

5.8. Расчет потребного количества крепежных деталей в штампе
В штампе необходимо обеспечить точную взаимную фиксацию рабочих деталей в условиях динамических нагрузок. Основными крепежными деталями служат чаще всего болты с внутренним шестигранником, болты с внутренним шестигранником и заплечиками (для
неподвижных фиксаторов, подкладок), штифты для взаимной фиксации деталей штампов. Применение болтов с внутренним шестигранником объясняется тем, что необходимый диаметр гнезда под головку для них примерно в 2 раза меньше, чем под головку с наружным шестигранником с учетом ключа под него.
Для крепления рабочих деталей штампа не рекомендуется применять винты со шлицами, так как при свертывании деталей они не обеспечивают достаточного натяга в соединении, кроме того, прорези быстро разрабатываются. Штифты цилиндрические ставят по посадке Н7/г6. Они служат не только для правильного центрирования деталей, но и для восприятия боковых нагрузок во время работы штампа.
Количество и диаметр крепежа назначается исходя из двух факторов: силового и конструктивного. Силовой расчет проводят с учетом возникающих усилий в рабочих и вспомогательных звеньях штампа, что предопределяет нагрузки на крепежные детали. Болты и винты в штампах воспринимают нагрузки вдоль оси (растяжение), штифты удерживают детали от смещения и воспринимают нагрузки перпендикулярно оси, то есть работают на смятие, изгиб, срез.
Например, в штампе совмещенного действия для вырубки контура и пробивки отверстий с расположением матрицы в верхней части штампа, где хвостовик выполняет крепежные функции, потребное количество винтов для крепления хвостовика можно определить по формуле:
|
|
(35) |

