

4. Специальные полуавтоматы и пресс-автоматы
Индивидуальные вулканизаторы – это кривошипно-шатунные прессы с гидравлическим, рычажно-гидравлическим, рычажно-пневматическим и рычажно-механическим приводом.
Различают вулканизаторы двух типов:
1) с формами, установленными в паровой камере (автокамерного типа);
2) с формами, снабженными паровыми рубашками.
Число форм – 1 или 2.
В паровой камере вулканизуют покрышки; в формах с рубашками – камеры.
Ф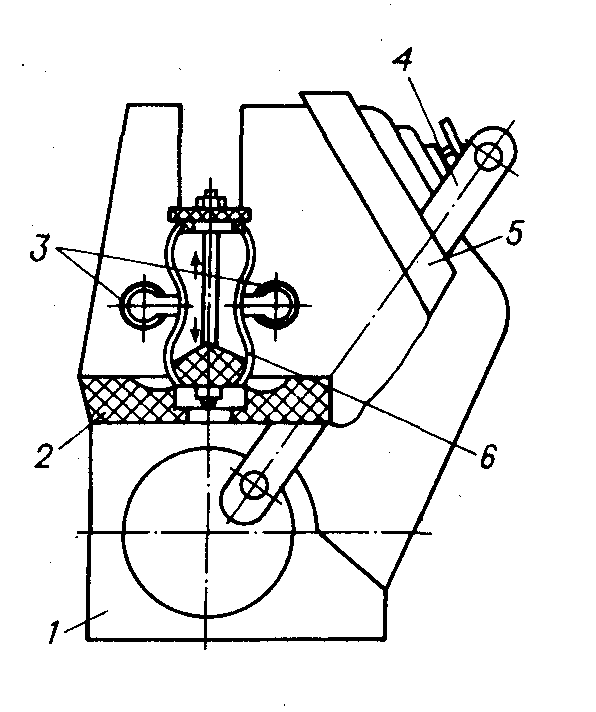 орматоры-вулканизаторы
предназначены для формования сырых
собранных покрышек и их вулканизации
(рис. 16.6).
орматоры-вулканизаторы
предназначены для формования сырых
собранных покрышек и их вулканизации
(рис. 16.6).
Рис. 16.6 Схема устройства форматора-вулканизатора:
1 – станина; 2 – нижняя часть паровой камеры; 3 – покрышка; 4 – механизм замыкания полуформ и паровых полукамер; 5 – верхняя часть паровой камеры; 6 – диафрагма
В состав конструкции вулканизатора вместо варочной камеры входит специальная убирающаяся или неубирающаяся диафрагма из резины. Внутрь нее подаются теплоносители, и она оформляет внутреннюю поверхность изделия, в частности, покрышки. Формующий пар, подаваемый внутрь диафрагмы, растягивает ее и формует покрышку. В форматорах с убирающейся диафрагмой более простая конструкция приводных механизмов.
Процесс вулканизации в форматорах характеризуется высокой степенью механизации и автоматизации. Заусенцы и выпрессовки в местах разъема пресс-форм обрезают на машинах или вручную [6].
Непрерывная вулканизация
Организация непрерывного процесса вулканизации позволяет исключить недостатки периодической вулканизации, а именно:
1) высокую трудоемкость;
2) неравномерность вулканизации толстостенных изделий;
3) превышение массы заготовки над готовыми изделиями;
4) необходимость дополнительной отделки изделий.
Непрерывная вулканизация применяется при массовом выпуске изделий.
Непрерывно работают вулканизаторы:
1) камерного (или туннельного) типа – для изготовления полых резиновых изделий (мячи, игрушки и т. п.). Вулканизация происходит в пресс-формах, которые закрепляются на тяговой цепи и имеют запирающие устройства. Внутри камеры циркулирует горячий воздух (рис. 16.7).

