

Диффузионная сварка в вакууме
Диффузионная сварка осуществляется в твердом состоянии металла при повышенных температурах с приложением сдавливающего усилия к месту сварки.
Способ разработан в 50-х годах Н.Ф.Казаковым (Ленинская премия в 1984 году).
Диффузионная сварка - способ получения монолитного соединения материалов вследствие образования связей на атомном уровне при максимальном сближении контактных поверхностей в результате локальной пластической деформации и одновременного нагрева, обеспечивающего взаимную диффузию атомов в поверхностных слоях соединяемых материалов. (Н.Ф.Казаков)
Технология диффузионного соединения материалов нашла применение более чем на 850 предприятиях и НИИ страны при соединении более 750 пар не только однородных, но и разнородных материалов, теплофизические коэффициенты которых резко отличаются, из них 630 - трудно или невозможно соединить другими способами. В промышленности работают более 860 специализированных сварочных установок.
Этим способом могут быть осуществлены:
-
Сварка биметаллических деталей (чугун + сталь + чугун) для тормозных колодок и дисков трения.
-
Сварка металлокерамики с металлами (твердосплавных пластинок с державками режущего инструмента).
-
Сварка алюминия с другими металлами: медью, никелем, чугуном и т.д.
-
Сварка деталей из жаропрочных сталей и сплавов и титана между собой.
-
Свариваются такие разнородные металлы, как титан и медь, титан и ковар, титан и платина, стекло и ковар, титан и молибден, соединения которых невозможно осуществить другими методами сварки и пайки.
Диффузионная сварка эффективно используется при серийном и массовом производстве в целом ряде отраслей промышленности: автомобильной, тракторной, электротехнической, химической, космической и др.
С помощью диффузионной сварки в вакууме (ДСВ) изготавливаются:
-
аппараты для химической промышленности, плакированные серебром и медью;
-
высокостойкие штампы;
-
различные узлы из металлокерамики;
-
гильзы цилиндров двигателей;
-
колеса трубокомпрессоров;
-
упругие элементы датчиков и т.д.
При диффузионной сварке не происходит выделение лучистой энергии, газов, мелкодисперсной пыли, т.е. процесс сварки экологически чистый, не вызывает загрязнения окружающей среды.
Кроме того ДСВ:
-
позволяет получать заготовки (детали) с минимальными припусками на обработку изделия, в том числе и сложной конфигурации;
-
позволяет получать прецизионные соединения, точно соответствующие заданным расчетным размерам конструкции;
-
обеспечивает создание конструкций, в которых соединение обладает всеми свойствами исходного материала, в том числе и прочностью.
Процесс диффузионной сварки в вакууме
Процесс сварки металла в твердом состоянии при повышенных температурах принципиально протекает так же, как и при холодной сварке.
Использование повышенных температур при диффузионной сварке приводит к уменьшению сопротивления металла пластическим деформациям.
Удаление поверхностных пленок и предупреждение образования их в процессе сварки достигается использованием вакуумной защиты и тщательной предварительной зачисткой свариваемых поверхностей.
При диффузионной сварке в вакууме поверхность материала не только предохраняется от дальнейшего загрязнения, но и очищается в результате диссоциации, возгонки и диффузии окислов.

1-механизм сжатия; 2-свариваемые детали; 3-вакуумная камера;
4-нагреватели; 5-источник тока
Рис.1. Схема диффузионной сварки в вакууме
В процессе диффузионной сварки могут быть выделены две последовательные стадии:
-
Первая стадия процесса диффузионной сварки основана на образовании металлических связей на свариваемых поверхностях металла при нагревании их в вакууме с применением сдавливающего усилия.
-
Вторая стадия связана с процессами взаимной диффузии атомов свариваемых металлов. Это приводит к образованию промежуточных слоев, увеличивающих прочность сварного соединения.
В настоящее время с помощью диффузионной сварки изготавливаются узлы и детали из различных металлов, сплавов и неметаллических материалов. Композиции свариваемых материалов исключительно разнообразны.
Сварка происходит в вакууме 10-3¸10-5 мм ртутного столба. После откачки воздуха из камеры изделие нагревают до температуры сварки.
Нагрев деталей может производиться разными методами. Наиболее часто применяются:
-
Радиационный нагрев производится за счет излучения от нагревателя, помещенного внутри корпуса вакуумной камеры. Особенностью радиационного нагрева, при котором детали нагреваются внешними источниками тепла, является возможность нагрева деталей, выполненных из любых материалов как хорошо проводящих ток (металлов и сплавов), так и полупроводников и диэлектриков.
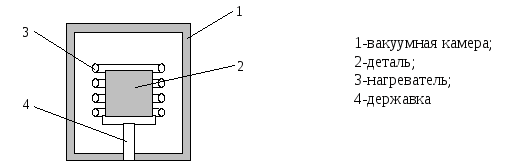
Рис.2. Схема радиационного нагрева детали
-
Электроконтактный нагрев. При контактном нагреве нагрев деталей происходит за счет теплового воздействия электрического тока, пропускаемого по самим деталям. При этом образец непосредственно присоединяется к источнику постоянного или переменного тока. Предельное значение температуры детали ограничивается только возможностью ее расплавления.
-
Индукционный нагрев. В случае индукционного нагрева нагреваемый образец помещается в быстропеременное электромагнитное поле, создаваемое возле проводника. Нагрев происходит за счет тепла, возникающего при циркуляции в детали индуцированных вихревых токов. Индукционный нагрев наиболее часто применяется в промышленных установках.