

Основы ТМ пособие ч1
.pdfРис. 127. Влияние радиуса округления r и подачи (S1>S2>S3>S4) на упрочнение поверхностного слоя
Рис. 128. Влияние переднего угла |
Рис. 129. Влияние скорости резания |
на упрочнение поверхностного слоя |
на упрочнение поверхностного слоя |
При изменении скорости резания состояние поверхностного слоя будет зависеть от продолжительности действия сил резания и теплового фактора. При малых скоростях резания образующегося количества теплоты недостаточно для разупрочнения поверхностного слоя, поэтому упрочнение относительно большое, с увеличением скорости резания уменьшается продолжительность действия сил резания и вследствие увеличения сил трения увеличивается выделенное количество теплоты, что способствует разупрочнению металла (рис. 129).
Изменение режимов резания и геометрических параметров, связанное с увеличением силового фактора, приводит к увеличению упрочнения. С другой стороны, изменение параметров обработки, связанное с увеличением температурного фактора, приводит к уменьшению упрочнения. Окончательный результат зависит от преобладания того или иного фактора.
Предположим, для некоторого процесса обработки выявлены графики изме-
нения температурного и силового P факторов при различных скоростях резания
(рис. 130).
Проанализируем соотношения факторов и P для определённых скоростей резания V1 и V2 . При скорости резания V1 преобладающим фактором является силовой (рис. 130, б), значит, в поверхностном слое образуется упрочнение (рис. 131). При скорости резания V2 преобладающим фактором является температурный (рис. 130, а), значит, в поверхностном слое образуется разупрочнение
101
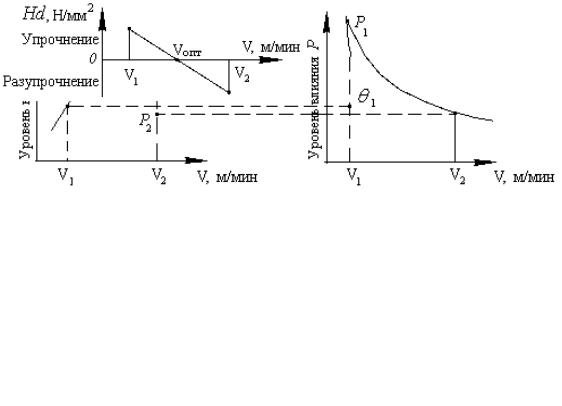
(рис. 131). Соединяя некоторые произвольно взятые значения упрочнения и разупрочнения (рис 131), получим линию, отражающую тенденцию изменения упрочненного состояния поверхностного слоя в зависимости от скорости резания.
а) |
б) |
Рис. 130. Графики изменения от скорости резания: а – температурного фактора ; б – силового фактора P
Рис. 131. График изменения упрочнения поверхностного слоя
Анализируя график на рис. 131, отмечаем, что линия, характеризующая изменение упрочненного состояния поверхностного слоя, пересекает нулевую отметку в некоторой точке. Эта точка соответствует состоянию поверхностного слоя, при котором упрочнение отсутствует. Скорость резания в этой точке будет соответствовать её оптимальному значению Vопт.
Возникновение остаточных напряжений при резании
Механизм образования остаточных напряжений при резании также обусловливается двумя факторами: силовым и тепловым воздействием инструмента на поверхностный слой детали.
Образование напряжений в зоне резания за счёт силового воздействия инст-
румента. Под действием инструмента в тонком поверхностном слое металл претерпевает пластическое растяжение. Нижние слои, увлекаясь за верхними, претерпевают упругое растяжение (рис. 132).
После снятия силового воздействия упругие деформации внутренних слоёв стараются возвратить наружные слои в исходное положение. Но так как верхние слои пластически деформированы и препятствуют действию внутренних слоёв, то в верхних слоях появляются остаточные напряжения сжатия, а во внутренних остаются напряжения растяжения (рис. 133).
102

Рис. 132. Образование напряжений |
Рис. 133. Образование напряжений |
в зоне резания в момент приложения сило- |
в зоне резания после снятия |
вого воздействия инструмента |
силового воздействия инструмента |
Образование напряжений за счёт теплового воздействия при резании. Рас-
смотрим, что произойдет, если мы будем нагревать простой брусок (рис. 134). Он удлинится на величину L. После охлаждения брусок укоротится на эту же величину L.
