

3. Механизированная фальцовка листов
При печатании книжных изданий на рулонных печатных машинах фальцовка и рубка бумажной ленты производится в фальцаппаратах печатных машин. Продукция листовых печатных машин фальцуется на специальных фальцевальных машинах, которые отличаются принципом формирования петли, технологическими возможностями, скоростью работы, числом фальцевальных секций, форматом фальцуемых листов и т. д. Фальцевальные машины подразделяются на ножевые, кассетные и комбинированные.
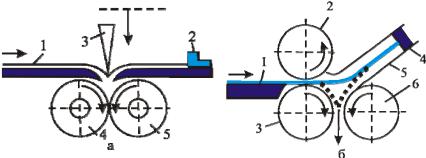
При использовании ножевого способа (рис. 11.4, а) сгиб образуется при помощи тупого ножа 3 и двух вращающихся навстречу друг другу фальцующих валиков 4 и 5. Лист 1 доходит до упора 2 и останавливается. В этот момент опускается нож 3, под действием которого лист прогибается через прорезь стола, захватывается непрерывно вращающимися фальцующими валиками 4 и 5 и уплотняется. Таким же образом получаются последующие сгибы. Этот способ применяется в ножевых и комбинированных фальцевальных машинах. Преимущество данного способа состоит в высокой точности образования сгиба при работе на бумагах любых сортов. Недостатки: низкая скорость, возможность создания только перпендикулярной фальцовки.
Рис. 11.4. Схема образования сгиба в различных фальцевальных устройствах: а — принцип ножевой фальцовки; б — принцип кассетной фальцовки
При кассетном способе фальцовки (рис. 11.4, б) сгиб образуется кассетой, подающими
ифальцующими валиками. Лист 1 проходит через верхний валик 2 и нижний валик в кассету
4.Лист ударяется о задний упор 5, в результате чего за счет вращения подающих валиков образуется петля, которая захватывается вращающимися фальцующими валиками 3, 6 и уплотняется. При прохождении между фальцевальными валиками образуется сгиб.
Кнедостаткам таких фальцевальных машин относятся снижение надежности работы при фальцовке тонких, толстых и неоднородных по толщине бумаг, пониженное качество перпендикулярных сгибов, большие габариты и сильный шум при работе. Однако, несмотря на это кассетные автоматы получили наиболее широкое применение, т. к. позволяют получить разные варианты фальцовки, эффективны при неполном использовании формата, имеют более высокую скорость, просты в обслуживании.
Комбинированные фальцевальные машины, в которых первый сгиб образуется в кассетном устройстве, а остальные — в ножевых аппаратах, менее чувствительны к толщине и жесткости бумаги, обеспечивают высокое качество тетрадей при любом варианте фальцовки, занимают меньшую площадь, но их скорость ниже, чем в кассетных фальцевальных машинах.
Принцип образования фальца в фальцевальных секциях рулонных ротационных печатных машин существенно отличается от рассмотренных выше принципов:
1)первый сгиб, расположенный вдоль бумажного полотна, получается на воронке (рис. 11.5, а). Бумажное полотно 1 с помощью валиков 3 и 6 подается на воронку 2, которая представляет собой треугольную наклонную плоскость с закругленными ребрами. Направляющие валики 4 захватывают сложенное пополам бумажное полотно и подают его к двум парам тянущих валиков 5, которые обжимают полученный сгиб и подают сфальцованное бумажное полотно на рубку по установленному формату;
2)второй и третий сгибы образуются в клапанно-барабанных фальцевальных устройствах (рис. 11.5, б) следующим образом:
124
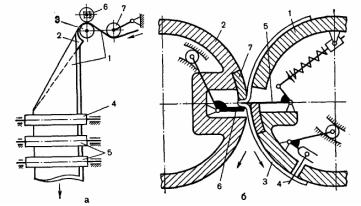
при непрерывном вращении подающего 1 и фальцующего 2 барабанов середина листа 3, который огибает подающий барабан и удерживается на нем графейками 4, вводится тонким стальным ножом 5 в открытую щель между подвижным клапаном 6 и неподвижной колодкой 7 фальцующего барабана;
при дальнейшем вращении барабанов клапан закрывается, графейки освобождают переднюю кромку листа, а фальцующий нож выскальзывает из образовавшейся петли сгиба.
Клапанно-барабанные фальцевальные устройства позволяют фальцевать одновременно два листа (при фальцовке с подборкой), а ротационный принцип их действия обеспечивает высокую скорость работы. Однако сам принцип клапанно-барабанного образования фальца технологически несовершенен по сравнению с ножевым и кассетным. Клапанно-барабанные фальцевальные устройства не могут обеспечить четкого сгиба с плотной затяжкой фальцев, что объясняется самим принципом образования сгиба. В момент образования сгиба внутри фальца находится толстый фальцевальный нож 5, а силу обжима фальца клапаном 6 после выскальзывания ножа трудно отрегулировать и невозможно проконтролировать. Кроме того, сгиб всегда расположен поперек направления движения бумаги.
