

методичка по метрологии 2012
.pdfУДК 621.311 М54
Рецензент генеральный директор ООО «НИИВТ Русичи - Фарма»
А. Г. Пивкин
Метрология, стандартизация, сертификация : лаб. практикум / сост.: В. П. Власов, П.Г. Михайлов, М. В. Чернецов ; под ред. В. И.
Чернецова. -Пенза:Пенз. филиалРГУИТП, 2012. - 41.
Приведены описания четырех лабораторных работ по курсу «Метрология, стандартизация, сертификация» (часть 1), включающих следующие темы: средства измерений, виды средств измерений, методы измерений, измерение электрических величин, линейных размеров, погрешностиизмерений, понятиео допусках ипосадках.
Лабораторный практикум подготовлен на кафедре «Управление информационными ресурсами» и предназначен для студенгов специальности 220.600.62,230200.62 РГУИТП (Пензенский филиал).
УДК 621.311
© Пензенский филиал Российского государственного университета инновационных технологий и предпринимательства, 2012
Лабораторная работа №1
Измерение линейных размеров деталей. Погрешности измерения, абсолютная и относительная погрешности
Цель работы: ознакомление с назначением, устройством, принципом действия штангенциркулей и микрометров; определение погрешностиизмерений, годности деталей.
1.1 Общие сведения
Измерением какой-либо величины называется сравнение ее с определенными величинами, принятыми за единицу. Б процессе измерения устанавливается, сколько таких единиц имеется в контролируемом размере.
Средства измерения, позволяющие получить численную величину размера, называют измерительными инструментами. Для измерения размеров используют масштабные линейки, штангенциркули, микрометры.
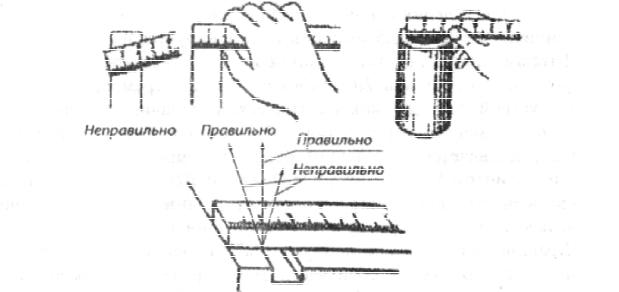
Масштабные линейки служат для измерения плоских поверхностей и имеют одну или две шкалы с ценой деления 1 мм. Они выпускаются длиной от 100 до 1000 мм. При измерении линейку прикладывают к измеряемой детали так, чтобы нулевой штрих точно совпадал с началом измеряемой линии. На рисунке 1.1 показаны приемы измерения масштабной линейкой.
Рисунок 1.1 – Приемы измерения масштабной линейкой
Для случаев, когда непосредственное измерение линейкой неудобно, используют инструменты, позволяющие переносить размер с

измеряемой длины на линейку. Для этого служит кронциркуль и нутромер.
Первый применяется при измерении наружных размеров деталей (рисунок1.2, а), авторой – внутренних (рисунок1.2, б).
а) |
б) |
Рисунок 1.2 -Инструменты для перенесения размеров: а - кронциркуль; б– нутромер
Штангенциркули используются для измерения наружных и внутренних размеров. В основу устройства штангенциркуля положена неподвижная линейка с делениями ценой 1 мм (шганга) и вспомогательная шкала-нониус, который перемещается по штанге и позволяет отсчитывать доли деления основной шкалы (рисунок 1.3). Цена деления штангенциркулей0,1 и 0,05 мм иобычно маркируется нанониусе.
Штангенциркуль состоит из штанги 7 с жестко укрепленными на ней губками 7 и 2, рамки 10 с губками 3 и12, перемещающейся по штанге, устройство для микрометрической подачи, состоящего из движка 6, стопорного винта 5, гайки 8 и винта 9. Перемещение рамки 10 осуществляется следующим образом. Движок 6 закрепляется стопорным винтом 5, а стопорный винт 4 рамки 10 отпускается. После этого вращением гайки 8 винт 9 и связанную с ним рамку 10 медленно перемещают. Штангенциркуль имеет такженониус 11.
Крайние левые штрихи нониуса и штанги называются нулевыми и при сомкнутых губках совпадают. Для определения измеряемого размера при разведенных губках штангенциркуля необходимо отсчитать целое число миллиметров, которое прошел по штанге левый нулевой штрих нониуса, а затем найти штрих нониуса, который точно совпадал с каким-либо штрихом шкалы штанги. Порядковое число этого деления определяет доли миллиметра, которые следует прибавить к целому числу миллиметров.
