

6. Материалы деталей штампа
Правильный выбор материалов для изготовления деталей штампа и рациональный режим их обработки влияют на срок службы штампа.
Материалы для рабочих деталей штампа необходимо выбирать в соответствии с характером операции, толщиной и свойствами штампуемого материала, конфигурацией и размерами получаемых деталей.
К рабочим частям (пуансонам и матрицам) штампов для резки предъявляются определенные требования, основными из которых являются следующие: способность материала противостоять большому давлению и ударам, хорошо сопротивляться износу от трения, сохранять острые режущие кромки без разрушения и затупления возможно больший период времени, а также иметь сравнительно небольшую стоимость.
Учитывая условия работы и стоимость сталей различных марок, идущих на изготовление пуансонов и матриц штампов для резки, при выборе материала для них в условиях массового производства можно руководствоваться следующими данными.
При вырубке (пробивке, обрезке) деталей простой конфигурации из материала толщиной до 3−4 мм для пуансонов с успехом можно применять инструментальную углеродистую сталь марок У8А и У10А. Для вырубки деталей сложной конфигурации, а также при толщине материала свыше 4 мм следует применять инструментальную легированную сталь марок XI2, Х12М, 9ХВГ при твердости после закалки HRC 56 −58.
Для матриц в первом случае можно рекомендовать стали У8А, У10А; во втором случае − Х12, Х12М, 5ХВ2СДХВГ, Х12ТФ, Х12Ф1, а также 7ХГ2ВФМ. Твердость после закалки I1RC 58 − 60.
В разделительных штампах твердость подвижного инструмента выполняется на 2 − 4 единицы ниже (по шкале RC) по отношению к неподвижному. Чаще таким инструментом является пуансон. Исключением является твердосплавный инструмент, при котором пуансон и матрица выполняются одинаковой твердости.
В табл. 8 приведены основные марки сталей и их заменители для рабочих частей вырубных и других штампов, а также режим их термической обработки.
Материалы и данные о термической обработке различных деталей штампов приведены в табл. 9.
|
Примечание |
Для пуансонов Для матриц
Для пуансонов Для матриц |
Азотировать |
− |
Азотировать | |||||||||
|
Твердость по Роквелу HRC |
56−58 58−60 |
54−56 |
56−58 |
58 −60 |
58 −60 |
60−62 |
58-60 |
58−60 |
60−62 | ||||
|
Марки материалов |
заменяющие |
У10, 7Х3 |
9ХВГ, 5ХВ2С, Х12ТФ, 7ХГ2ВФМ |
У8, У10; Модифицированный Чугун МСЧ 32-52
|
ШХ15, 9ХС, ХВГ, Х12ТФ |
Х12ТФ, графитизи- рованная сталь ЭИ293 или ЭИ366 |
Х12, 9ХС, ХВГ, ЭИ293, ЭИ366, ВК8 |
Х12ТФ, 9ХС,ХВГ, ЭИ293, ЭИ366 |
Х12ТФ, ВК15 | ||||
|
рекомендуемые |
У8А, У10А |
Х12М Х12Ф1 |
У8А, У10А |
У10А, Х12 |
Х12М, Х12Ф1 |
У8А, У10А; МСЧ32-52; низколегированный чугун |
У10А, Х12, Х12М; ВК15; специальный никелевый чугун |
Х12М, Х12Ф1, ВК8 | |||||
|
Детали штампов |
Пуансоны и матрицы простой формы для материалов толщиной до 3 мм; Режущие секции с простым контуром резания; ножи для резки отходов |
Пуансоны и матрицы сложной форм, а также для материалов толщиной свыше 3 мм |
Пуансоны и матрицы простой формы |
Пуансоны и матрицы сложной формы |
Пуансоны и матрицы с повышенной износоустойчивостью |
Пуансоны, матрицы, прижимы простой формы |
Пуансоны, матрицы, прижимы Сложной формы |
Пуансоны, матрицы, прижимы с повышенной износоустойчивостью | |||||
|
Тип штампа |
Вырубные, Пробивные, обрезные |
Гибочные |
Вытяжные и формовочные | ||||||||||
Детали штампов
Марки материалов
Т вердость по
Роквеллу HRC
Примечание
рекомендуемые
заменяющие Плиты
штампов - верхние и нижние литые
Чугун СЧ 21-40,
или СЧ 22-44, стальное литье ЗОЛ, 40Л
Стальное литье
ЗОЛ, 40Л
-
- Плиты
пакетных штампов - верхние и нижние
(прокат)
Сталь 35; 40
Ст. 5 ; Ст 3
-
- Хвостовики
простые
Сталь 35; 40 Ст.