Теперь нагреем брусок, но поместим около него ограничитель на расстоянии
меньшем, чем L (рис. 135). |
L1 , а дальше произойдет |
|
В результате нагрева брус удлинится на величину |
||
пластическая деформация бруска на величину Lд L |
|
L1 . После охлаждения |
|
||
брус укоротится на величину Lд (рис. 136). |
|
|
Рис. 134. Деформация |
Рис. 135. Деформация бруска с ус- |
Рис. 136. Деформация |
при нагреве бруска |
тановленным ограничителем |
бруска после охлаждения |
При резании в области контакта инструмента и обрабатываемой поверхности выделяется большое количество тепла, под действием которого модуль упругости металла поверхностного слоя сильно снижается. Под действием этого тепла наружные слои нагреваются сильнее, чем внутренние. При этом наружные слои стремятся удлиниться, а внутренние им препятствуют. При сильном нагреве под действием внутренних слоёв наружные слои могут оказаться пластически сжатыми, аналогично расширению бруска при наличии ограничителя расширения. При
103
охлаждении поверхностные слои стремятся укоротится на величину расширения плюс величину пластических деформаций. Этому действию будут препятствовать внутренние слои, поэтому во внутренних слоях возникают напряжения сжатия, а
внаружных – напряжения растяжения.
Впроцессе резания имеют место обычно оба фактора. Чаще ответственным за образование остаточных напряжений является тепловой фактор. При точение стали средней твёрдости в большинстве случаев обнаруживаются внутренние напряжения растяжения, что свидетельствует о том, что они являются температурными.
Влияние скорости резания на остаточные напряжения проявляется в зависимости от соотношения теплового и силового воздействия. С увеличением скорости резания возрастает температура и уменьшается силовое воздействие, поэтому увеличиваются остаточные напряжения растяжения.
С увеличением подачи при обработке пластичных материалов наблюдается рост остаточных напряжений растяжения. При обработке малопластичных материалов наблюдается рост остаточных напряжений сжатия и глубины их проникновения.
Переход передних углов от положительных к отрицательным и увеличение радиуса режущей кромки приводят к снижению растягивающих и возникновению сжимающих остаточных напряжений.
Обработка затупленным инструментом пластичных материалов ведет к образованию остаточных напряжений растяжения; при обработке малопластичных материалов увеличиваются сжимающие напряжения.
Изменение режимов обработки или геометрических параметров, связанных с увеличением силового фактора, приводит к возникновению в поверхностных слоях остаточных напряжений сжатия.
Изменение режимов обработки или геометрических параметров, связанных с увеличением теплового фактора, приводит к возникновению в поверхностных слоях остаточных напряжений растяжения. Окончательное состояние поверхностного слоя зависит от преобладающего действия того или иного фактора.
Предположим, для некоторого реального процесса известны кривые изменения температурного (рис. 137, а) и силового (рис. 137, б) факторов при изменении некоторого параметра х. Рассмотрим, какими значениями факторов характеризуется процесс при определенных значениях параметра х1 и х2 . Так для параметра
х1 процесс характеризуется преобладанием теплового фактора, а, значит, остаточ-
ные напряжения при этом будут растягивающими (рис. 137, а и рис. 138). Для параметра х2 процесс характеризуется преобладанием силового фактора, а значит
остаточные напряжения при этом будут сжимающими (рис. 137 и рис. 138).
На графике (рис. 138) величины остаточных напряжений откладываются приближенно, через которые проводится линия. Эта линия показывает изменение остаточных напряжений в зависимости от изменения рассматриваемого параметра х. Как видно из графика, линия проходит через нулевое положение, характеризуемое отсутствием остаточных напряжений. Поэтому значение параметра, соответствующее этому моменту, можно считать оптимальным хопт .
104

а) |
б) |
Рис. 137. Изменение: а – температурного фактора от параметра х; б – изменение силового фактора от параметра х
Рис. 138. Изменение остаточных напряжений от параметра х
3.8. Влияние качества поверхности на эксплуатационные свойства детали
Основными эксплуатационными свойствами поверхностей детали являются: износостойкость, усталостная прочность, прочность неподвижного соединения, антикоррозионная стойкость.
3.8.1. Влияние шероховатости на эксплуатационные свойства детали
Влияние шероховатости поверхности на износостойкость. Износ поверхно-
сти во времени можно представить в виде графика (рис. 139). На кривой износа можно выделить три периода : приработки (Ι), нормальной работы (ΙΙ) и катастрофического износа (ΙΙΙ).