Рис. 16.7 Схема туннельного вулканизатора непрерывного действия:
1 – камера распределения воздуха; 2, 7 – поворотная и приводная станции, соответственно; 3 – калорифер; 4 – вентилятор; 5 – воздуховод; 6 – кольцевые камеры гашения скорости и возврата воздуха; 8 – тяговая цепь с формами; 9 – лепестковые диафрагмы; 10, 11 – нижняя и верхняя части трубчатого туннеля.
2) барабанного типа – для вулканизации плоских изделий (лент, ремней, матов, листов). Изделие подается в зазор между поверхностью обогреваемого барабана и поверхностью огибающей его гибкой ленты (рис.16.8).
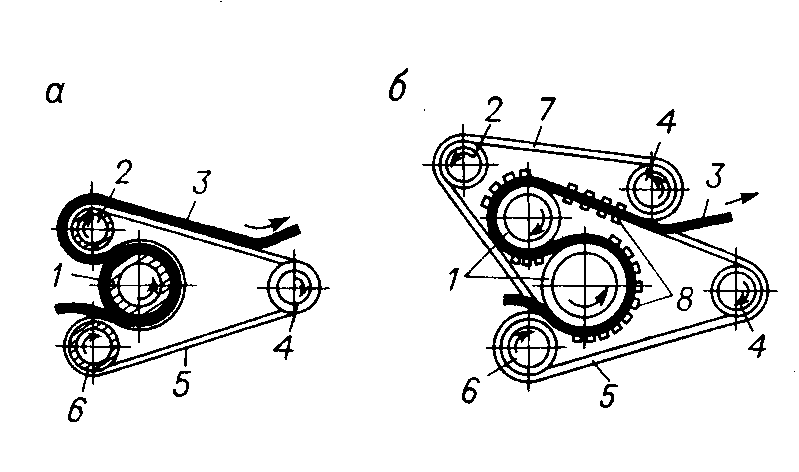
Рис. 16.8 Схемы барабанных вулканизаторов с одной лентой (а) и с двумя лентами (б) для непрерывной вулканизации транспортерных лент, приводных ремней и других плоских изделий:
1 – обогреваемый барабан; 2, 6 – прессующие барабаны; 3 – изделие; 4 – натяжной барабан; 5, 7 – лента; 8 – инфракрасные излучатели.
3) шахтного типа – для вулканизации штампованных галош. Это камера, внутри которой установлен транспортер-элеватор с люльками для рамок с галошами.
4) карусельные вулканизаторы для однородных формовых изделий с одинаковой продолжительностью вулканизации. Это карусельное устройство с расположенными на нем вулканизационными формами, обогреваемыми паром, перегретой водой, электротоком (рис. 16.9).
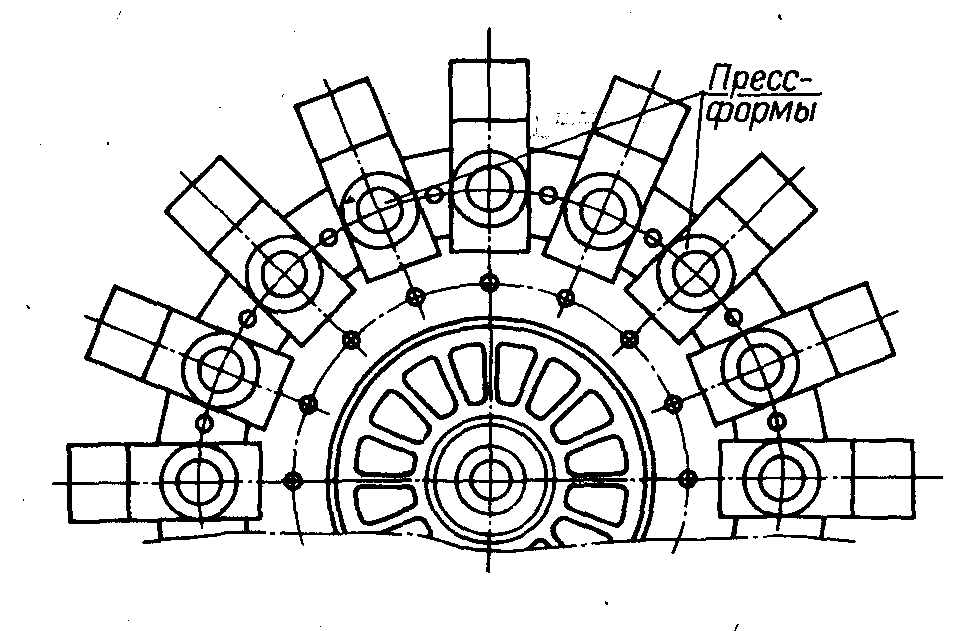
Рис. 16.9 Схема вулканизатора
карусельного типа
Непрерывная вулканизация может осуществляться:
1) в расплаве солей – для изготовления длинномерных резиновых изделий (например, уплотнителей) (рис. 16.10). Эффективнее всего сплав нитратов калия и натрия и нитрита натрия, имеющий температуру плавления 142,50С. Нагрев солей в ванне осуществляется электронагревателями. Недостаток – некоторая деформация заготовок.

Рис. 16.10 Схема поточной линии непрерывного изготовления шприцованных профилей с вулканизацией в расплаве солей:
1 – червячная машина с вакуум-отсосом; 2 – шприцованный профиль; 3 – вулканизатор с расплавом солей; 4 – отмывочно-охлаждающее устройство; 5 – протягивающее устройство; 6 – отборочный транспортер.
2) в псевдоожиженном слое частиц – для шприцованных профилей. В данном случае деформация заготовок отсутствует. Теплоноситель – псевдоожиженные потоком воздуха частицы, обычно, кварцевый песок, стеклянные шарики. Условия теплообмена в 5-100 раз лучше по сравнению с горячим воздухом. Во избежание налипания частиц заготовку обрабатывают суспензией талька (антиадгезивом).
3 )с использованием
ИК-лучей
– для прорезиненной ткани (рис. 16.11). Над
ее поверхностью размещают излучатели,
обеспечиваю-щие равномерное тепловое
поле (180-210)0С.
Используется 80% лучевой энергии. Время
вулканизации – 10-30 секунд.
)с использованием
ИК-лучей
– для прорезиненной ткани (рис. 16.11). Над
ее поверхностью размещают излучатели,
обеспечиваю-щие равномерное тепловое
поле (180-210)0С.
Используется 80% лучевой энергии. Время
вулканизации – 10-30 секунд.
Рис. 16.11 Схема вулканизатора с нагревом инфракрасными лучами:
1 – корпус; 2 – раскаточное устройство; 3 – поддерживающее устройство; 4 – инфракрасные излучатели; 5 – закаточное устройство.
4) с использованием ТВЧ – для крупногабаритных изделий. Обеспечивается равномерный прогрев по всему объему, высокая производительность, хорошее качество, монолитность [6].