5
-
— Хвостовики
плавающие
У8 Сталь 40; 45
45 - 50
Сферическую
часть головки калить Направляющие
кол он к и
Сталь 20 Сталь
15
55-60
Цементировать
на глубину 0,5-1,0 мм и калить Втулки
Сталь 20 Сталь
15
55-60
То же Втулки
для шариковых направляющих
ШХ15 ШХ9
58-60
Калить Пуансоно-
и матрицедержатели
Сталь 35; 40 Ст.
5
-
- Прокладки
под пуансон
У8AСталь 10; 15; Ст.2
45-50
Сталь 10; 15; Ст
2 цементировать и калить Направляющие
плиты для пакетных штампов, съемники
Сталь 40; 45 Ст.
5; Ст. 6
-
- Прижимы,
направляющие линейки
Сталь 40; 45 Ст.
5; Ст. 6
-
-
Продолжение табл
и цы
Детали штампов
Марки материалов
Т вердость по
Роквеллу HRC
Примечание
заменяющие
рекомендуемые
Клинья и
ползушки: для штампов малых и средних
размеров
для штампов
больших размеров литые с закаленными
планками
У 0А: Х12Ф1 Сталь
45; 50 СЧ 24-44
Х12ТФ Сталь 40
56-58 и выше
Азотировать
Упоры
У8А,
Сталь 10; 15
Сталь 45; 50 Ст.2
50 - 55
Сталь 10; 15; Ст2
цементировать и калить
Ловители
У8А
У ЮЛ
50 - 55
Рабочую часть
калить
Штифты
У8А (сталь
серебрянка)
Сталь 45; Ст.6
45 - 50
-
Толкатели,
шпильки буферные
Сталь 40; 45
Ст. 5; Ст. 6
-
-
Винты,болты
Сталь 35; 40
Ст. 2; Ст. 3
40-45
Цемен тировать
и калить головку винтов для стали
Ст. 2 и Ст. 3
11 ру жимы
65Г; 60С2
Рояльная
проволока
40-45
-
Для гибочных, вытяжных и формовочных штампов самым важным является способность материала сопротивляться истиранию при значительных давлениях, т.е. обладать хорошей износоустойчивостью, а для формовочных штампов - также стойкостью ударному воздействию при работе в упор.
При штамповке деталей простой формы рабочие детали штампа изготовляют из инструментальной стали марок У8Л и У10А. При этом для штамповки из материала толщиной до 1 мм применяют сталь марки У8А, а при толщине до 3 - 4 мм - У10А.
При штамповке деталей сложной формы при массовом производстве, а также в тех случаях, когда рабочие части штампа испытывают большие напряжения во время работы, следует применять легированные стали марок 9ХС, ХВГ, XI2М, Х12ТФ и Х12Ф1 (см. табл. 8); твердость после закалки при этом должна составлять HRC 58-62. Рабочие части штампов рекомендуется азотировать.
При изготовлении крупных деталей и для формоизменяющих операций широкое применение находят штампы, изготовленные из специальных чугунов, примерно следующего химического состава (в %): 3,0- 3,3 С; 1,6-2,2 Si; 1,6-2,0 Ni; 0,8-1,1 Cr; 0,6-1,0Мп; до 0,3P; до 0,1 S. Эти чугуны закаливаются в масле при температуре 850 С и отпускаются при 350 С. Твердость их НВ 350.