105
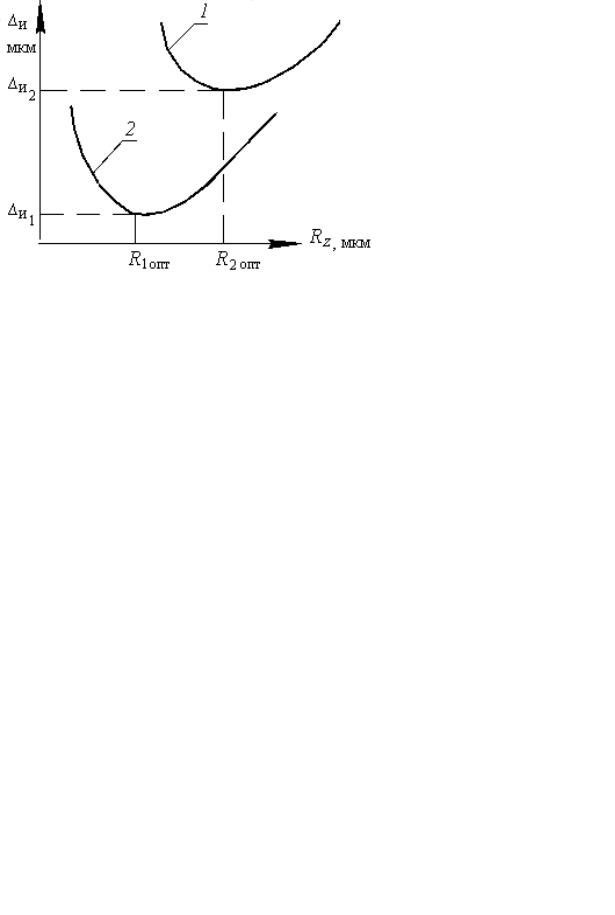
Рис. 139. Кривая износа |
Рис. 140. Зона контактирования |
поверхности во времени |
шероховатостей поверхностей |
Вначальный период Ι контакт трущихся поверхностей происходит по вершинам неровностей. Фактическая поверхность соприкосновения во много раз меньше расчетной, удельные давления в местах контакта большие (рис. 140). Под их действием происходит интенсивный начальный износ трущихся поверхностей. Это период приработки. Высота неровностей уменьшается до своей оптимальной величины. После различных видов обработки, вследствие образования различной шероховатости, площадь контакта также будет неодинаковой. Так, площадь контакта после чистового точения – 25%, после шлифования высокой точности – 3050%, после притирки – 90-95%.
Впериод нормальной работы ΙΙ интенсивность износа устанавливается наименьшей, при этом величина шероховатости считается оптимальной.
Наступление периода ΙΙΙ пытаются избежать.
Чем ближе шероховатость после механической обработки к оптимальной величине, тем меньше период приработки. Период приработки всегда следует уменьшать, так как в это время происходит уменьшение величины шероховатости, быстро увеличиваются зазоры до своих предельных значений, вследствие чего уменьшается срок службы детали.
Оптимальная величина шероховатости зависит от условий эксплуатации.
Рис. 141. Зависимость величины шероховатости от условий эксплуатации: 1 – тяжелые условия; 2 – нормальные условия
106
С целью уменьшения необоснованного сокращения сроков службы соединений необходимо стремиться получать шероховатость ближе к оптимальной.
Влияние шероховатости на прочность неподвижного соединения.
Чем ниже шероховатость, тем прочность неподвижного соединения больше.
Рис. 142. Схема соединения вала и втулки
Прочность неподвижного соединения можно оценить величиной натяга Lнат .
Lнат Dв dо 2(KвRmaxв Ko Rmaxo ) , |
(55) |
где DB и do − диаметры поверхностей вала и отверстия втулки, RmaxB |
и Rmaxo − |
максимальные величины шероховатостей поверхностей вала и отверстия втулки, KВ и Kо − коэффициенты смятия для поверхностей вала и отверстия втулки
(рис. 142).
Например, прочность прессового соединения ступицы вагонного колеса с осью при высоте неровностей Rz = 36мкм, оказалась меньше на 40% прочности такого же соединения с Rz = 18мкм.
