

Обработка деталей на фрезерных станках
Лабораторная работа № 8
Основные понятия
1.1. Общая характеристика станка модели 6П80Г
Горизонтально-фрезерный станок предназначен для фрезерования поверхностей различных деталей из стали, чугуна и цветных металлов сравнительно небольших размеров в условиях индивидуального и серийного производства.
Техническая характеристика станка:
Рабочая поверхность стола, мм ……………………. 200х800
Число скоростей вращения шпинделя………………. 12
Пределы чисел оборотов шпинделя в минуту……… 50-2240
Число скоростей подач стола ……………………….. 16
Пределы скоростей подач стола, мм/мин.
продольных (Sпр)……...…………………….. 22,4-1000
поперечных (Sп)……………………………… 16 - 710
вертикальных (Sв)…………………………… 8- 355
Скорость быстрого перемещения стола, мм/мин
продольного………………………………….. 2400
поперечного………………………………….. 1710
вертикального……………………………….. 855
Мощность главного электродвигателя, кВт………… 2,8
Основные узлы станка (рисунок 8.1):
А – станина с коробкой скоростей и шпиндельным узлом;
Б –хобот с подвеской; В – дополнительная связь консоли с хоботом; Г – поворотная часть стола; Д – поперечные салазки;
Е – стол; Ж – консоль с коробкой подач; З – основание станка.

Рисунок 8.1. Общий вид горизонтально-фрезерного станка
модели 6П80Г
Органы управления (рисунок 8.1):
1 – рукоятка для переключения коробки скоростей; 2 – рукоятка для переключения перебора шпинделя; 3 – рукоятка ручного продольного перемещения стола; 4 – рукоятка управления продольной подачи стола; 5 – рукоятка управления поперечной подачей стола; 6 – рукоятка управления вертикального подачей; 7 – рукоятка ручного вертикального перемещения консоли;
8 – маховичок для переключения коробки подач; 10 – рукоятка переключения перебора коробки подач.
Движения в станке:
Движение резания (главное движение) – вращение шпинделя с фрезой.
Движение подач – перемещение стола с обрабатываемой деталью в продольном, поперечном и вертикальном направлениях.
Вспомогательные движения – все указанные перемещения стола, выполняемые на быстром ходу.
1.2. Основные виды работ, выполняемые на фрезерных станках
Фрезерование применяют при обработке самых разнообразных плоских и фасонных поверхностей. Рассмотрим основные виды фрезерных работ.
Фрезерование горизонтальных поверхностей производят
на горизонтально-фрезерных станках различными цилиндрическими фрезами (рисунок 8.2 а), а на вертикально-
фрезерных станках торцевыми головками и торцевыми фрезами (рисунок 8.2 б).

а) б)
Рисунок 8.2. Схемы фрезерования горизонтальных
поверхностей
Фрезерование вертикальных поверхностей осуществляется на горизонтально-фрезерных и продольно-фрезерных станках торцевыми фрезерными головками (рисунок 8.3 а), а на вертикально-фрезерных станках – боковыми зубьями концевой фрезы (рисунок 8.3 б).
 а)
б)
а)
б)
Рисунок 8.3. Схемы фрезерования вертикальных
поверхностей
Фрезерование
наклонных поверхностей
производят одноугловой фрезой (рисунок
8.4 а) на горизонтально-фрезерном станке
либо торцевой
фрезерной головкой на вертикально-фрезерном
станке
со
шпинделем, установленным под углом
(рисунок 8.4 б).
 а)
б)
а)
б)
Рисунок 8.4. Схемы фрезерования наклонных поверхностей
Фрезерование пазов: угловых (рис.8.5 а), прямоугольных (рис.8.5 б), Т-образных (рис.8.5 в), типа ласточкин хвост (рис.8.5г), фасонных (рис.8.5 д), шпоночных (рис.8.5 е) производят на горизонтально - и вертикально-фрезерных станках.
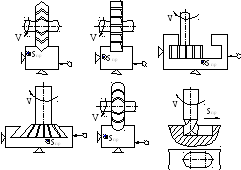
а) б) в)
г) д) е)
Рисунок 8.5. Схемы фрезерования пазов
Фрезерование комбинированных поверхностей выполняют комплектами фрез (наборными фрезами) (рис.8.6) на продольно-фрезерных и иногда на горизонтально-фрезерных станках.

Рисунок 8.6. Схема фрезерования комбинированных поверхностей
Фрезерование фасонных поверхностей производят фасонными фрезами соответствующего профиля (рис.8.7).

Рисунок 8.7. Схема фрезерования фасонных
поверхностей
Фрезерование зубчатых колес производят модульными дисковыми фрезами (рис.8.8 а) на горизонтальных, а также модульными пальцевыми фрезами (рис.8.8 б) на вертикально- фрезерных станках.

а)
б)
Рисунок 8.8. Схема фрезерования зубчатых колес