где Q1− усилие проталкивания детали через матрицу, кгс;
Q2− вес верхней подвижной части штампа, кгс;
[р] − допускаемая нагрузка на винты с учетом динамического нагружения при работе штампа (для винта Ml2 [р] = 650 кгс, М10 [р] = 440 кгс);
[ор] − допускаемое напряжение на растяжение для материала винта с учетом динамических нагрузок [кгc/мм2];
d− диаметр винта, мм.
Если расчетное количество винтов не размещается на фланце хвостовика, то ставят хвостовик другого типа, который способен выдержать большее усилие, или применяют дополнительное крепление верхней части штампа к ползуну пресса.
Для крепления съемника в штампе такого типа (съемник в нижней части штампа, усилие создается пружинами) потребное количество винтов можно определить по следующей зависимости:
|
|
(36) |
где Q4- усилие съема полосы с пуансон-матрицы, кгс.
При выборе количества и размеров крепежных элементов штампа необходимо учитывать конструктивный фактор. С помощью конструктивного фактора определяют размещение (планировку) крепежных деталей. Правильная планировка мест крепления дает возможность рационально использовать крепежные детали. При выборе размеров крепежных деталей необходимо учитывать масштабный фактор. Например, в крупногабаритных штампах, при толщине плит в сотни миллиметров, несоразмерно будет выглядеть крепление винтами диаметром, предположим, 8 мм. Длина винтов не должна превышать установленной на практике нормы:
|
lmax=(6÷8)d,
|
(37) |
где lmax– максимальная длина стержня, мм;
d– диаметр винта, мм.
Нормальная глубина завинчивания:
|
l1=(1,5÷2,0)d.
|
(38) |
В конкретном штампе надо стремиться применять минимальное число типоразмеров крепежных деталей.
В случае крепления секционных матриц или пуансонов винты, крепящие секции, можно проверить на прочность по следующим уравнениям [4] при условии разновременности действия усилия штамповки Ри распирающей секцию силыN.Уравнение прочности винтов в отношении силыР(рис. 23):
Р · m= Р1· 11+ Р2· 12+ ... +Pn·ln= МВ.(39)
МВ.(39)
Рис.
23. К расчету потребного количества
винтов для крепления
секции
матрицы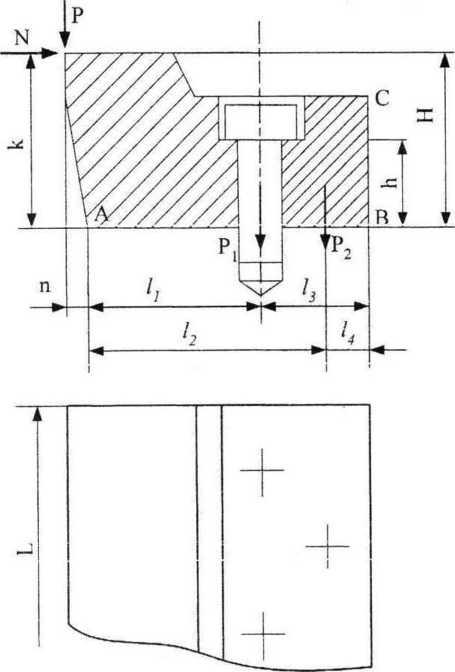
Уравнение прочности винтов в отношении силы Nпри отсутствии опоры:
|
N
· k
=
Р1
· l3
+ Р2
· 14
+ ... + Pn
·
In
=
|
(40) |
 МC
МCи при наличии опоры:
|
N
· (k
–h)
= Р1
· l3
+ Р2
· 14
+ ... + Pn
·
In
=
|
(41) |
 МВ
МВИспользуя зависимость
|
М = W[σ] = 0,1·d3 [σ], |
(42) |
можно определить диаметр винта при заданном допускаемом напряжении или наоборот.
Распирающая секцию матрицы сила Nприближенно подсчитывается по формуле [2]:
|
N = N1 – NТ + Nq, |
(43) |
где N1распирающая секцию сила, вызываемая усилием штамповки и действующая одновременно с последней. СилаN1направлена перпендикулярно линии разъема секции и независимо от сложности контура принимается равной величине
N1 = 0,4Р;
здесь Р − усилие штамповки, приходящееся на данну ю секцию;
NT− сила трения между секцией и нижней плитой:
|
NT=f· Р, |
(44) |
здесь f− коэффициент трения, равный 0,15;
Nq− сила, действующая на стенки секции в результате давления детали или отхода (в процессе вырубки или после нею, если изделие или отход остается в матрице):
|
Nq=qnp· L· S, |
(45) |
здесь qnp− удельное давление при проталкивании;
L− длина периметра режущего контура секции;
S− толщина штампуемого материала.
Средние значения qnp для некоторых распространенных металлов [9]:
алюминиевые сплавы − qnp = 630 кгс/см2;
магниевые сплавы − qnp = 500 кгс/см2;
сталь низкоуглеродистая − qnp = 1040 кгс/см';
сталь высокоуглеродистая − qnp = 1090 кгс/см".
Число штифтов для одного собираемого узла обычно ограничено двумя. Для фиксации узких, но длинных деталей в некоторых случаях берут три или четыре штифта. Глубина внедрения штифта в деталь достаточна в пределах
1 = (1,52 ÷ 2) dш. Поэтому в толстых деталях (обычно в плитах) рекомендуется несопрягаемую со штифтом часть отверстия обрабатывать на больший диаметр. Для облегчения условий выпрессовки штифтов рекомендуется применять сквозные отверстия при штифтовке деталей.
Штифты служат в основном для фиксации положения инструмента (пуансона и матрицы) в штампе. Однако при секционном инструменте штифты воспринимают горизонтальные нагрузки и предохраняют секции инструмента от смещения. В таком случае следует проверить, достаточное ли количество штифтов конструктивно установлено в секции.
На рис. 24 показаны условия работы штифта, крепящего секцию матрицы. Сидящий в секции матрицы штифт при некотором предельном значении силы изогнется, как показано на рис. 24 [7]. Допускаем, что распределение напряжений будет происходить по закону прямой.
Найдем выражение для силы N, производящей изгиб штифта:
|
|
(46) |

где
 − допускаемое
напряжение на сжатие для материала
плиты;
− допускаемое
напряжение на сжатие для материала
плиты;
dш − диаметр штифта.
Рис.
24. К расчету штифтов 
|
|
(47) |

Момент внешних сил должен уравновеситься моментом внутренних
сил штифта:
|
|
(48) |

где [σш] − допускаемое напряжение на изгиб для материала штифта;
W− момент сопротивления штифта.
Подставляя в последнее равенство вместо Wего значение, получим:
|
|
(49) |

Откуда выражение для длины запрессованной части штифта будет иметь вид:
В случае, если плита штампа выполнена из чугуна, допускаемое напряжение на сжатие для плиты [σп ] = 900 кгс/см:, для штифта [σш] = 3600 кгс/см2, а I ~ 1,5 · dm.
Значит, длину запрессованной части штифта нет необходимости делать больше, чем 1,5 его диаметра.
Максимальное усилие, которое способен выдержать штифт:
|
|
(51) |