В последнее время для штампов находит применение «графитизированная сталь». Под этим подразумевают стали, содержащие после специального отжига некоторое количество графита свыше 0,7 % (углерод отжига). Наличие в указанных сталях графита в виде микроскопически малых включений придает им антифрикционные свойства при штамповке (гибке, вытяжке и формовке), что исключает налипание и задиры материала и обеспечивает тем самым хорошее качество изделий и повышенную стойкость штампов.
При изготовлении штампов употребляют графитизированную сталь двух марок ЭИ 293 и ЭИ 366. Из стали ЭИ 293 изготовляют рабочие части гибочных и вытяжных штампов при штамповке материала толщиной до 2 мм, а из стали ЭИ 366 - рабочие части гибочных, вытяжных и даже вырубных штампов при толщине штампуемого материала до 4-5 мм. Стойкость штампов из графитизированной стали выше стойкости штампов, изготовленных из стали У8А, в 5-8 раз.
Матрицы для вытяжки мелких деталей при массовом производстве, а также в случае вытяжки с утонением, рекомендуется изготовлять в виде вставок - втулок или вкладышей из металлокерамических твердых сплавов ВК8, ВК12 и впаивать или впрессовывать их в специальные обоймы. Общая стойкость таких матриц достигает нескольких миллионов штук деталей.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Основы технологии производства летательных аппаратов: учеб, пособие. /А.С. Чумадин, В.И. Ершов и др. М.: Наука и технологии, 2005. 912с.
Листовая штамповка: справ, конструктора штампов /под ред. Л.И. Рудмана. М.: Машиностроение, 1988.
Хмара С.М., Коломойцев А.Д. Инженерный метод расчета плит на прочность и жесткость //Труды ХАИ. № 1, 1967.
Шевелев В.В. Конструкции и основы проектирования универсальных штампов. М.: Машиностроение, 1964.
Тимошенко С.П., Вайновский-Кригер. Пластинки и оболочки. М.: Машгиз, 1963.
Коломойцев А.А., Левченко В.В. К определению диаметра направляющих колонок штампов расчетным путем // Вестник харьковского политехнического института. № 35. 1969.
Шумакова Л.С. Проектирование заготовительно-штамповочной оснастки: учеб, пособие. М.: МАТИ, 1981.

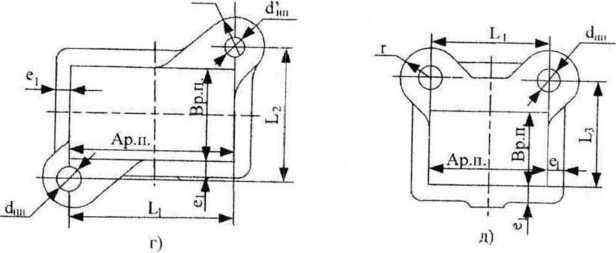
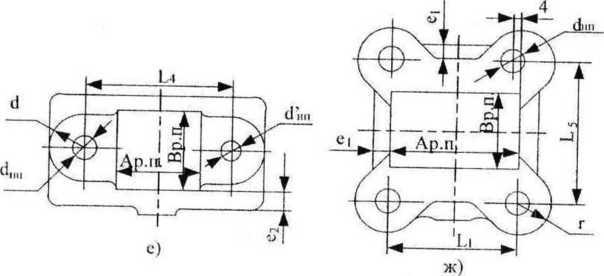
Рис.Стандартизованные направляющие узлы и блоки:
а - направляющий узел скольжения с глал- кой колонкой и втулкой; б — направляющий узел скольжения со ступенчатыми колонкой и втулкой; в - шариковый направляющий узел исполнения 1 (без промежуточной плиты); вид на нижнюю плизу стандартных блоков (план низа) с расположением направляющих узлов; г-диагональным; д - задним; е - осевым; ж - с четырьмя направляющими узлами;
Os
-T-
I - нижняя плита; 2 - гладкая направляющая колонка; 3 — гладкая направляющая втулка; 4 - верхняя плита; 5 - ступенчатая направляющая колонка исполнения; 6 - ступенчатая направляющая колонка исполнения; 7 - стопорное пружинное кольцо;
Ь стопорное кольцо; 9 - ступенчатая втулка; 10 - ступенчатая втулка шарикового направляющего узла; II - сепаратор; 12-ступенчатая колона шарикового направляющего узла
|
Основные размеры блоков и направляющих узлов Размеры,мм (Схемы блоков приведены на рис) |
r |
22 |
28*2 |
36*2 |
45*2 | ||||||||||||||||||||||||||
|
|
- | ||||||||||||||||||||||||||||||
|
|
120 |
150 |
- |
15 |
170 |
200 |
- |
150 |
170 |
200 |
250 |
300 | |||||||||||||||||||
|
|
80 |
85 |
100 |
120 |
125 | ||||||||||||||||||||||||||
|
|
102,1 |
126,9 |
124,9 |
138,6 |
137,5 |
143,1 |
151,0 |
150,0 |
161,6 |
156,1 |
178,9 |
166,1 | |||||||||||||||||||
|
|
16 |
20 |
- |
20 |
- |
25 |
2 | ||||||||||||||||||||||||
|
|
20 |
25 | |||||||||||||||||||||||||||||
|
|
- |
32 |
40 | ||||||||||||||||||||||||||||
|
|
Исполнение блоков |
2 |
- |
25*1 |
28*1 |
32 | |||||||||||||||||||||||||
|
1 и 3 |
25*1 |
32 |
36 |
45 | |||||||||||||||||||||||||||
|
|
2 |
- |
32 |
36 |
40 | ||||||||||||||||||||||||||
|
1и 3 |
32 |
40 |
45 |
50 | |||||||||||||||||||||||||||
|
|
14 |
18 |
22 |
28 | |||||||||||||||||||||||||||
|
|
16 |
20 |
25 |
32 | |||||||||||||||||||||||||||
|
|
50 |
63 |
80 | ||||||||||||||||||||||||||||
|
|
63 |
80 |
100 |
80 |
100 |
125 |
160 |
80 |
100 |
125 |
160 |
200 | |||||||||||||||||||
|
Поряд-ковый номер |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
09 |
10 |
11 |
12 | |||||||||||||||||||













|
Продолжение таблицы |
r |
36 |
45 |
36 |
45 | ||||||||||||||||
|
|
- | ||||||||||||||||||||
|
|
200 |
220 |
250 |
300 |
340 |
200 |
- |
220 |
250 |
300 | |||||||||||
|
|
145 |
- |
170 | ||||||||||||||||||
|
|
172,3 |
196,0 |
181,0 |
192,1 |
196,0 |
199,8 |
204,9 |
205,0 |
218,2 |
216,5 |
229,8 |
223,6 | |||||||||
|
|
- |
25 |
-
|
25 | |||||||||||||||||
|
|
25 |
32 |
25 |
32 | |||||||||||||||||