Рис. 11.5. Образование сгибов в фальцаппаратах рулонных ротационных печатных машин: а — на воронке; б — в клапанно-барабанном фальцаппарате
4. Прессование тетрадей
После фальцовки тетради прессуют. В процессе прессования удаляется воздушная прослойка между листами тетради, и они становятся более плоскими, происходит фиксация образовавшихся при фальцовке сгибов. Прессование выполняется сжатием стопы тетрадей, помещенной между жесткими прокладками, и выдерживанием в таком состоянии определенное время.
Если позволяет время, то после прессования стопу тетрадей обвязывают и полученную пачку выдерживают в связанном состоянии несколько часов перед их дальнейшей обработкой. Основное назначение этой операции — закрепить деформации в сгибах тетрадей при фальцовке, получить толщину тетрадей в зоне сгибов, близкую к суммарной толщине их долей. В это время в пачках находятся одинаковые тетради: они еще не скомплектованы в нужном для книги порядке.Второе назначение прессования тетрадей и обвязки стопы — удобство транспортировки и хранения полуфабрикатов.
Готовые пачки тетрадей транспортируются для последующих операций или на склад полуфабрикатов.
5.Присоединение дополнительных элементов к тетрадям
Визданиях различных типов к тетрадям могут быть присоединены дополнительные элементы: иллюстрации, дробные части листа и форзацы.
Вкнигах форзацы являются обязательным элементом, поскольку служат для скрепления блока с переплетной крышкой. Другие дополнительные элементы — иллюстрации, дробные части листа — могут быть как в книгах, так и в брошюрах.
125
По способу соединения с тетрадью форзац может быть:
1)приклейным (рис. 11.6, рис. 11.7) — приклеивается к тетради блока до его ком-
плектовки;
2)пришивным— самостоятельныететради, прикрепляемыекблокувпроцессешитья;
3)прошивным (рис. 11.8) — прикрепляются квнутренним сторонам тетради клеем;
4)накидным (рис. 11.9) — накидывается на блок в процессе его комплектовки
вкладкой;
5)«свой» форзац — крайние страницы первой и последней тетради.
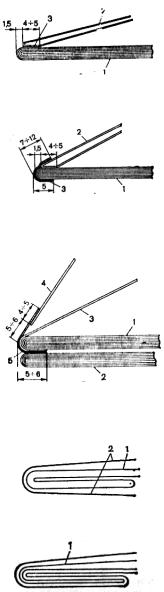
Рис. 11.6. Простой приклейной форзац: 1 — тетрадь, 2 — форзац, 3 — слой клея
Рис. 11.7. Простой приклейной форзац с окантовкой:
1 — тетрадь, 2 — форзац, 3 — полоска окантовочного материала
Рис. 11.8. Составной прошивной форзац с тканевым фальчиком:
1, 2 — тетради, 3 — широкая сторонка форзаца, 4 — узкая сторонка форзаца, 5 — тканевый фальчик
Рис. 11.9. Накидной одинарный форзац: 1 — тетрадь, 2 — форзац
Рис. 11.10. «Свой» форзац
Иллюстрации и другие дополнительные элементы, печатаемые отдельно от текста,
взависимости от способа присоединения делятся на:
1)приклейки, которые приклеиваются к корешковому полю одной из внешних страниц тетради с отступом 1–1,5 мм от края корешка тетради (рис. 11.11);
2)вклейки (рис. 11.12) приклеивают непосредственно к корешковому полю одной из внутренних страниц тетради;
3)накидки — конструктивный элемент издания в виде сфальцованного листа с иллюстрациями, наброшенный на одну из тетрадей книжного блока (рис. 11.13);
4)вкладки — конструктивный элемент издания в виде сфальцованного листа с иллюстрациями, который вкладывается в тетрадь.
126
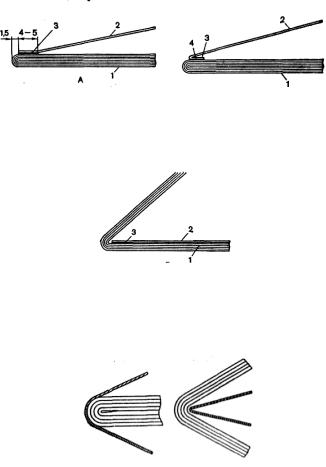
Рис. 11.11. А — приклейка к первой или последней странице тетради: 1 — тетрадь; 2 — иллюстрация; 3 — клеевой слой. Б — приклейка к тетради с отгибкой фальца: 1 — тетрадь; 2 — иллюстрация; 3 — ее отогнутый фальц; 4 — слой клея.
Рис. 11.12. Вклейка иллюстрации 2 в середину тетради 1
В случае накидок и вкладок дополнительные элементы предварительно фальцуются и присоединяются к блоку в процессе его комплектовки (рис. 11.13).
Рис. 11.13. Накидка и вкладка
В некоторые издания иллюстрации включают компактно, как самостоятельную тетрадь. Такой способ оформления изданий не очень удобен для пользования, но выгоден технологически, так как в этом случае не нужна операция присоединения иллюстраций к тетрадям, что дает значительный экономический эффект. Вместе с тем в таком издании иллюстрации значительно удалены от относящегося к ним текста.
127