При измерении внутренних размеров к величине отсчета, сделанного по основной шкале и нониусу, следует прибавить толщину губок, которая указана на них. Примеры отсчета измеряемых размеров показанынарис. 1.3,б,в.
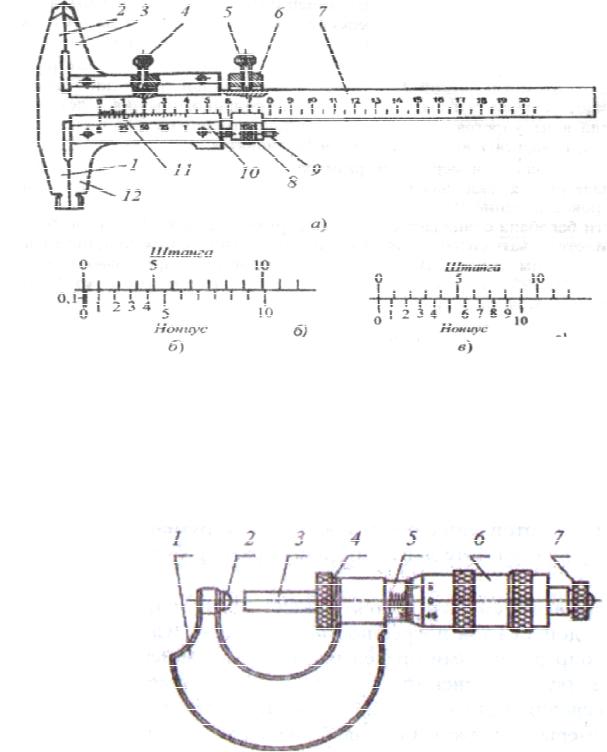
Рисунок 1.3 - Штангенциркуль (а), примеры отсчета размеров и чтения замеров с точностью 0,1 мм (б, в)
Микрометры используются для измерения наружных размеров. Основой микрометра является прецизионная пара, состоящая из микрометрического винтаи гайки (рисунок1.4).
Рисунок 1.4 - Микрометр
Микрометр имеет скобу 1, в которую запрессована закаленная и отшлифованная пятка 2, микрометрический винт 3, стопор 4, стебель 5, барабан 6 и трещотку 7. Трещотка 7 соединена с барабаном храповичком, отживаемым пружиной, а на скошенном по окружности левом концебарабана нанесено 50 делений.
Микрометрический винт имеет резьбу с шагом 0,5 мм, следовательно, за один оборот винта его конец перемещается на 0,5 мм, а при повороте барабана на одно деление винт перемещается на 0,01 мм. На поверхностистебля 5 имеются деления с осевым штрихом.
Для измерения детали ее устанавливают между микрометрическим винтом 3 и пяткой 2, после чего при помощи трещотки 7 повертывают барабан 6 и выдвигают винт до соприкосновения с деталью. Когда винт упрется в измеряемую деталь, трещотка будет свободно провертываться, а винт с барабаном остановятся.
Для начала измеряемого размера считают число миллиметров на начале стебля, включая пройденное отсчетным штрихом полумиллиметровое деление (0,5), а затем смотрят, какое число на скошенной части барабана совпадает с осевым штрихом стебля. Это число будет соответствовать сотым долям миллиметра, которые нужно прибавить к предыдущим данным. Выпускаются микрометры с пределами измерения 0-25, -25-50 мм и т.д. до 575-600 мм с интервалом через 25 мм. Точность отсчетамикрометровсоставляет 0,01 мм.
Понятие о допусках
Различают- номинальный, действительный и предельный размеры деталей.
Номинальным называют размер, указываемый на чертеже и служащий началом отсчета отклонений. При обработке деталей невозможно получить абсолютно точно заданный номинальный размер (изза неточного изготовления оборудования, инструмента, их износа и др.). Поэтому в результате действительный размер будет отличаться от номинального.
Действительным называется размер, полученный в результате измерения с допустимой погрешностью. Точность изготовления ограничивается определенными пределами, которые записываются на чертеже в виде двух отклонений от номинального размера - верхнего и нижнего. Условия годности детали определяются тем, что действительные размеры ее должны быть не больше наибольшего предельного размера и не меньше наименьшего предельного размера.Наибольшим предельным размером называется наибольший размер, который может быть допущен при изготовлении детали.
Наименьшим предельным размером называется минимальный размер, которыйможет быть допущен приизготовлении детали.
Разность между наибольшим и наименьшим предельными размерами называется допуском .