|
|
3 |
40 |
32 |
40 |
45 | ||||||||||||||||
|
|
Исполнение блоков |
2 |
28*1 |
32 |
28*1 |
32 |
36 |
40 | |||||||||||||
|
1 и 3 |
36 |
45 |
36 |
45 |
50 | ||||||||||||||||
|
|
2 |
36 |
40 |
36 |
40 |
45 |
50 | ||||||||||||||
|
1и 3 |
45 |
50 |
45 |
50 |
56 | ||||||||||||||||
|
|
14 |
28 |
22 |
28 | |||||||||||||||||
|
|
16 |
32 |
25 |
32 | |||||||||||||||||
|
|
100 |
125 | |||||||||||||||||||
|
|
80 |
100 |
125 |
160 |
200 |
250 |
320 |
80 |
100 |
125 |
160 |
200 | |||||||||
|
Поряд-ковый номер |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 | |||||||||













|
Продолжение таблицы |
r |
45 |
56 |
45 | |||||||||||||||||||
|
|
- |
250 |
280 |
- | |||||||||||||||||||
|
|
340 |
420 |
- |
259 |
300 |
360 |
440 |
530 |
- | ||||||||||||||
|
|
170 |
- |
205 |
215 |
- | ||||||||||||||||||
|
|
230,4 |
240,0 |
247,4 |
261,5 |
250,5 |
253,8 |
249,8 |
286,2 |
272,0 |
- |
294,6 |
300 | |||||||||||
|
|
25 |
- |
25 |
- | |||||||||||||||||||
|
|
32 |
|
32 |
40 |
32 |
- | |||||||||||||||||
|
|
45 |
40 |
45 |
50 |
- | ||||||||||||||||||
|
|
Исполнение блоков |
2 |
40 |
32 |
36 |
40 |
45 |
40 | |||||||||||||||
|
1 и 3 |
50 |
45 |
50 |
56 |
50 | ||||||||||||||||||
|
|
2 |
50 |
|
45 |
50 |
56 |
50 | ||||||||||||||||
|
1и 3 |
56 |
50 |
56 |
63 |
56 | ||||||||||||||||||
|
|
28 |
36 |
28 | ||||||||||||||||||||
|
|
32 |
40 |
32 | ||||||||||||||||||||
|
|
125 |
160 |
200 | ||||||||||||||||||||
|
|
250 |
320 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
125 |
160 | |||||||||||
|
Поряд-ковый номер |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
33 |
34 |
35 |
36 | |||||||||||













|
Продолжение таблицы |
r |
56 |
65 |
45 |
56 |
65 | |||||||||||||||||||||||
|
|
320 |
- |
380 | ||||||||||||||||||||||||||
|
|
320 |
360 |
440 |
530 |
500 |
- |
380 |
440 |
530 |
630 | |||||||||||||||||||
|
|
255 |
260 |
- |
310 | |||||||||||||||||||||||||
|
|
323,1 |
312,3 |
330,5 |
347,7 |
- |
358,8 |
366,6 |
369,3 |
386,1 |
384,2 |
391,9 |
383,3 | |||||||||||||||||
|
|
25 |
32 |
- |
32 |
40 | ||||||||||||||||||||||||
|
|
40 |
50 |
32 |
40 |
50 | ||||||||||||||||||||||||
|
|
50 |
- |
50 |
56 | |||||||||||||||||||||||||
|
|
Исполнение блоков |
2 |
45 |
50 |
- |
40 |
45 |
50 |
56 | ||||||||||||||||||||
|
1 и 3 |
56 |
50 |
56 |
63 | |||||||||||||||||||||||||
|
|
2 |
56 |
63 |
- |
50 |
56 |
63 |
71 | |||||||||||||||||||||
|
1и 3 |
63 |
71 |
56 |
63 |
71 |
80 | |||||||||||||||||||||||
|
|
36 |
45 |
28 |
36 |
45 | ||||||||||||||||||||||||
|
|
40 |
50 |
32 |
40 |
50 | ||||||||||||||||||||||||
|
|
200 |
250 | |||||||||||||||||||||||||||
|
|
200 |
250 |
320 |
400 |
500 |
125 |
160 |
200 |
250 |
320 |
400 |
500 | |||||||||||||||||
|
Поряд-ковый номер |
37 |
38 |
39 |
40 |
41 |
42 |
43 |
44 |
45 |
46 |
47 |
48 | |||||||||||||||||













|
Продолжение таблицы |
r |
65 |
56 |
65 |
85 |
65 |
85 | ||||||||||||||||||||||||||||||||||
|
|
- |
440 |
460 |
- |
560 | ||||||||||||||||||||||||||||||||||||
|
|
750 |
- |
440 |
560 |
650 |
800 |
- | ||||||||||||||||||||||||||||||||||
|
|
- |
380 |
390 |
- |
475 | ||||||||||||||||||||||||||||||||||||
|
|
- |
431,3 |
458,3 |
467,3 |
459,6 |
486,7 |
475,5 |
493,0 |
565,7 |
545,5 |
565,8 |
562,2 | |||||||||||||||||||||||||||||
|
|
40 |
- |
40 |
- | |||||||||||||||||||||||||||||||||||||
|
|
50 |
40 |
50 | ||||||||||||||||||||||||||||||||||||||
|
|
- |
56 |
- | ||||||||||||||||||||||||||||||||||||||
|
|
Исполнение блоков |
2 |
- |
45 |
50 |
56 |
63 |
- |
50 |
56 |
- |
63 | |||||||||||||||||||||||||||||
|
1 и 3 |
63 |
56 |
63 |
80 |
56 |
63 |
80 | ||||||||||||||||||||||||||||||||||
|
|
2 |
- |
56 |
63 |
71 |
80 |
- |
63 |
71 |
- |
80 | ||||||||||||||||||||||||||||||
|
1 и 3 |
80 |
63 |
71 |
80 |
90 |
71 |
80 |
90 | |||||||||||||||||||||||||||||||||
|
|
45 |
36 |
45 |
50 |
45 |
56 | |||||||||||||||||||||||||||||||||||
|
|
50 |
40 |
50 |
63 |
50 |
63 | |||||||||||||||||||||||||||||||||||
|
|
250 |
320 |
400 | ||||||||||||||||||||||||||||||||||||||
|
|
630 |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
200 |
250 |
320 |
400 | |||||||||||||||||||||||||||||
|
Поряд- ковый номер |
49 |
50 |
51 |
52 |
53 |
54 |
55 |
56 |
57 |
58 |
59 |
60 | |||||||||||||||||||||||||||||














|
Продолжение таблицы |
r |
85 |
100 |
*1Плиты выполняют без полок. *2Для блоков с осевым расположением направляющих узлов при Вр.н=50 мм вместоr=28 мм принимаютr=25 мм; При Вр.н =63 мм вместоr=36 мм принимаютr=31,5 мм; при Вр.н=80 мм вместоr=45 мм принимаютr=40мм. | |||||||||||||||||
|
|
560 |
650 |
670 |
800 | |||||||||||||||||
|
|
- | ||||||||||||||||||||
|
|
475 |
- | |||||||||||||||||||
|
|
559,0 |
570,6 |
687,4 |
711,1 |