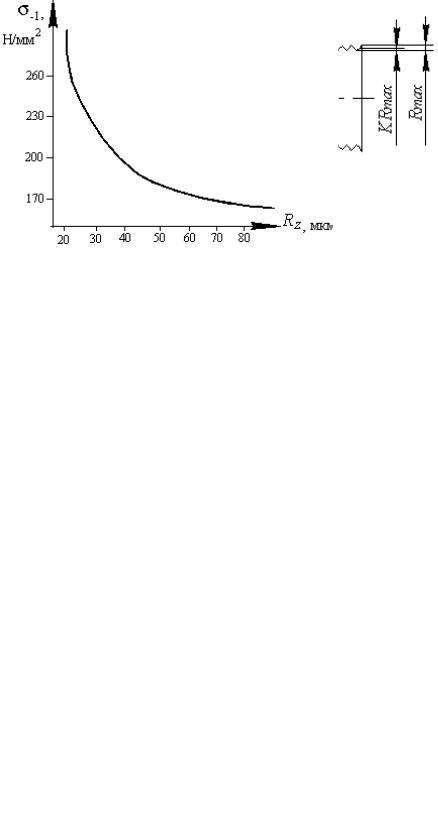
Влияние шероховатости на усталостную прочность детали. Неровности об-
работанной поверхности детали, работающей в условиях циклических и знакопеременных нагрузок, являются концентраторами напряжений. Чем они больше, тем быстрее может произойти накопление напряжений, превосходящих предел усталости металла (рис. 143).
Рис. 143. Влияние шероховатости на усталостную прочность детали
107
Влияние шероховатости на антикоррозионную стойкость. Под действием га-
зов и жидкостей поверхность детали подвергается коррозии. Чем больше величина шероховатости, тем воздействие коррозии активнее, поэтому шероховатость необходимо уменьшать.
3.8.2. Влияние физикомеханических свойств на эксплуатационные свойства детали
Влияние упрочнения поверхностного слоя на износостойкость. В результате различных видов обработки в поверхностном слое металла под преобладающим действием силового фактора происходит изменение, сопровождаемое поверхностным упрочнением. Слой наклёпанного металла при различных способах обработки неодинаков. Так, при точении он может достигать 1 мм, при развёртывании и протягивании − 0,1-0,2 мм, при шлифовании − 0,12-0,075 мм; при полировании − сотые доли миллиметра.
Наличие наклепа в большинстве случаев вызывает существенное снижение износа поверхности (рис. 144).
Учитывая, что наклёп поверхностного слоя увеличивает износостойкость поверхности, широко применяются специальные методы упрочняющей обработки: обработка шариком, роликом, дробью, дорнование и т.д.
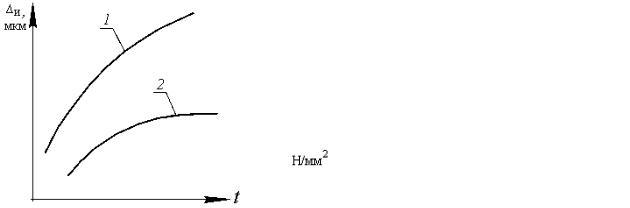
Рис. 144. Изменение износа поверхности |
Рис. 145. Изменение износа |
|
при различных методах |
||
поверхности от наклепа |
||
обработки поверхности детали: |
||
1 – обработка шлифованием; |
|
|
2 – обработка шариком |
|
В период приработки трущиеся пары приобретают не только оптимальную шероховатость, но и формируют оптимальную микротвёрдость поверхностного слоя (упрочнение). Для случаев, когда микротвёрдость до изнашивания мала ( Hd < Hdопт), формирование оптимальной микротвёрдости происходит следующим
образом: если полное истирание и смятие неровностей не увеличивает несущей способности поверхности до требуемой величины (величины, уравновешивающей внешнюю нагрузку), то интенсивное истирание поверхности продолжается. Таким образом, в поверхностном слое продолжает происходить пластическая деформация, а следствием этого является увеличение упрочнения, что происходит до тех пор, пока рост предела текучести металла, связанный с его упрочнением,
108
не обеспечит требуемую несущую способность поверхности. При этом величина упрочнения приближается к оптимальной. В случае, когда микротвёрдость до изнашивания велика ( Hd > Hdопт), то в процессе приработки под действием возни-
кающей при трении температуры происходит снижение микротвердости до соответствующего предела текучести, обеспечивающего равенство несущей способности поверхности и внешней нагрузки. В этом случае величина упрочнения стабилизируется около ее оптимальной величины.
Положительное влияние наклепа на износостойкость наблюдается только до определённой степени наклепа. При превышении этой степени происходит перенаклёп, сопровождающийся охрупчиванием зоны перенаклёпанного металла, отслаиванием его от основной массы, шелушением и усиленным износом (рис. 145).
Влияние упрочнения на усталостную прочность. В результате упрочнения по-
верхностного слоя, наряду с увеличением износостойкости соединений, увеличивается и усталостная прочность на 15-20%.
Упрочнённый поверхностный слой препятствует росту существующих и возникновению новых усталостных трещин. При наличии упрочняющего слоя усталостные трещины зарождаются не в поверхностном слое, а в глубине детали. Появление таких трещин и дальнейшее их развитие возможно при бòльших циклах нагружения, чем при отсутствии упрочнения.