=−
гдеАmax -наибольшийпредельныйразмер; Amin -наименьший предельный размер.
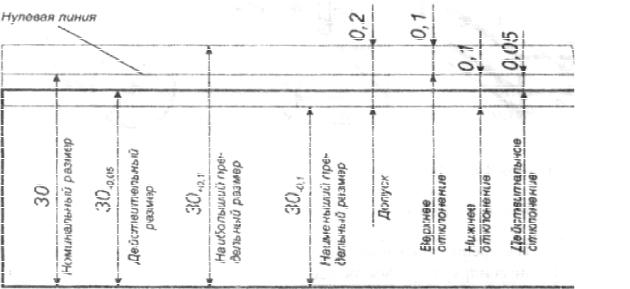
При графическом изображении допусков и посадок пользуются нулевой линией (рисунок1.5).
Зона между наибольшим и наименьшим предельными размерами составляет поле допуска. Верхняя граница поля допуска соответствует наибольшему, а нижняя -наименьшемупредельным размерам.
Рисунок 1.5 -Графическое изображениедопусков для вала
Нулевой линией называется линия, соответствующая номинальному размеру, от нее отсчитывают отклонения. Положительные отклонения откладывают вверх от нулевой линии, аотрицательные вниз.
Верхним отклонением (∆в) называется разность между наибольшим предельным размером иноминальным размером.
Нижним отклонением (∆н) называется разность между наименьшим предельным размером иноминальным размером.
На чертежах в соответствии с ГОСТ 2.307-68 номинальный размер обозначается целыми числами, а отклонения в виде десятичной дроби проставляются рядом с номинальным размером одно над другим: верхнее - вверху, нижнее - внизу. Перед цифрой положительногоотклонения ставится знак (+), перед цифрой отрицательного отклонения (-). Например, 30 ,,
1.2 Оборудование
Линейка, штангенциркуль, микрометр, контролируемыедетали.
1.3 Порядок выполнения работы
1.3.1 Измерить размеры а, b, с деталей 1, 2 и 3 линейкой, штангенциркулем имикрометром.
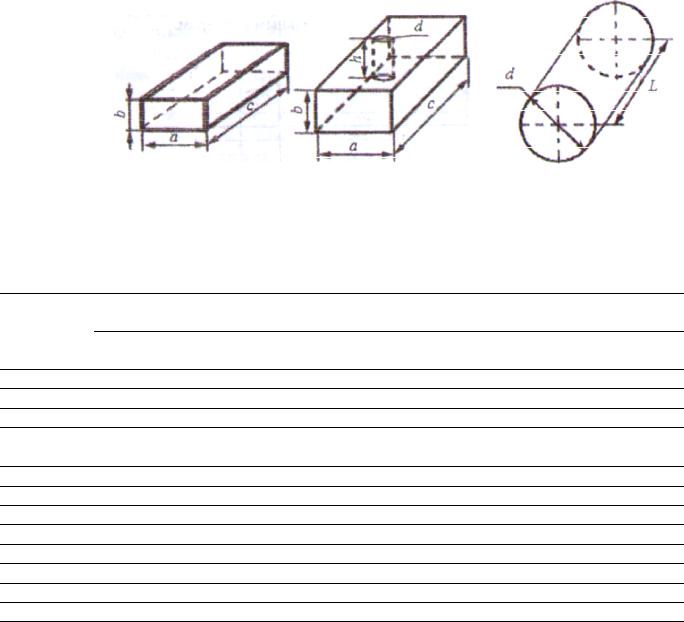
Штангенциркулем измерить диаметр (d) и глубину отверстия (h) детали 2 (рисунок1.6).
Рисунок 1.6. Формаи контролируемыеразмерыдеталей
|
|
Результатыизмерений занестивтаблицу1.1. |
|
|
Таблица1.1 |
||||||
меры Раз |
|
|
Измеренноезначение(мм) |
|
ния |
Вычисленные значе- |
|
||||
|
|
ка |
Линей- |
Штанген- |
Мик |
∆А |
|
|
|
|
|
|
|
|
циркуль |
рометр |
|
|
|
|
|
|
|
Деталь |
|
1 |
|
|
|
|
|
|
|
|
|
a |
|
|
|
|
|
|
|
|
|
|
|
b |
|
|
|
|
|
|
|
|
|
|
|
c |
|
|
|
|
|
|
|
|
|
|
|
Деталь |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
a |
|
|
|
|
|
|
|
|
|
|
|
b |
|
|
|
|
|
|
|
|
|
|
|
c |
|
|
|
|
|
|
|
|
|
|
|
d |
|
|
|
|
|
|
|
|
|
|
|
h |
|
|
|
|
|
|
|
|
|
|
|
Деталь |
|
3 |
|
|
|
|
|
|
|
|
|
d |
|
|
|
|
|
|
|
|
|
|
|
L |
|
|
|
|
|
|
|
|
|
|
|
1.3.2 Вычислить абсолютную и относительную погрешности измерений по формулам 1.1-1.2.
