Т0 = 100-400 С
Wохл(1) = -20 С/с Wохл(1) = -40 С/с Wохл(2) >Wохл(1)
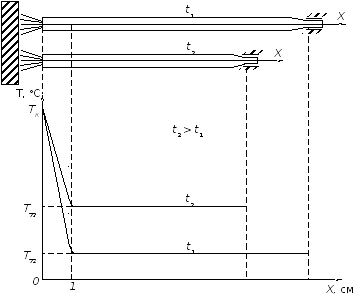
5. Нагрев и охлаждение основного металла при сварке тонких листов

3

4
По толщине пластины температура распределена равномерно Т3=Т4.
Расчет температуры при сварке тонких листов производится по следующему уравнению:
![]()
где , см – толщина листа,
V, см/с – скорость сварки,
t, с – время,
с = 5 Дж/см3 град – объемная теплоемкость стали.
По этому уравнению можно рассчитать кривые максимальных температур Тм и построить график зависимости Тм от Y.
По уравнению можно также рассчитать кривые термических циклов и построить график зависимости Т, С от t, с.
Термический цикл точки – зависимость температуры в данной точке от времени.


Скорость охлаждения рассчитывается по уравнению:
 оC/c
оC/c
Чтобы уменьшить скорость охлаждения надо:
-
Увеличить qИ = И IСВ UД;
-
Уменьшить скорость сварки V;
-
Применить подогрев (увеличить Т0): Т0 = 100-400 С
6. Нагрев и плавление электрода при дуговой сварке
Vсв

Тк2500 С – температура «капель»
Электрод нагревается двумя источниками теплоты:
-
Нагрев электрода током сварочным, проходящим через электродный стержень.
Ттf(х) = const при t = const.
Тт, С – температура нагрева электрода током.
Нагрев током происходит по закону Джоуля-Ленца:
Q=I2Rt=IUt, Дж
З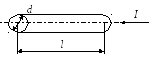 акон
Ома
акон
Ома
U=IR, В или I=U/R, А
I, А – сварочный ток,
U, В – напряжение на дуге,
t, с – время,
R, Ом – сопротивление стержня
![]()
l, см – длина стержня,
F=d2/4, см2 – площадь сечения,
, Ом см – удельное электросопротивление стержня, =f(T)

Тт2 > Тт1,
т.к. t2
>t1 ,
2 >1
1. Св-08, 2. Св-08ГС, 3. Св-08Х18Н9Т
-
Нагрев электрода дугой сварочной через торец электрода Тд = f(х) const
Суммарная температура нагрева электрода током:
Т = Тт+Тд
При Х = 0 Т = Тк – температура «капли» (Тк 2500 С). При Х > 1 Т = Тт
Скорость плавления электрода начальная Vпл(н) и конечная Vпл(к) отличаются.
Vпл(н)
< Vпл(к)
![]()
Кн – коэффициент неравномерности плавления электрода.
Допускаемая температура нагрева электрода током в конце плавления электрода не должна превышать Тт(доп) < 600-650 С.
При большем перегреве электрода покрытие отстает (отслаивается) от стержня, нарушается защита металла от воздуха, усиливается разбрызгивание, ухудшается формирование и свойства шва.
Чтобы не допускать перегрева электрода в ГОСТ 9466-75 длина электрода ограничивается в зависимости от диаметра и удельного электросопротивления.
|
Диаметр стержня, мм |
Длина электрода, мм из сварочной проволоки |
|
|
низкоуглеродистой или легированной |
высоколегированной |
|
|
1,6 |
200 250 |
150 200 |
|
2 |
250 |
200 |
|
2,5 |
300 |
250 |
|
3 |
350 |
300 |
|
4 - 12 |
450 |
350-400 |
Важными характеристиками электрода являются коэффициенты расплавления р и наплавки н.
н = р(1-), г/А ч
- коэффициент потерь металла на угар и разбрызгивание
Для РД и МП =0,05-0,2, АФ ≤0,05
Для большенства электродов н = 8-10 г/А ч.
При Iсв = 200 А за 1 час сварщик наплавит 10200 = 2000 г.
Для электродов с железным порошком в покрытии н = 11-18 г/А ч, при Iсв=200 А, 18200=3600 г.