Влияние упрочнения и остаточных напряжений на антикоррозионную стой-
кость. Механическая обработка, вызывающая наклёп поверхностного слоя, приводит к изменению антикоррозионной стойкости металла. При длительном статическом нагружении в коррозионных средах наклёп и остаточные напряжения могут стать причиной коррозионного растрескивания стали. Коррозионное растрескивание в этих случаях устраняется при снятии наклёпа отжигом. При работе в
условиях высоких температур, выше 700-800 ◦С, наклёп, также как и остаточные напряжения, является вредным. Благоприятное влияние наклёпа на долговечность работы деталей машин наблюдается только при обычных условиях эксплуатации.
Влияние остаточных напряжений на износостойкость поверхностей. По данным исследований остаточные напряжения поверхностного слоя, возникающие в процессе обработки поверхности, не влияют на износостойкость при нормальных условиях работы (в условиях тернияскольжения в режиме окислительного износа). Независимо от знака и величины напряжений в процессе эксплуатации под действием протекающей пластической деформации металла напряжения снимаются полностью, так как по природе своей они являются упругими, и в дальнейшем в поверхностном слое возникают напряжения сжатия, зависящие только от условий трения.
Влияние остаточных напряжений на усталостную прочность. Исследования показали, что остаточные напряжения сжатия повышают предел выносливости, а остаточные напряжения растяжения уменьшают его. Для сталей повышенной твердости за счёт сжимающих напряжений повышение предела усталости можно достигнуть на 50%, а растягивающие напряжения снижают предел усталости порядка на 30%.
109
Контрольные вопросы
1. ................поверхности – это совокупность ее характеристик, определяющих заданную работоспособность детали при эксплуатации ее в определенных условиях.
2. Все многообразии причин, вызывающих шероховатость на обрабатываемой поверхности, можно объединить в группы, связанные с.......: геометрией режущего инструмента, пластической деформацией обрабатываемого материала, возникновением вибраций режущего инструмента, точностью оборудования, точностью приспособления.
3.Установлено, что из причин, связанных с геометрией режущего инструмента, основными являются: радиус закругления вершины режущей части (r), подача (S), скорость резания (V), глубина резания (t), углы в плане (φ, φ1).
4.Установлено, что из причин, связанных с пластической деформацией обрабатываемого материала, основными являются: скорость резания (V), подача (S), глубина резания (t), радиус закругления вершины режущей части (r), углы в плане (φ, φ1).
5.Предпочтительными обозначениями шероховатости на чертежах деталей яв-
ляются: Ra1,6; Ra0,8; Ra3,2; Rz40; Rz20.
6.Предпочтительными величинами шероховатости являются: Ra1,6; Ra3,2;
Ra6,3; Ra1,25; Ra2,5.
7.Характеристиками физико-механических свойств поверхностного слоя являются: упрочнение, разупрочнение, остаточные напряжения сжатия, остаточные напряжения растяжения, усталостная прочность.
8.Эксплуатационные свойства обработанной поверхности характеризуются: износоустойчивостью, усталостной прочностью, прочностью неподвижного соединения, антикоррозионной стойкостью, остаточными напряжениями.
9.С уменьшением шероховатости поверхности: износостойкость увеличивается, износостойкость уменьшается, усталостная прочность увеличивается, усталостная прочность уменьшается, прочность неподвижного соединения увеличивается.
10.С увеличением упрочнения поверхностного слоя: износостойкость увеличива-
ется, износостойкость уменьшается, усталостная прочность увеличивается, усталостная прочность уменьшается, антикоррозионная стойкость уменьшается при работе детали в коррозийной среде.
11.Остаточные напряжения сжатия в поверхностных слоях обусловливают: увеличение усталостной прочности, уменьшение антикоррозионной стойкости при работе детали в коррозионной среде, износостойкость не изменяется, уменьшение усталостной прочности, увеличение антикоррозионной стойкости при работе детали в нормальных условиях.
3.9. Технологичность конструкций машин
Совокупность свойств изделия, определяющих приспособленность его конструкции к достижению оптимальных затрат ресурсов при производстве и эксплуатации для заданных показателей качества, объёма выпуска и условий выполнения работ представляет собой технологичность конструкции изделия (ТКИ).
Технологичность конструкции изделия характеризует не функциональные свойства изделия, а его конструктивные особенности. К этим особенностям относят: состав и взаимное расположение его частей, схема устройства в целом, форма
110