695,4 |
814,9 |
826,1 |
- |
| ||||||||||||
|
|
- | ||||||||||||||||||||
|
|
50 |
63 | |||||||||||||||||||
|
|
- | ||||||||||||||||||||
|
|
Исполнение блоков |
2 |
63 |
- | |||||||||||||||||
|
1 и 3 |
80 |
90 |
100 | ||||||||||||||||||
|
|
2 |
80 |
- | ||||||||||||||||||
|
1и 3 |
90 |
100 |
110 | ||||||||||||||||||
|
|
56 |
71 | |||||||||||||||||||
|
|
63 |
80 | |||||||||||||||||||
|
|
400 |
500 |
630 | ||||||||||||||||||
|
|
500 |
630 |
500 |
630 |
800 |
630 |
800 |
1000 |
| ||||||||||||
|
Порядковый номер |
61 |
62 |
63 |
64 |
65 |
66 |
67 |
68 |
| ||||||||||||













|
Приложение 2 |
|
б) |
|
а) |

|
|
в) |

|
|
д) |
|
д) |


|
[ ' |
do |
Хвостовики с буртиком но ГОСТ 16715-71 (см. 3, о) |
Хвостовики с резьбой и буртиком по ГОСТ 16717-71 * (см. рис. 3, в) |
Хвостовики с резьбой по ГОС Г 16716-71 * (см. рис. 3, б) | |||||||||
|
L\b 1\я |
^хв |
|
d2 |
Lxu 1хв |
А*» |
|
L\b 1хп | ||||||
|
20 |
8,5 |
50 56 63 20’ 25’32 |
5 |
22 |
28 |
50 56 20*25 |
4 |
М20*1,5 |
М 16x1,5 |
50 56 20’25 | |||
|
25 |
10.5 |
60.67 . 75 20 ’ 25’32 |
28 |
36 |
60.67 20’25 |
М20* 1,5 |
60.67.75 20 ’ 25 ’ 32 | ||||||
|
32 |
13 |
71.75.85 90 20 ’ 25'32’40 |
34 |
42 |
71 85 20’ 32 |
М20х 1,5 |
71.75.85 20’25’32 | ||||||
|
40 |
80.90 95.105 25’32’40’ 50 |
6 |
42 |
50 |
80.90 25*32 |
5 |
М30х2 |
80 90 95 25’32’40 | |||||
|
50 |
17 |
100.105 115 125 32 ’40 ’ 50 ’ 60 |
53 |
63 |
100.115 32 ’ 50 |
М42*3 |
100 105.115 32 ’ 40 ’ 50 | ||||||
|
60 |
21 _ |
ПО 120.130.140 40 ’ 50 ’ 60 ’ 70 |
8 |
63 |
71 |
110.130 40 ’ 60 |
6 |
М42х3 |
110 120 130 40 ' 50 ’ 60 | ||||
|
75 |
130 140.160 180 50 ’ 60 ’ 80 ’100 |
10 |
80 |
90 |
130.160 50 *180 |
М42хЗ |
130 140 160 5(7’ 60 ’ 80 | ||||||
|
|
1В1/1Р при d„n | ||||||
|
Hrt L |
12 |
14; 16 |
18; 20 |
22; 25 |
28; 32 |
36; 40 |
45; 50 |
|
|
|
12/4 |
12/4 |
12/4 |
12/4 |
- |
|
|
lZ/4 |
16/4 |
| |||||
|
25 |
16/4 |
18/4 |
|
16/4 |
16/4 | ||
|
22/4 |
18/4 | ||||||
|
32 |
12/8 |
16/8 |
16/8 |
18/8 |
16/8 | ||
|
16/8 |
18/8 |
18/8 |
22/8 |
18/8 | |||
|
40 |
12/8 |
18/8 |
22/8 |
22/8 |
28/8 |
20/8 |
20/8 |
|
22/8 |
25/8 |
25/8 | |||||
|
32/8 |
25/8 |
25/8 | |||||
|
16/8 | |||||||
|
25/8 |
28/8 |
28/8 | |||||
|
50 |
- |
18/20 |
22/24 |
25/27 |
20/22 |
20/10 |
20/10 |
|
25/27 |
28/10 |
28/16 | |||||
|
32/16 | |||||||
|
22/24 | |||||||
|
28/10 |
32/10 | ||||||
|
25/27 |
36/16 |
25/10 |
25/10 | ||||
|
32/10 |
36/10 |
40/16 | |||||
|
63 |
|
18/20 |
22/24 |
25/27 |
28/16 |
40/16 |
|
|
25/27 |
28/10 |
32/16 |
| ||||
|
22/24 |
'WIO |
32/10 |
36/16 |
45/16 |
-> | ||
|
40/16 |
50/16 |
| |||||
|
25/27 |
| ||||||
|
32/10 |
36/10 |
45/16 |
| ||||
|
80 |
|
25/27 |
25/27 |
28/30 |
40/42 |
45/20 | |
|
32/34 | |||||||
|
28/30 |
28/30 |
36/38 |
4V20 |
50/20 | |||
|
40/42 |
| ||||||
|
32/34 |
32/34 |
45/20 |
50/20 |
56/20 | |||
|
36/38 |
50/20 |
56/20 |
63/20 | ||||
|
Нвт |
|
|
1вт/1р при dHn | |||||
|
|
22; 25 |
28; 32 |
36; 40 |
45; 50 |
56; 63 |
I О г- |
I 90; 100 |
125 |
|
|
32/34 |
32/34 |
|
|
|
|
|
j |
|
|
|
36/38 |
' 40/42 |
45/47 |
50/20 |
|
|
|
|
|
|
|
- 45/47 |
50/52 |
56/20 |
|
|
|
|
100 |
36/38 |
40/42 |
|
|
| |||
|
|
|
56/20 |
63/20 |
|
|
| ||
|
|
|
45/47 |
50/52 |
- |
|
| ||
|
|
40/42 |
|
56/20 |
63/20 |
71/20 |
|
|
|
|
|
|
50/52 |
|
- |
| |||
|
|
|
36/38 |
40/42 |
50/52 |
50/52 |
|
|
|
|
по |
|
40/42 |
45/47 |
56/20 |
56/20 |
|
|
|
|
|
|
45/47 |
50/52 |
63/20 |
63/20 |
|
|
|
|
|
|
50/52 |
56/20 |
71/20 |
71/20 |
|
|
|
|
|
|
|
40/42 |
45/47 |
50/52 |
80/25 |
|
|
|
125 |
|
|
|
50/52 |
56/58 |
|
|
|
|
|
|
45/47 |
56/58 |
63/25 |
90/25 |
|
| |
|
|
|
|
50/52 |
63/25 |
71/25 |
|
|
|
|
|
|
|
56/58 |
71/25 |
80/25 |
100/25 |
|
|
|
|
|
|
|
50/52 |
' 50/52 |
80/25 |
|
|
|
|
|
|
50/52 |
56/58 |
95/30 |
| ||
|
140 |
|
|
|
56/58 |
63/65 |
90/25 |
|
|
|
|
|
|
71/73 |
|
| |||
|
|
|
|
56/58 |
63/65 |
80/25 |
100/25 |
120/30 |
|
|
|
|
|
|
71/73 |
90/25 |
|
| |
|
|
|
|
|
56/58 |
71/73 |
80/82 |
|
|
|
160 |
|
|
|
63/65 |
80/82 |
90/30 |
95/30 |
95/30 |
|
|
|
|
|
|
|
120/30 |
120/30 | |
|
|
|
|
|
71/73 |
90/92 |
100/30 | ||
|
|
|
|
|
|
|
80/82 |
95/30 |
|
|
180 |
|
|
|
|
80/82 |
|
95/30 | |
|
|
|
|
|
|
90/92 |
90/92 |
120/30 |
120/30 |
|
|
|
|
|
|
|
100/30 | ||
|
200 |
|
|
|
|
|
|
95/97 |
95/40 |
|
L |
|
|
|
|
|
. |
120/40 |
120/40 |
ЛИДИЯ СЕРГЕЕВНА ШУМАКОВА ЮЛИЯ СЕРГЕЕВНА АНДРЕЕВСКАЯ
ПРОЕКТИРОВАНИЕ
ЗАГОТОВИТЕЛЬНО-ШТАМПОВОЧНОЙ ОСНАСТКИ
Учебное пособие
Редактор М.А. Соколова Технический редакторА.Б. Седов
Подписано в печать 31.01.08 г. Формат 60x84 1/16 Печать на ризографе. Усл. печ.л. 4,53 .Уч. изд. л. 3,39 Тираж 100 экз. Заказ № 175 Издательский центр МАТИ 109240 Москва, Берниковская наб., 14
Типография ИЦ МАТИ 109240 Москва, Берниковская наб., 14