∆ = изм − действ, (1.1)
где ∆ - абсолютная погрешность в единицах измеряемой величины;
изм-измеренноезначение; действ- действительное значение, полученное при измерении
точным прибором с допустимой погрешностью.
Относительная погрешность определяется как отношение абсолютной погрешности к истинному (действительному) значению измеряемой величиныи выражается впроцентах.

= |
∆ |
∙100% , |
( 1.2) |
действ |
где -относительная погрешность; ∆ -абсолютная погрешность; действ-измеренноезначение.
Вычисленные значения погрешностей измерения размеров деталей 1, 2, 3 занестивтаблицу1.1.
1.3.3 По заданным преподавателем размерам детали 3 определить наибольшийинаименьший размеры и определить годность детали 3.
Результатыизмерения и вычисления занести втаблицу1.1
1.4 Содержание отчета
Отчет должен содержать следующие материалы:
-названиеработы;
-цель работы;
-таблицу1.1с измеренными ирасчетными значениями;
-ответы навопросы;
-вывод.
Список литературы
1.Болтон, У. Карманный справочник инженера-метролога / У. Болтон. -М., Додэка, 1998.
2.Гжиров, Р. И. Краткий справочник конструктора / Р.И. Гжиров. Ленинград. -М. : Машиностроение, 1983.
3.Крылова, Г. Д. Основы стандартизации, сертификации, метрологии:учеб. для вузов /Г. Д. Крылова. - М. :Аудит, ЮНИТИ, 1998.
4.Лившиц, И. М. Стандартизация, метрология, сертификация / И. М. Лившиц. - М.: Юрайт-Издат, 2002.
5.Метрология, стандартизация, сертификация / А. Г. Сергеев [и
др.]. -М.: Лотос, 2001.
Контрольные вопросы
1.Что понимается подизмерением величины?
2.Что называется измерительным инструментом?
3.Устройство штангенциркуля, измерениелинейных размеров.
4.Устройство микрометра, измерение размеров с помощью микрометра.
5.Что называется погрешностью? Абсолютная и относительная погрешности.
6.Что понимается под номинальным и действительным размера-
ми?
7.Что понимается под наибольшим и наименьшим предельными размерами?
8.Что называется допуском?
9.Что называется верхним инижним предельным отклонением?
Лабораторнаяработа №2
Измерение постоянного тока и напряжения. Расширение пределов измерения амперметров и вольтметров
Цель работы:изучениеустройства и принципа действия приборов магнитоэлектрической системы; приобретение навыков измерения постоянного тока и напряжения; снятие зависимости изменения сопротивления переменного резистора от положения подвижного контакта; расчет шунтов и добавочных сопротивлений.
2.1 Общие сведения
Измерение любой величины заключается в экспериментальном сравнении еёс такой же величиной, принятой за единицуизмерения:
=∙ ,
где А - измеряемая величина; N - числовое значение измеряемой величины;а -единицаизмерения.
Если, например, в результате измерения получено U = 100 В, это значит, что U - измеряемая величина (напряжение); 100 - числовое значение;В (вольт) -единицаизмерения.
Измерения выполняются с помощью специальных технических средств. К ним относят меры, измерительные приборы и вспомогательныеприспособления.
Мера -средство измерений, предназначенное для воспроизведения физической величины заданного размера. Например, линейка и гири воспроизводят кратные, дробные и целые значения соответственно единиц длины и массы. При электрических и радиотехнических измерениях применяют меры активного сопротивления, емкости, индуктивности, электродвижущая сила(ЭДС).
Измерительный прибор - средство измерений, преобразующее измеряемую величину в измерительную информацию, доступную для непосредственного отсчета.
К вспомогательным измерительным приспособлениям относят различные устройства, предназначенные для расширения пределов измерений, преобразования измеряемой величины, связи с объектом измерений (например, шунты, добавочные резисторы, измерительные трансформаторы, термисторныеголовки идр.)
Электроизмерительные приборы классифицируют по следующим признакам:
1)характеруотсчета(способу получения информации);
2)родуизмеряемой величины;
3)принципу действия.
В зависимости от способа получения результата измерения различают следующиевидыизмерений: